基于参数标准化的片烟叶片结构管控
2021-05-27 09:07皮亮刘威万明宇王戈马建勋窦家宇张浩陈康康
浙江农业科学 2021年6期
皮亮,刘威,万明宇,王戈,马建勋,窦家宇,张浩,陈康康
(1.上海烟草集团有限责任公司,上海 200082; 2.华环国际烟草有限公司,安徽 滁州 233100)
打叶复烤是卷烟制造链中衔接农业、工业的重要环节,是卷烟工业企业实现原料组织、提升原料利用率、形成模块化配方、保障质量稳定性的重要环节[1]。近年来,打叶复烤通过产线改造、技术创新、精益管理,使得技术及管理水平上了一个新台阶。但与卷烟工业相比,打叶复烤企业对产品的关注更集中于最终成品质量上,对过程质量管控要求比较粗放。
近年来,中国烟草公司大力推进卷烟重点品牌原料均质化复烤加工,明确提出要进一步提升成品片烟核心质量指标的均匀性水平。面对新的形势和要求,复烤企业在卷烟工业的支持下,大力开展各类攻关研究,促使片烟产品的烟碱、总糖、水分等指标的均匀性显著提升。杨凯等[2-4]以烟碱为调节因子提出了配方均匀性控制模式,有效将成品片烟烟碱含量变异系数控制到4%以下。王戈等[5]在此基础上引入颜色和光谱特征值,构建了多因素组合调控模式,实现成品烟碱、总糖、总氮含量均匀性共同提升。李善莲等[6]提炼固化了片烟水分控制的优异操作,以此指导生产实现成品片烟水分均匀性的显著提升。