超声辅助内圆磨削40Cr15Mo2VN轴承套圈的试验研究
2021-05-27 01:02郭星晨赵重阳
中国机械工程 2021年10期
尹 龙 赵 波 郭星晨 赵重阳
河南理工大学机械与动力工程学院,焦作,454000
0 引言
40Cr15Mo2VN高氮不锈轴承钢具有高强度、高硬度、高耐磨性、优异的耐腐蚀性和疲劳性能及一定的韧性,被广泛应用于航空、航天等领域,并用于制造滚柱、轴承套圈等重要零部件[1-2]。轴承作为一种精密且难加工的基础零件,轴承套圈的表面质量是影响其失效的重要因素。由于机床颤振以及夹具定位误差等因素的影响,使得轴承套圈表面不可避免地存在波纹度、粗糙度和圆度等形状误差[3]。
当轴承套圈存在表面波纹度时,波纹度会引起周期性的位移激励,造成滚动体与套圈之间的接触力出现周期性变化,导致轴承及转子系统产生异常振动和疲劳破坏。当存在表面粗糙度时,在粗糙表面的凹凸不平处会产生应力集中且易存积腐蚀性物质,造成表面锈蚀,影响轴承的使用性能及寿命。因此,需对普通磨削后的轴承套圈进行研磨或抛光,以改善其表面质量,这会增加生产成本。
超声振动磨削可以减小磨削力,降低磨削温度[4-5],减少磨削烧伤及砂轮堵塞等现象[6-7],同时也可以减小工件的表面粗糙度[8-9],提高其残余压应力[10-11],提高磨削加工效率,获得良好的表面质量。
当前,为了提高轴承元件的表面质量及磨削加工效率,国内外学者展开了大量研究工作。江京亮[12]通过磨削轴承滚道研究磨削表面粗糙度和磨削变质层与磨削参数之间的关系,建立了磨削参数与工件表面质量之间较为精确的数值关系。刘伟等[13]基于正交试验研究轴承钢高速外圆磨削的表面质量,通过极差分析加工参数对其表面质量的影响,结果表明,提高砂轮线速度、选择合适的工件速度和磨削深度可以获得较好的表面质量。肖周强[14]通过GCr15轴承钢高速外圆磨削实验,研究了参数对其表面质量的影响。高绍武等[15]通过超声振动低速磨削马氏体不锈钢,对比不同加工方式下的表面形貌,研究了不同加工参数对表面粗糙度的影响,结果表明,超声磨削可以有效改善马氏体不锈钢工件的表面质量。闫艳燕等[16]通过超声磨削纳米陶瓷,研究了不同磨削参数下普通磨削与超声磨削对表面质量的影响,结果表明,超声磨削可显著提高纳米陶瓷的表面质量。YAMADA等[17]通过对比不同砂轮磨削后工件的表面质量,研究不同接触刚度的砂轮对表面质量的影响,结果表明,表面粗糙度随砂轮接触刚度减小而减小。NIK等[18]通过实验研究超声磨削与普通磨削后Ti6Al4V合金的表面粗糙度,结果表明,超声磨削可有效减小其表面粗糙度,提高表面质量。ZAHEDI等[19]采用有限元建模的方法,通过温度与应变的耦合并提取砂轮的概率密度函数,预测外圆磨削轴承钢表面质量和磨削力。