何结望等[7]构建了一种打叶复烤片烟质量均匀性评价标准,将片烟叶片结构、化学成分、含水率进行灰度关联,聚类形成综合性评价模型。相比而言,片烟叶片结构均匀性的控制研究尚未达成普遍共识,因此,本研究借鉴中国烟叶公司印发的打叶复烤5项关键技术指引中的参数化控制技术,以某重点品牌3个模块烟叶原料为对象,开展基于参数标准化的片烟叶片结构管控研究,分析比较管控前后3个模块成品片烟叶片结构的变换情况。
1 材料与方法
1.1 材料
选择2020年某品牌3个模块(A、B、C)的烤烟原料,在一润、二润、打叶等工序开展主要参数指标的区间控制。参数区间获取是通过对相关参数指标2016—2018年的历史数据统计分析获得。
1.2 参数指标选择
打叶复烤过程中,对打后片烟叶片结构稳定性有显著影响的工序是热风润叶和叶梗分离,其中2个关键工序关键参数指标和工艺指标如表1所示。
1.3 统计方法
对表1指标,按照叶片结构评价优异为标准筛选出相匹配的历史参数数据,然后利用统计分析方法计算获得参数指标的适宜区间范围,最后综合行业标准、加工经验、原料年度变化、环境温湿度变化对参数区间进行微调,确定重点工序关键参数指标的管控区间。
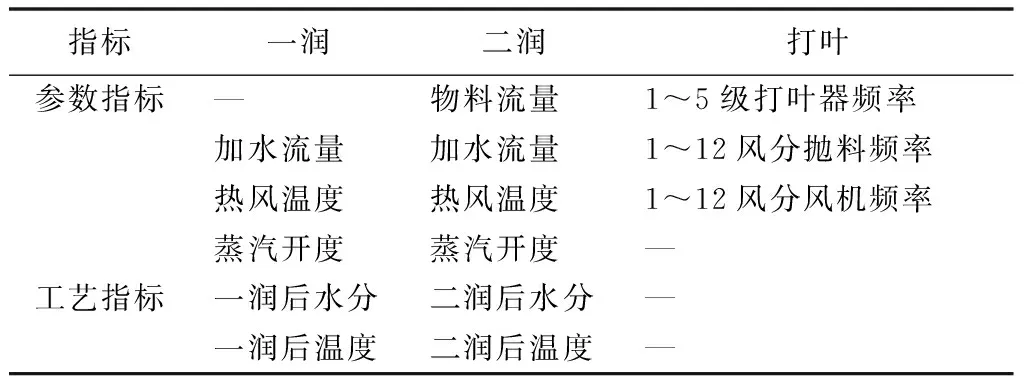
表1 打叶过程关键工艺指标和参数指标
历史数据清洗。导出的参数数据采集频次为每分钟1个,主要是删除数据中缺失空白数据、噪声异常数据(≤0)和非稳态数据(停机断料前后10 min内数据)。
优异片烟叶片结构标准确定和匹配筛选。首选按班次统计各班大中片率、碎片碎末率、叶中含梗率的均值和标准偏差,然后筛选出3个指标均值符合加工指标要求,且大中片率标准偏差≤2.0%、碎片碎末率标准偏差≤0.8%的班次。此时对应班次的参数指标和工艺指标数据即为过程优良操作数据。
区间范围统计。采用统计方法计算各指标的四分位数,按公式(1)和(2)计算各指标的区间[8]。
下限=max{Q1-1.5IQR,最小值}; (1)
上限=min{Q3+1.5IQR,最大值}。 (2)
式中:Q1为第一四分位数;Q3为第三四分位数;IQR为四分位间距。
参数区间范围确定。参数指标在行业标准中尚未有明确范围规定,其确认主要是依据上述区间统计的结果,并根据烤烟原料质量特性与历史统计差异性,在某些参数指标上做一定微调。在行业标准YC/T 146—2010[9]和卷烟工艺规范[10]中润后水分区间范围允差是3%,润后温度中,一润允差是10 ℃,二润允差是15 ℃,在此基础上依据上述区间统计结果和烤烟原料素质综合确定,原则上最终确定范围要求工艺指标区间的水分允差为2%,温度允差6 ℃。
2 结果与分析
2.1 指标区间