上述关于提高轴承表面质量的研究大都集中于传统加工方式下轴承套圈的外圆表面粗糙度,针对轴承套圈内圆表面波纹度与表面粗糙度的研究涉及较少。传统的内圆磨削难以保证轴承套圈良好的表面质量,所以需要一种新的加工工艺,而超声磨削在提高工件表面质量方面有很大优势,但是超声磨削多被用于加工陶瓷等脆性材料,关于超声内圆磨削轴承套圈的研究鲜有报道。因此探究超声内圆磨削与传统内圆磨削下,不同加工参数对轴承套圈的表面粗糙度与表面波纹度的影响,对提高轴承的使用性能与寿命具有重要意义。
本文基于不同加工方式下的单颗磨粒运动轨迹分析,建立超声内圆磨削表面粗糙度模型。通过超声振动内圆磨削40Cr15Mo2VN高氮不锈轴承钢试验,分析不同加工方式下轴承套圈的表面粗糙度和表面波纹度。
1 超声内圆磨削表面粗糙度分析
1.1 磨削去除机理分析
在超声内圆磨削的加工过程中,将自主研制的超声振动内圆磨头附加在砂轮主轴上。如图1所示,在超声内圆磨削中,砂轮与工件相对反向转动,砂轮在转动的同时沿轴线方向做超声振动以及相对工件做横向进给运动,其中,vs为砂轮速度,vg为工件速度,vf为主轴的进给速度,A、f分别为超声振动的幅值与频率。
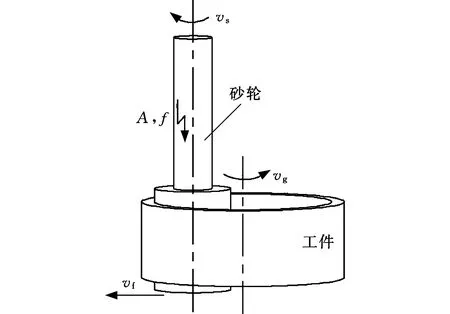
图1 超声内圆磨削模型Fig.1 Ultrasonic internal grinding model
由超声内圆磨削模型可知,引入超声振动后单颗磨粒的运动轨迹发生改变,使单颗磨粒与工件的接触弧长发生改变[20]。如图2所示,建立空间坐标系,取随机单颗磨粒所在平面与砂轮轴线的交点为坐标原点O,砂轮进给方向为x轴正方向。
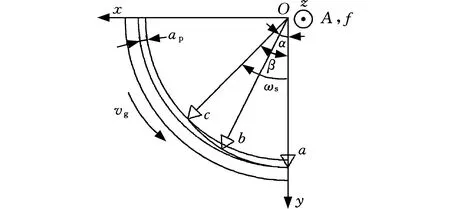
图2 单颗磨粒运动轨迹图Fig.2 Schematic of single grain trajectory
假设磨粒在a点开始与工件接触,旋转角度α后到达b点,最后旋转角度β后在c点处与工件分离,则在超声内圆磨削中,单颗磨粒在空间坐标系中的运动轨迹为
(1)
t=α/ωs
(2)
式中,r为砂轮半径;α为单颗磨粒相对工件转过的角度;φ0为超声振动初始相位;t为砂轮旋转角度α所用时间;ωs为砂轮角速度。
由式(1)可知,普通内圆磨削单颗磨粒的运动轨迹方程为
(3)
基于MATLAB分别仿真两种加工方式下的单颗磨粒运动轨迹,结果如图3所示。由图3可知,超声内圆磨削单颗磨粒运动轨迹为空间内的正弦曲线,普通内圆磨削单颗磨粒运动轨迹为平面内的曲线。为更好地分析超声内圆磨削对工件表面质量的影响,根据式(1)建立超声内圆磨削单颗磨粒与工件接触弧长公式:
(4)
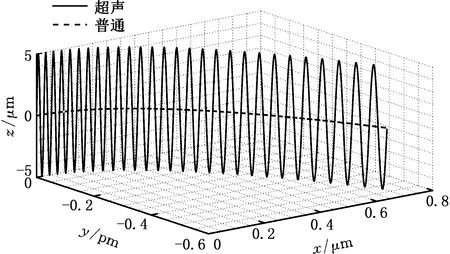
图3 不同加工方式下单颗磨粒运动轨迹图Fig.3 Track of single particles with different machining
1.2 表面粗糙度建模分析
在超声内圆磨削过程中,砂轮上的磨粒对工件表面进行切削,在工件表面产生微细沟槽,而相邻沟槽材料残留高度是影响磨削后工件表面粗糙度的重要因素。由于砂轮上的磨粒随机分布,各个磨粒形状、分布间隔、顶角大小不一,故工件表面相邻沟槽的残留高度各不相同。为方便研究与分析,假设各个磨粒均匀分布,顶角为2θ且在砂轮上高度相同,各个磨粒磨削后在工件表面上相邻沟槽材料残留高度相同。超声内圆磨削表面轮廓见图4。

图4 超声内圆磨削表面轮廓图Fig.4 Ultrasonic internal grinding surface profile
图4中,黑色阴影部分为表面残留高度,对于超声内圆磨削,单颗磨粒运动轨迹为空间内沿曲线分布的正弦曲线,相较于普通内圆磨削的轨迹发生了改变,因此,分析超声内圆磨削加工后的表面粗糙度必须考虑磨粒之间运动轨迹干涉对工件表面残留高度的影响[21]。
在超声内圆磨削中,由于引入超声振动使单颗磨粒在工件表面形成的沟槽宽度大于普通内圆磨削沟槽的宽度,而在一个运动周期内,单颗磨粒划过同一截面两次,同时不同磨粒运动轨迹相互干涉改善轴承套圈的表面质量,所以超声内圆磨削的工件表面残留高度在轴向与切向两方向上相同[22]。超声内圆磨削轴向表面残留高度为
(5)
式中,L为超声磨削表面沟槽之间距离。
假设超声内圆磨削加工时间为t,则砂轮转过的距离为
l=vst
(6)
工件转过的距离为
l′=vgt
(7)
而超声内圆磨削过程中,在每一截面上的磨粒个数为
(8)
式中,a为两相邻磨粒之间间隔。
由超声内圆磨削单颗磨粒接触弧长公式可以求得单颗磨粒在截面上产生的切削痕迹:
(9)
即工件表面相邻两沟槽之间距离
(10)
故超声内圆磨削工件表面粗糙度
(11)
综上所述,超声内圆磨削表面粗糙度随超声频率、振幅的增大而减小,随砂轮速度的增大而减小,随进给速度的增大而增大。
2 试验研究
2.1 试验设备
本次试验采用TOYO T-157N内圆磨床,机床主轴最高转速为20 000 r/min,工件夹具采用双支点电磁卡盘。如图5所示,将自主研发的超声内圆磨削装置与主轴相连,为对比不同加工方式下加工参数对工件表面质量的影响,通过超声波发生器调节加工所用超声参数,关闭超声波发生器电源即为普通内圆磨削加工。
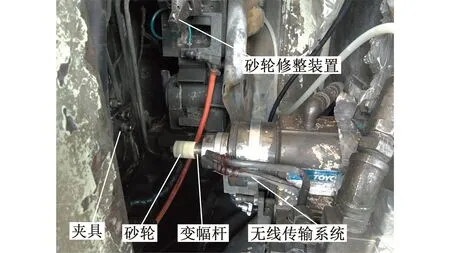
图5 超声磨削试验装置Fig.5 The experimental device of ultrasonic grinding