除烤烟原料自身不可控因素外,打叶复烤加工中片烟叶片结构符合性与润后烟叶水分、温度状态、叶梗分离中打叶和风分参数设定密切相关,然而在以往加工中由于管控只注重结果,且结果又是望大目标或望小目标,导致结果稳定性和过程稳定性受到忽视。本研究通过稳定重点工序的工艺和参数,从而促使产品质量(叶片结构)稳定性提升。
2.1.1 热风润叶
热风润叶(一次润叶和二次润叶)主要通过加水、加蒸汽、加温等方式调节滚筒内的温湿度环境,再由环境改变烤烟烟叶自身的水分和温度状态,优良操作的标准是润后烟叶柔韧性好、抗造碎、表面无水渍、无潮红。热风润叶中工艺指标是润后水分和温度,而保持工艺指标稳定的关键参数指标是物料流量、加水流量、增温增湿开度、热风温度。历史数据中通过清洗、筛选和区间计算的结果如表2和表3所示。由于相同模块不同年度间烤烟烟叶质量存在一定差异,因此,在区间计算基础上,根据当年烤烟烟叶质量特性(身份、油份、糖含量、拉力等)变化进行一定微调,从而形成表4和表5所示区间标准。

表5 二次热风润叶工序关键工艺和参数指标区间标准
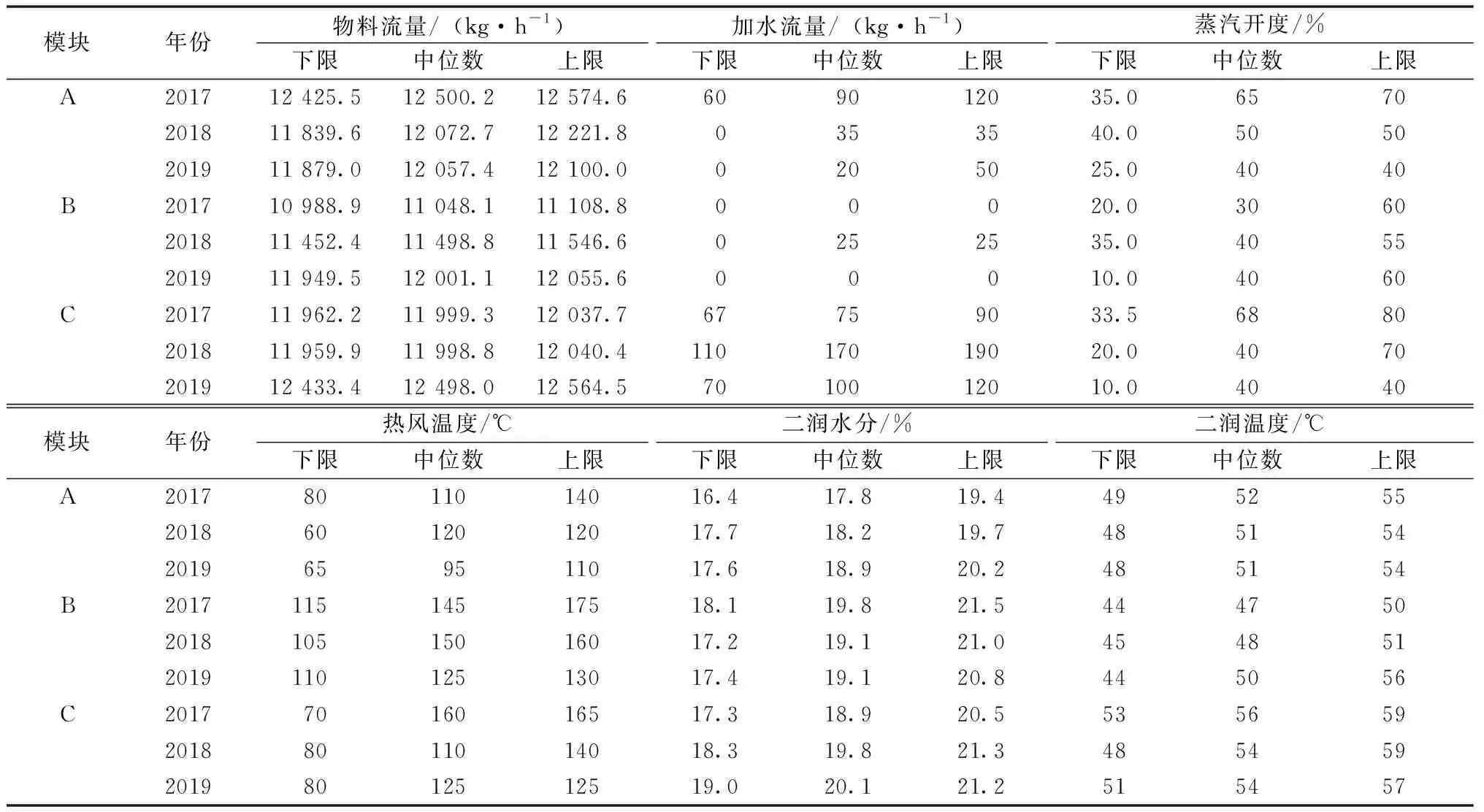
表3 二次热风润叶工序关键工艺和参数指标区间范围
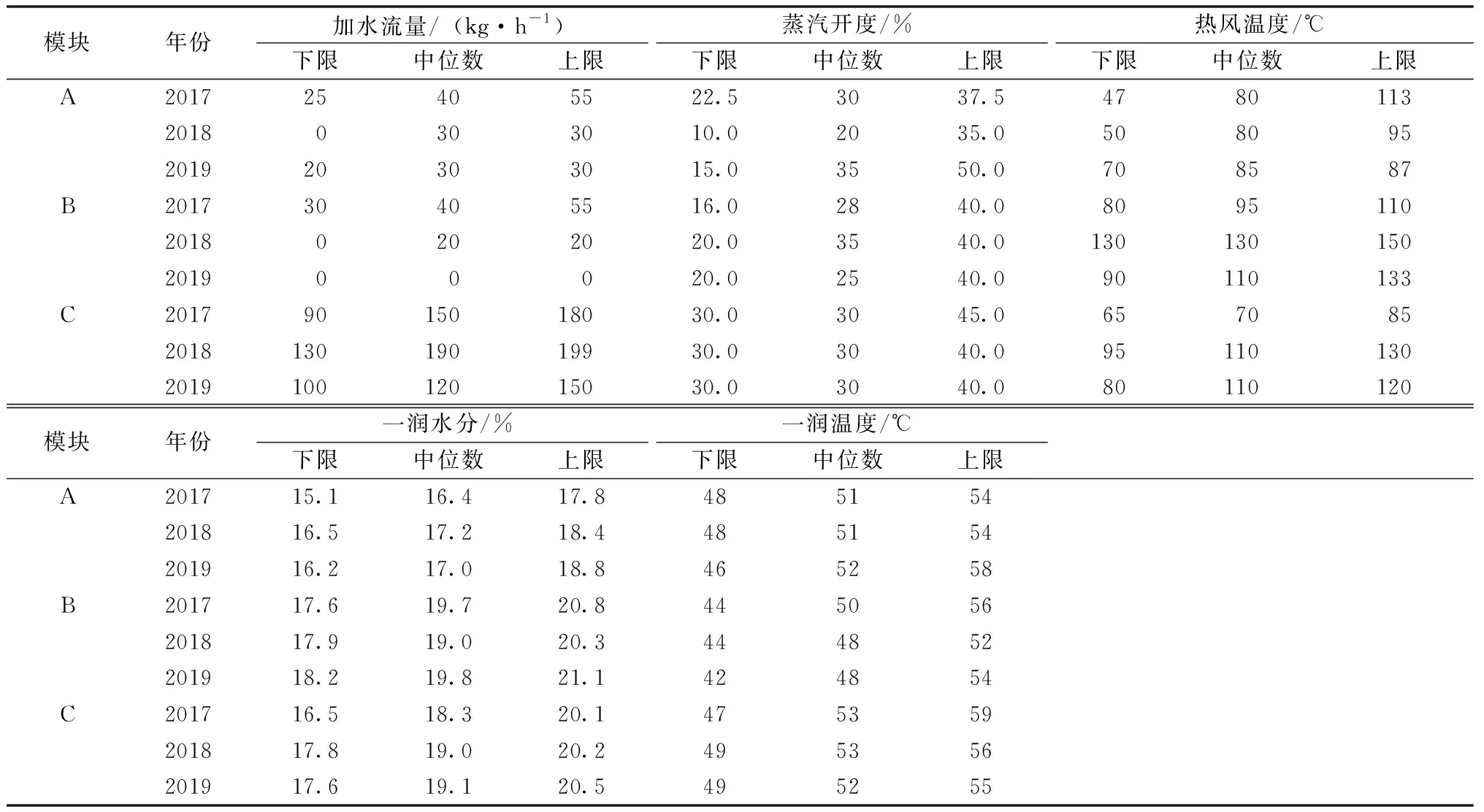
表2 一次热风润叶工序关键工艺和参数指标区间范围
2.1.2 叶梗分离