本次试验中所用砂轮为型号P35X35X101-NQS100KVS60的进口砂轮,为保证砂轮精度,在每次加工前用金刚笔进行修锐,工件为外径80 mm、内径70 mm、宽12 mm的轴承套圈,材料为40Cr15Mo2VN高氮不锈轴承钢,硬度达到HRC58~60,材料化学成分如表1所示。

表1 试验40Cr15Mo2VN钢的化学成分(质量分数)
2.2 试验参数及测试仪器
在内圆磨削轴承套圈试验中,由于砂轮长度远大于工件宽度,所以砂轮在切削时沿其轴线方向没有进给而是沿砂轮切向走刀,靠工件旋转完成切削。本次试验选用的加工参数如表2所示。

表2 磨削参数
如图6所示,使用CL-1A轮廓仪测量轴承套圈表面粗糙度,表面波纹度采用Y9030D圆度-波纹度仪测量。表面形貌采用VHX-2000型超景深显微镜和SH-4000M型扫描电镜进行观测。

图6 测量现场Fig.6 Analysis measurement
3 试验结果分析
3.1 超声加工参数对表面质量的影响
3.1.1超声内圆磨削对表面形貌的影响
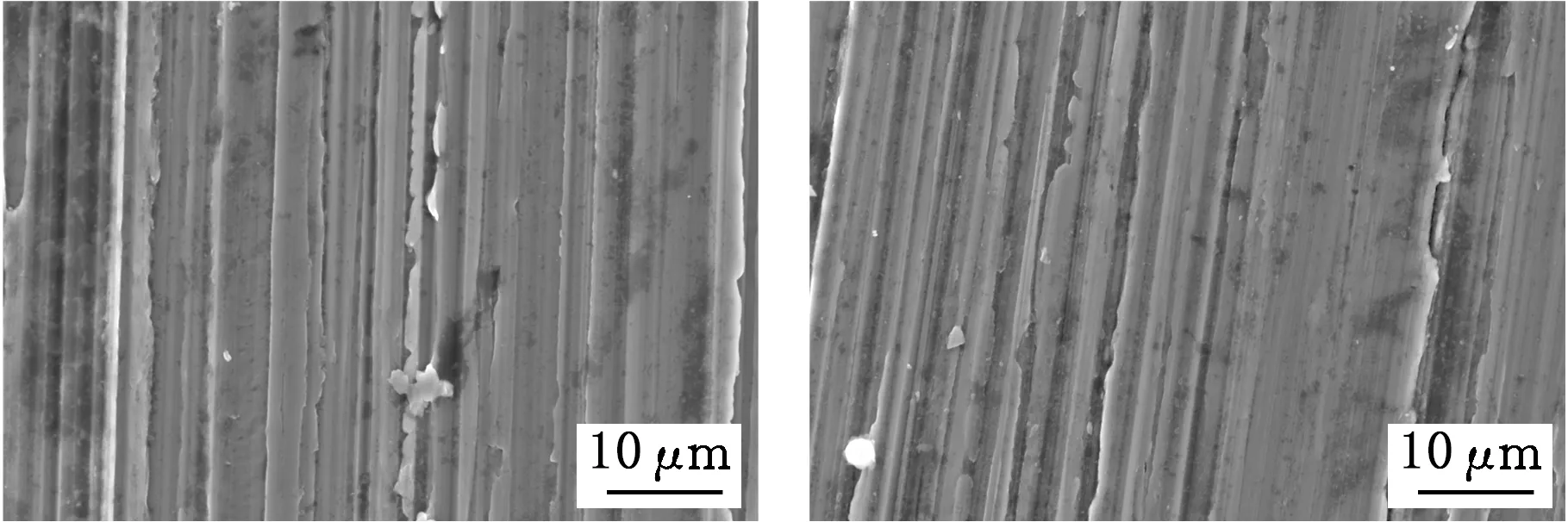
为研究超声内圆磨削对工件表面质量的影响,选取砂轮转速10 000 r/min、工件转速200 r/min、磨削深度0.01 mm、进给速度1 μm/r、不同的超声振幅进行对比试验。
(a)A=0 (b)A=0.7 μm

(a)A=0 (b)A=0.7 μm
如图7、图8所示,普通内圆磨削后工作表面存在较大的凹坑并且沟槽宽度大小分布不均,相邻沟槽残余材料较多,工件表面加工纹理较为粗糙,表面质量明显不高;而超声内圆磨削工件表面沟槽分布均匀,沟槽宽度大于普通磨削沟槽的宽度,相邻沟槽残余材料高度减少,工件表面的加工纹理细腻。由图7和图8还可看出,随着超声振幅的增大,工件表面质量提高。
3.1.2超声振幅对表面粗糙度的影响
在普通内圆磨削加工参数不变的情况下,使用超声内圆磨削加工,改变不同超声参数,研究超声振幅对表面质量的影响。如图9所示,当超声振幅从0增大到1.7 μm时,超声内圆磨削后的表面粗糙度从0.38 μm减小到0.26 μm。
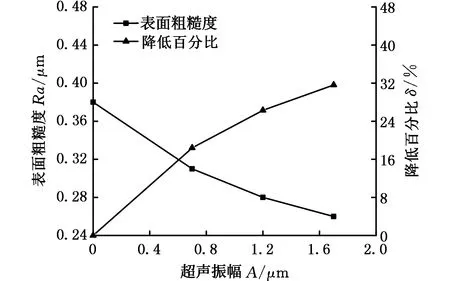
图9 超声振幅对表面粗糙度的影响Fig.9 Influence of amplitude on surface roughness
对比A=0时的表面粗糙度可以看出,表面粗糙度降低百分比从18.4%增加到31.6%,表明超声内圆磨削可以有效减小表面粗糙度。
3.1.3超声振幅对表面波纹度的影响
在轴承使用中,影响轴承套圈的表面质量除了表面粗糙度以外还有表面波纹度,表面波纹度过大会影响轴承套圈表面的机械性能,在轴承使用时产生噪声。表面波纹度的值取决于机床与工艺系统的振动大小。在磨削过程中,主要产生强迫振动与自激振动,其中强迫振动可以轻易找出振源,并加以消除,所以在内圆磨削过程中,工艺系统的颤振是影响表面波纹度的重要因素,它最终会在工件表面形成直线白振纹,导致工件的表面波纹度增加,严重影响工件的表面质量。