叶梗分离主要通过打叶器将叶片从烟梗上撕裂下来,然后通过风分筛选实现叶与梗的分离,通常为充分保障叶与梗的有效分离,打叶复烤企业均配置多级打叶和风分设备。优良操作的标准是不仅叶与梗能够充分分离,同时要保持较好的大中片率、较低的碎片碎末率和叶含梗率,以利于后续片烟的切丝使用。而优良操作主要是由打叶器打滚转、框栏尺寸形状、风分频率等关键参数的适度设定调整实现。因此,对上述3个模块的历史参数数据进行清洗、筛选和区间计算的结果如表6所示(由于数据量较大,主要显示1、2级打叶频率和1~8风分频率设定),然后同样根据当年烤烟烟叶质量特性变化进行一定微调,从而形成表7所示区间标准。

表7 叶梗分离工序关键参数指标区间标准
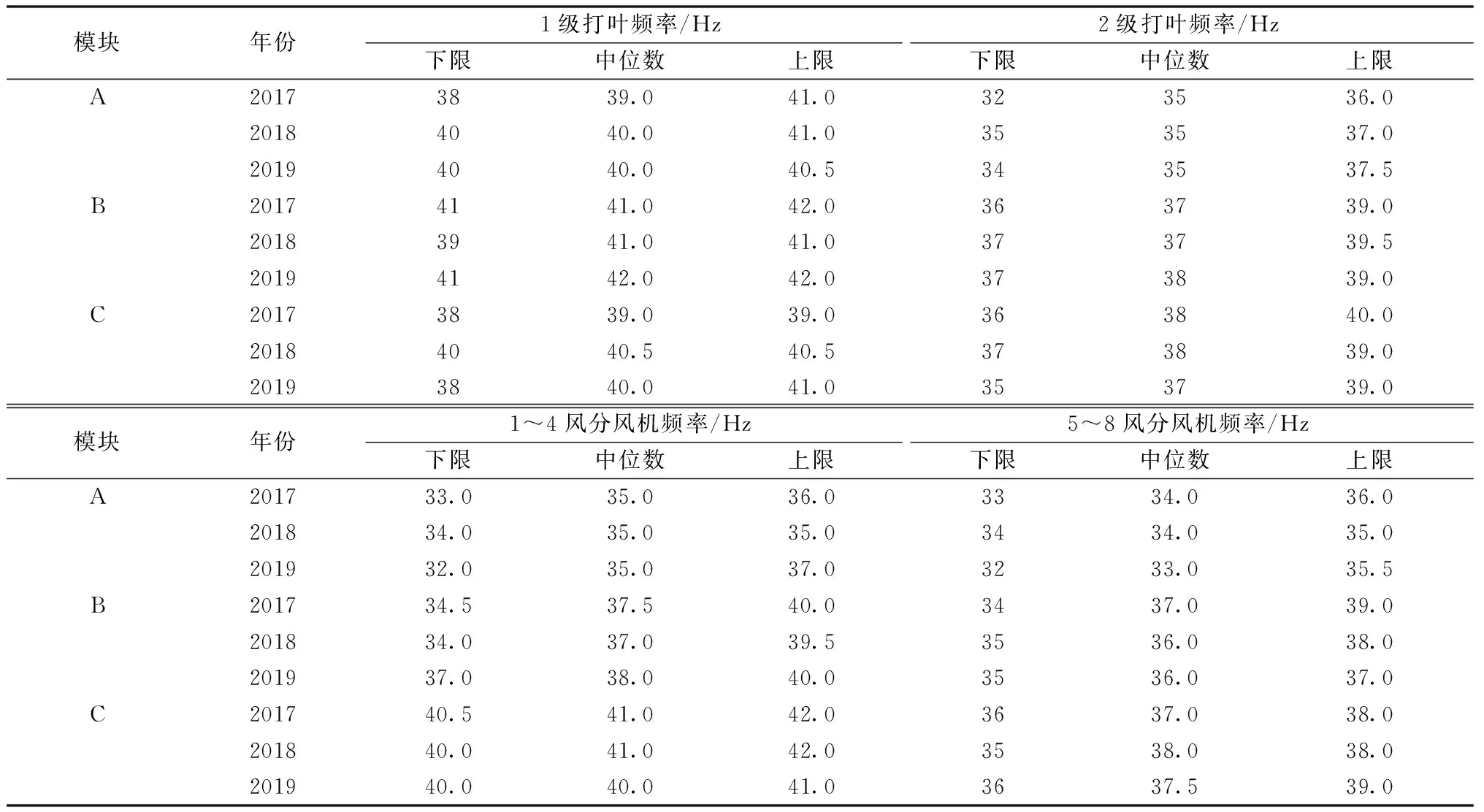
表6 叶梗分离工序部分关键参数指标区间范围
2.2 生产应用验证
将表4、5、7中明确的工艺指标和参数指标区间标准应用到2020年的3个模块的生产加工中,最终所得到片烟产品叶片结构各指标(表8),可见与2019年相比,3个模块大中片率均值略有提升(望大目标),碎片碎末率均值降低明显(望小目标),叶含梗率均值也略有降低(望小目标),表明在原有加工评价标准框架下也有明显的质量提升。更重要的是大中片率和碎片碎末率的标准偏差平均下降均接近50%,表明2个质量指标的稳定性提升极显著。

表4 一次热风润叶工序关键工艺和参数指标区间标准
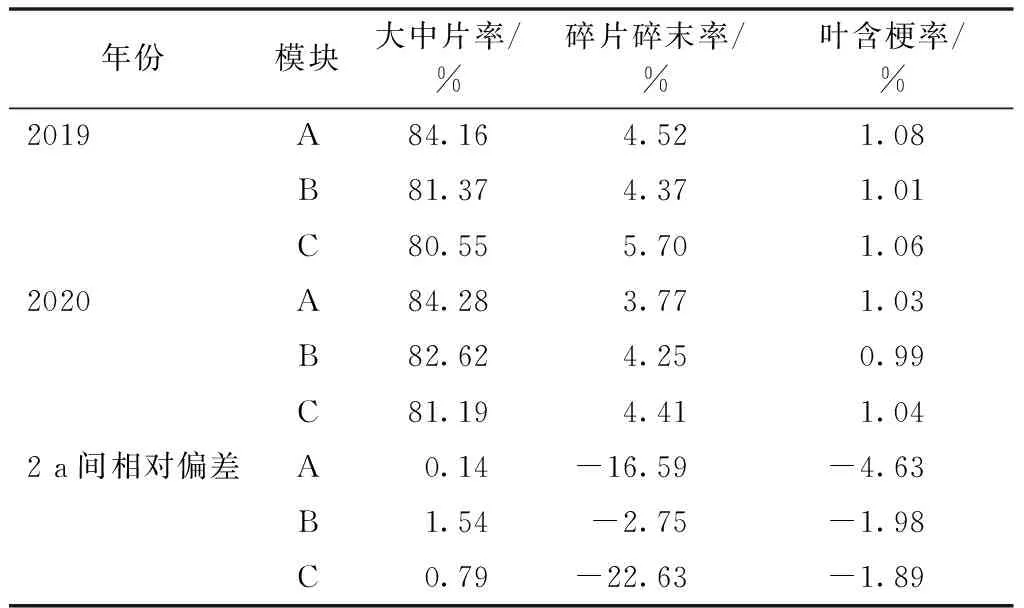
表8 成品片烟叶片结构指标统计结果
3 小结与讨论
通过热风润叶和叶梗分离2个工序关键工艺和参数的调控以控制片烟叶片结构是行业公认的既定事实。但原有加工过程中仅关注质量结果是否符合望大或望小目标,会造成质量指标均匀性不受控。本文以过程工艺和参数标准化为切入点,有效控制过程质量稳定性,从而促使最终产品质量指标稳定性显著提升。工艺和参数标准化是通过制定和执行区间标准实现,而区间标准主要是通过历史数据清洗、筛选和统计分析获得,并依据烤烟原料年度间质量特征变化略作调整。从上述分析可见,通过工艺和参数标准化,叶片结构中各指标的既有符合性得到一定提升,均匀性得到显著提升,如大中片率和碎片碎末率的标准偏差平均降幅在50%以上。因此,该管控方法对改善片烟叶片结构质量稳定性有显著的帮助。
猜你喜欢
中学生数理化·八年级物理人教版(2022年9期)2022-10-24
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
中国外汇(2019年13期)2019-10-10
建材发展导向(2019年10期)2019-08-24
中国农业文摘-农业工程(2016年5期)2016-04-12
唐山文学(2016年11期)2016-03-20
工业炉(2016年1期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27