通过对比普通内圆磨削以及不同超声振幅下工件表面出现的直线白振纹,分析超声磨削工艺系统颤振对表面质量的影响。如图10所示,在超声振幅为0时,工艺系统出现颤振,导致工件表面有明显的振纹;当超声振幅为0.7 μm时,加工后的工件表面上直线白振纹开始变淡;当超声振幅为1.2 μm时,工件表面上的直线白振纹消失,表明工艺系统的颤振得到抑制,超声内圆磨削改善了加工后的表面质量;当超声振幅为1.7 μm时,工件表面上开始出现较为浅淡的直线白振纹,表明超声对工艺系统的颤振抑制作用减弱。

(a)A=0 (b)A=0.7 μm
选取砂轮转速10 000 r/min、工件转速200 r/min、磨削深度0.01 mm、进给速度1 μm/r、不同的超声振幅进行表面波纹度对比试验。如图11所示,随着超声振幅的增大,表面波纹度先减小后增大,在振幅A=1.2 μm时得到最小值0.62 μm。
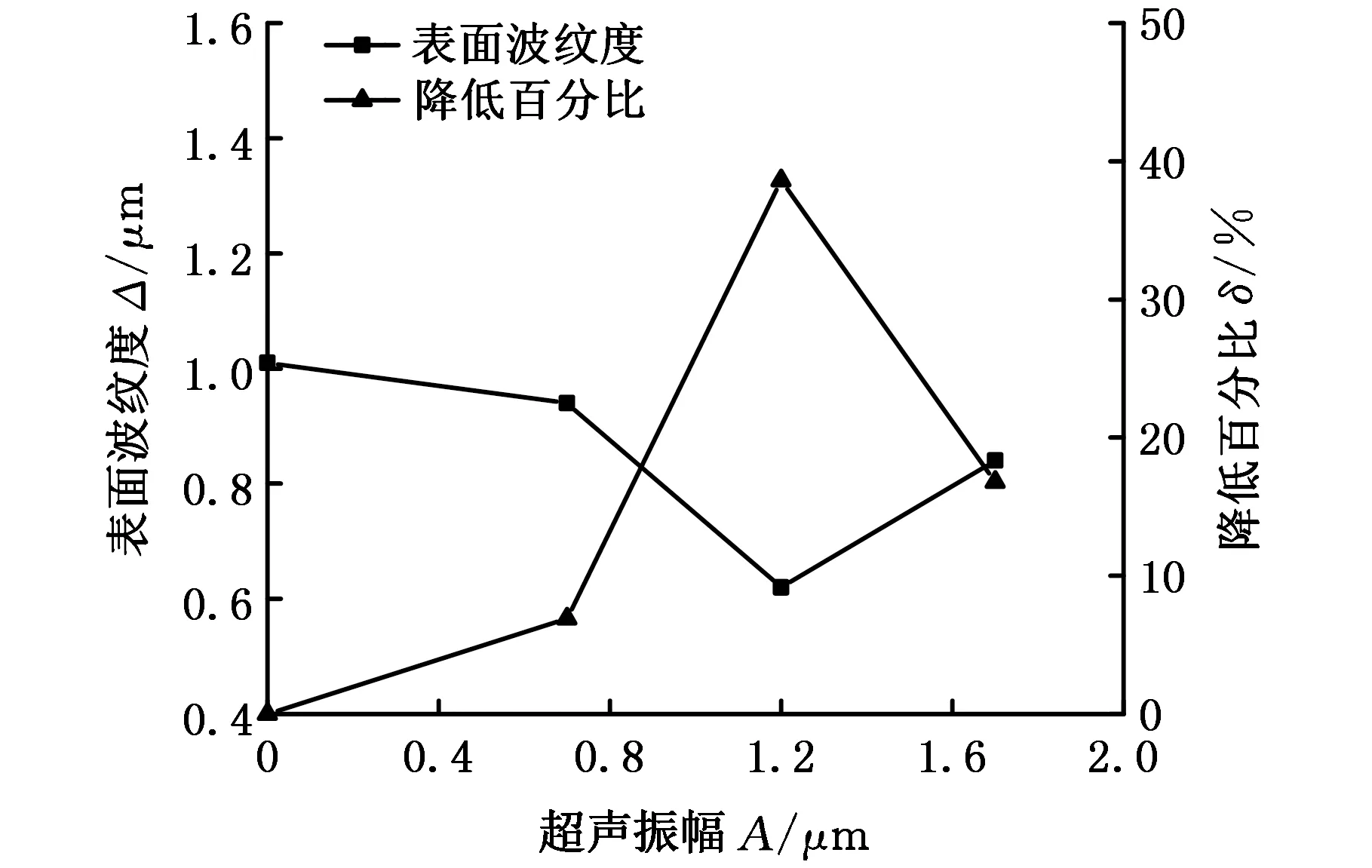
图11 超声振幅对表面波纹度的影响Fig.11 Influence of amplitude on surface waviness
综上所述,超声内圆磨削可以改善工艺系统的稳定性,改善轴承内圈的表面质量。原因是:超声内圆磨削磨粒轨迹为空间中的正弦曲线,相较于普通内圆磨削增加了单颗磨粒磨削长度;不同磨粒间运动轨迹又相互干涉,使工件表面沟槽变宽的同时减小相邻沟槽残留材料高度,减少了工件表面损伤,减小了表面粗糙度,提高了工件的表面质量。
然而,超声内圆磨削下的表面波纹度随着超声振幅的增大,先减小后增大。原因是:普通内圆磨削即超声振幅为0时的磨削过程中,砂轮上的磨粒容易脱落不均,砂轮出现局部钝化,增大了砂轮与工件之间的磨削力,导致砂轮不平衡,引起工艺系统的颤振,所以相较于超声内圆磨削,普通磨削下工件的表面波纹度较大。
在超声内圆磨削时,超声振动可以减小工件与砂轮之间的摩擦力,使磨削力减小,减小了磨粒的磨损情况,从而抑制工艺系统的颤振,改善加工后的表面质量。但是砂轮在大振幅下,超声加工系统实际加工频率偏离系统谐振频率,砂轮实际振动时掺杂其他振型,超声加工对工艺系统颤振的抑制作用减弱,使工件的表面波纹度增大。
对比改变超声振幅后的加工表面,当超声振动幅值为1.2 μm时,轴承套圈的表面质量较高,所以研究其他加工参数对表面质量影响时均取A=1.2 μm。
3.2 砂轮转速对表面质量的影响
3.2.1砂轮转速对表面粗糙度的影响
为研究砂轮转速对表面质量的影响,选取砂轮转速分别为6000,8000,10 000,12 000 r/min,工件转速为200 r/min,磨削深度为0.01 mm,进给速度为1 μm/r,砂轮振幅为1.2 μm进行单因素试验。
如图12所示,随着砂轮转速的增加,普通内圆磨削表面粗糙度从0.47μm减小到0.35μm,超声内圆磨削表面粗糙度从0.38μm减小到0.26μm,相对于普通内圆磨削表面粗糙度,降低百分比由19.1%增加到26.3%后又降至25.7%。而在其他加工参数不变的情况下,随着砂轮转速的提高,两种加工方式下的表面粗糙度均有不同程度的减小。超声内圆磨削更有利于减小表面粗糙度,但是砂轮转速提高至12 000 r/min时,表面粗糙度降低百分比反而减小。

图12 砂轮转速对表面粗糙度的影响Fig.12 Influence of wheel speed on surface roughness
3.2.2砂轮转速对表面波纹度的影响
砂轮转速的提高不仅影响轴承套圈的表面粗糙度还会影响表面波纹度。如图13所示,随着砂轮转速的提高,两种加工方式的表面波纹度均有不同程度的减小,普通内圆磨削表面波纹度从1.18 μm减小到0.89 μm,超声内圆磨削表面波纹度从0.79 μm减小到0.57 μm。由降低百分比可知,砂轮转速在10 000 r/min时,超声内圆磨削相较于普通内圆磨削降低量最大,当砂轮转速在12 000 r/min时,降低百分比减小,表明超声内圆磨削对表面波纹度的改善减弱。
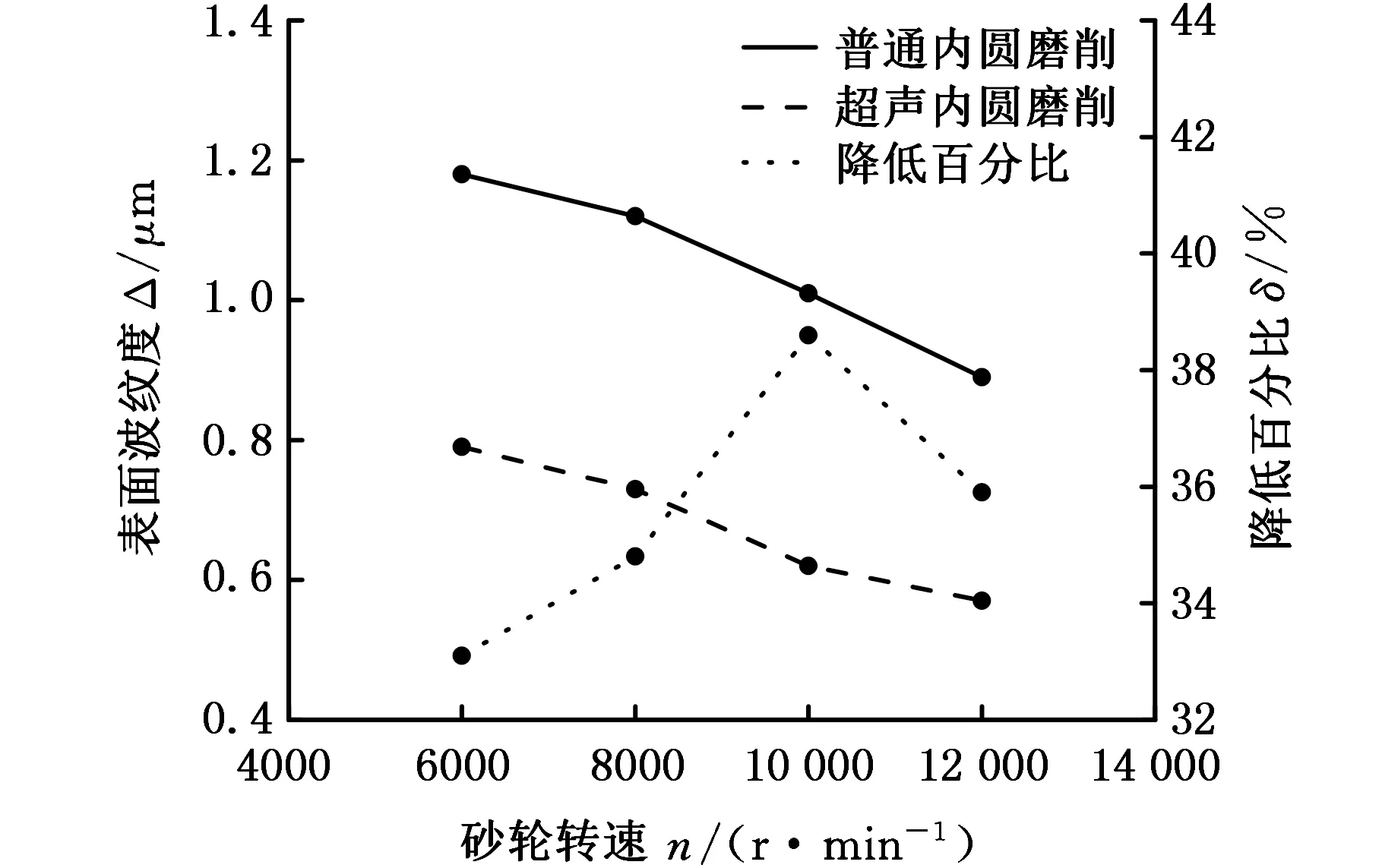
图13 砂轮转速对表面波纹度的影响Fig.13 Influence of wheel speed on surface waviness
综上所述,随着砂轮转速的增加,超声内圆磨削更有利于改善表面质量,但是在高转速下,超声内圆磨削改善效果减弱。原因是:砂轮高转速时,抑制了砂轮振动,使磨粒间运动轨迹干涉情况减弱,增加了工件表面材料残留高度,所以相对于普通内圆磨削表面粗糙度减小不明显。结合试验数据分析,随着砂轮转速的提高,砂轮更易产生自激振动,加剧砂轮不平衡的情况,使超声改善效果减弱,表面波纹度增大,影响工件表面质量。
3.3 磨削深度对表面质量的影响
3.3.1磨削深度对表面粗糙度的影响
为研究磨削深度对表面质量的影响,选取砂轮转为10 000 r/min,工件转速为200 r/min,磨削深度分别为0.01,0.02,0.03,0.04 mm,进给速度为1 μm/r,砂轮振幅为1.2 μm进行单因素试验,同时与普通内圆磨削进行对比试验。
如图14所示,随着磨削深度的增大,普通内圆磨削表面粗糙度由0.36 μm增大到0.55 μm,超声内圆磨削由0.28 μm增大到0.43 μm,相对于普通内圆磨削表面粗糙度,降低百分比由26.3%减小到21.8%。超声内圆磨削的改善效果明显减弱。

图14 磨削深度对表面粗糙度的影响Fig.14 Influence of grinding depth on surface roughness
3.3.2磨削深度对表面波纹度的影响
磨削深度的提高不仅影响轴承套圈的表面粗糙度还会影响表面波纹度。通过测得不同加工方式下表面波纹度,研究磨削深度对表面波纹度的影响规律。
如图15所示,在不改变其他加工参数的情况下,随着磨削深度的增大,两种加工方式下的表面波纹度均有不同程度的增大,普通内圆磨削表面波纹度由1.01 μm增大到1.39 μm,超声内圆磨削由0.62 μm增大到0.92 μm,但是普通内圆磨削增大的幅度比超声内圆磨削大。通过表面波纹度的降低百分比可知,相对于普通内圆磨削表面波纹度,降低百分比由38.6%减小到33.8%,表明超声内圆磨削对表面波纹度的改善效果降低。

图15 磨削深度对表面波纹度的影响Fig.15 Influence of grinding depth on surface waviness
综上所述,随着磨削深度的增大,单颗磨粒的磨削力增大,而磨削力的增大使磨削抗力增大,造成砂轮磨粒脱落的速度不一致产生局部钝化,使工艺系统的颤振增大,所以两种加工方式的表面粗糙度、表面波纹度增大;而超声内圆磨削中,磨粒运动轨迹相互干涉,可以使部分磨粒在磨削过程中走空刀,提高工艺系统的稳定性,提高磨粒的自锐性,减小平均磨削力,有助于去除加工表面相邻沟槽的残余材料高度,使表面粗糙度、表面波纹度增大量减少,改善工件的表面质量。
3.4 进给速度对表面质量的影响
3.4.1进给速度对表面粗糙度的影响
为研究进给速度对表面质量的影响,选取砂轮转为10 000 r/min,工件转速为200 r/min,磨削深度为0.01 mm,进给速度分别为1,2,3,4 μm/r,砂轮振幅为1.2 μm进行单因素试验。
如图16所示,其他加工参数不变,进给速度从1 μm/r增大到4 μm/r,普通内圆磨削表面粗糙度由0.36 μm增大到0.51 μm,超声内圆磨削由0.28 μm增大到0.42 μm,相对于普通内圆磨削表面粗糙度,降低百分比由22.2%减小到17.3%,超声内圆磨削的改善效果明显减弱。
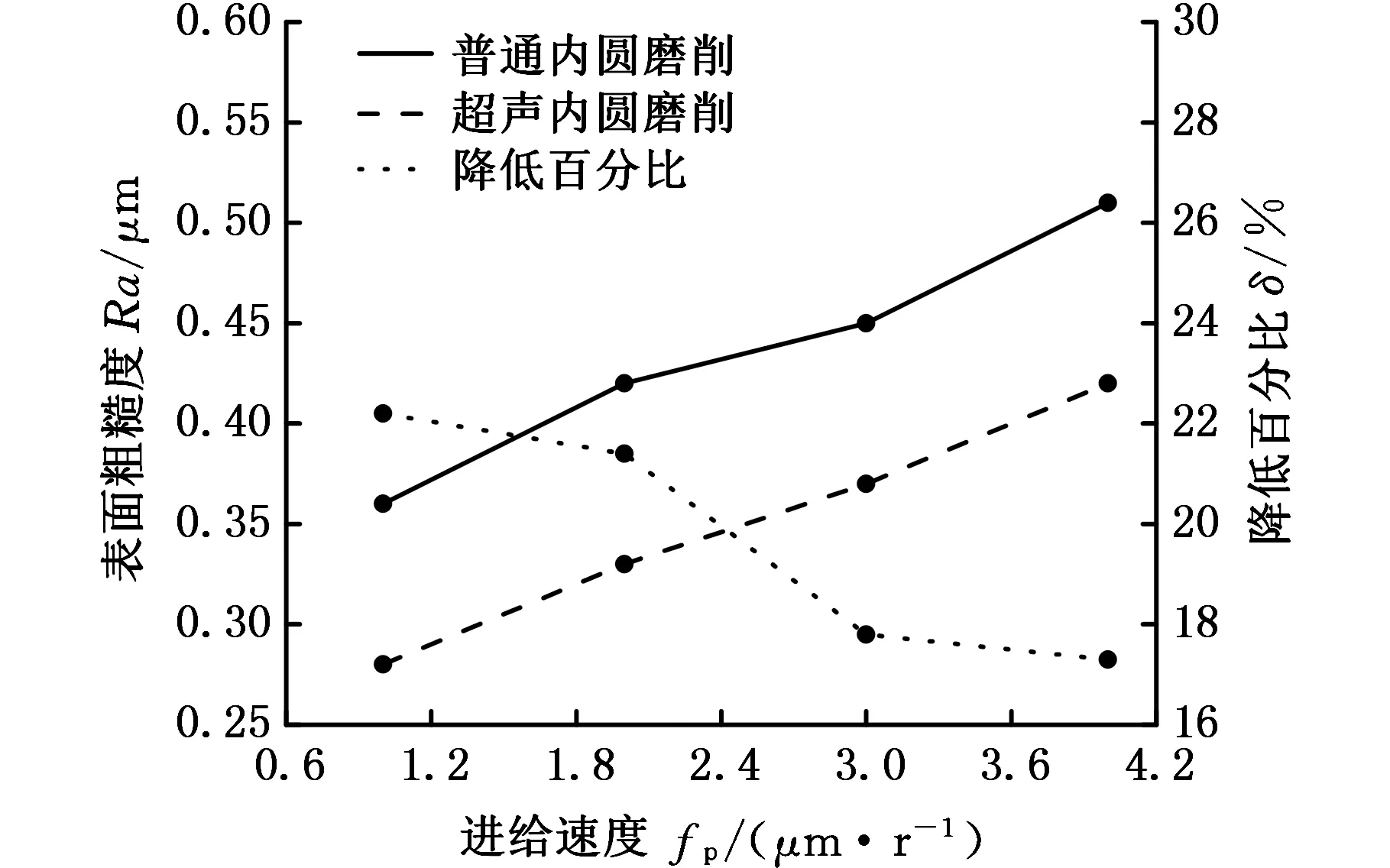
图16 进给速度对表面粗糙度的影响Fig.16 Influence of feed speed on surface roughness
3.4.2进给速度对表面波纹度的影响
由图17所示,在不改变其他加工参数的情况下,随着进给速度的增加,两种加工方式下的表面波纹度均有不同程度的增大。

图17 进给速度对表面波纹度的影响Fig.17 Influence of feed speed on surface waviness
普通内圆磨削表面粗糙度由1.01 μm增大到1.39 μm,超声内圆磨削由0.62 μm增大到1.02 μm,相对于普通内圆磨削表面粗糙度,降低百分比由38.6%减小到26.6%,但是普通内圆磨削增大的幅度比超声内圆磨削大,通过表面波纹度降低百分比可知,超声内圆磨削对表面波纹度的改善效果减弱。
综上所述,其他加工参数不变,仅增加进给速度,使单颗磨粒在单位时间内切削厚度增大,从而增大了磨削力、磨削抗力、工艺系统的颤振,所以两种加工方式的表面粗糙度、表面波纹度都明显增大。在超声内圆磨削中,磨粒可以重复研磨工件表面残留材料高度,减小单颗磨粒的磨削力和磨削抗力,抑制工艺系统的颤振,所以表面粗糙度、表面波纹度相较于普通内圆磨削要小。然而,砂轮进给速度的增大会减弱超声内圆磨削中各个磨粒间的运动轨迹干涉情况,从而减弱超声加工的改善效果。
4 结论
(1)超声内圆磨削将单颗磨粒运动轨迹由平面曲线变为空间内的正弦曲线,不同磨粒间运动轨迹的相互干涉使超声内圆磨削后轴承套圈内表面的沟槽分布均匀,减少了表面损伤,减小了轴承表面粗糙度、表面波纹度,因此,超声内圆磨削可以提高轴承表面质量,改善轴承传动的噪声问题。
(2)随着超声振幅的增大,轴承套圈的表面粗糙度减小,而表面波纹度呈现先减小后增大的现象。
(3)有无超声两种加工方式下,增大砂轮转速都能够减小轴承套圈表面粗糙度和表面波纹度,其中超声内圆磨削更有利于改善轴承套圈的表面质量,但是砂轮在高转速下会抑制超声振动,减弱超声加工对轴承套圈表面质量的改善作用。
(4)有无超声两种加工方式下,磨削深度与进给速度的增大使轴承套圈的表面粗糙度和表面波纹度随之增大,其中进给速度对轴承套圈的表面质量影响较大,但是超声内圆磨削能够抑制表面粗糙度和表面波纹度的增大,使它们的增加幅度减小。
(5)通过对比两种加工方式下表面粗糙度以及表面波纹度降低百分比,得到各个加工参数对表面粗糙度的影响强度为:转速>超声振幅>磨削深度>进给速度。各个加工参数对表面波纹度的影响强度为:超声振幅>转速=磨削深度>进给速度。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
中国机械工程(2022年2期)2022-01-27
山东冶金(2019年6期)2020-01-06
表面工程与再制造(2019年3期)2019-09-18
山东冶金(2018年6期)2019-01-28
创新作文(小学版)(2018年31期)2018-05-16
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
中国塑料(2016年8期)2016-06-27