航空发动机加力锁定控制技术研究
2021-06-02 06:43侯玉峰
燃气涡轮试验与研究 2021年1期
侯玉峰,颉 龙
(1.空军装备部驻西安地区第九军事代表室,西安 710077;2.空军工程大学装备管理与无人机工程学院,西安 710038)
1 引言
航空发动机控制系统是保障发动机实现功能、性能、可靠性的关键组成部分。随着发动机技术的发展,传统的机械液压式控制系统早已不能满足发展的需求[1],如今大多采用全权限数字式电子控制系统(FADEC)[2],以增加发动机的可靠性和效率。
某型航空发动机配装单发飞机,为提高其可靠性,针对控制系统首次提出加力锁定功能,在配装发动机的喷口加力调节器上增加相关功能模块。加力锁定[3-4]功能的目的是,当发动机在加力状态遭遇控制系统故障时,通过锁定发动机当前状态,防止飞机在起飞阶段因故障退出加力状态,致使发动机推力不足造成事故。当飞行员接通应急切加力电磁阀或下拉油门杆时,按序关闭加力外涵、内涵及起动三区计量活门,发动机退出加力状态。
本文以AMESim 为仿真平台,建立了加力锁定控制数学模型,分析并确定了加力锁定功能的影响因素,提出了加力锁定控制设计方案,完成了加力锁定功能模块的结构设计,实现了加力锁定功能。
2 加力锁定控制机理
航空发动机加力状态出现故障时,加力锁定功能可以使发动机保持当前加力供油状态,即加力燃油计量装置中加力三区(起动、内涵、外涵)计量活门保持在当前计量位置不变(即加力燃油流量不变)。加力锁定控制结构原理见图1。
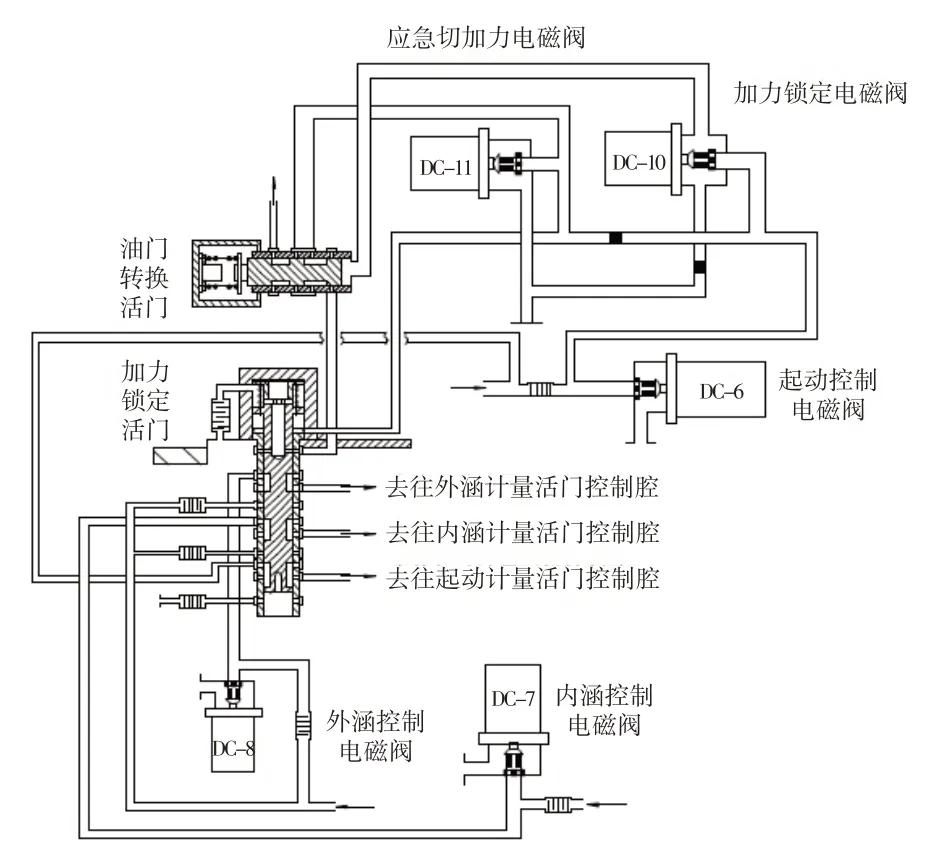
图1 加力锁定控制结构原理图Fig.1 Schematic diagram of the control structure of the locking afterburner
控制系统正常工作时(加力锁定电磁阀通电,应急切加力电磁阀断电,油门杆处于加力域),加力锁定活门在定压油的作用下移动至上止动位置,电子控制器根据发动机工作状态输出电信号给加力三区占空比电磁阀,然后此电磁阀改变加力起动、内涵、外涵计量活门控制腔压力来调节计量活门位置(即控制加力燃油流量),从而满足发动机对加力三区燃油流量的需求。加力内、外涵计量活门结构见图2。
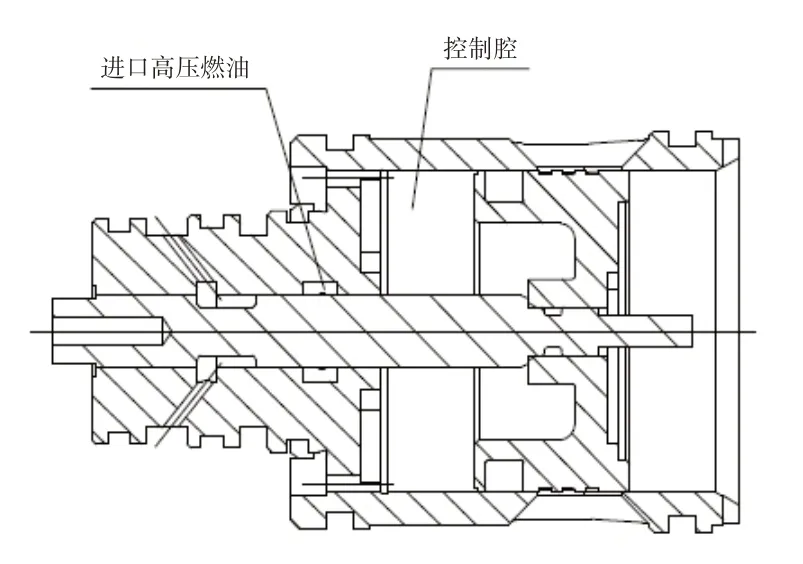
图2 加力内、外涵计量活门结构图Fig.2 Metering slide valve structure diagram of afterburner
电子控制器故障时,加力锁定电磁阀断电,加力锁定活门在液压力的作用下下移至加力锁定位置封闭三区计量活门控制腔,使三区计量活门保持当前位置,维持当前加力供油状态,从而实现快速加力锁定。加力锁定活门控制结构原理见图3。
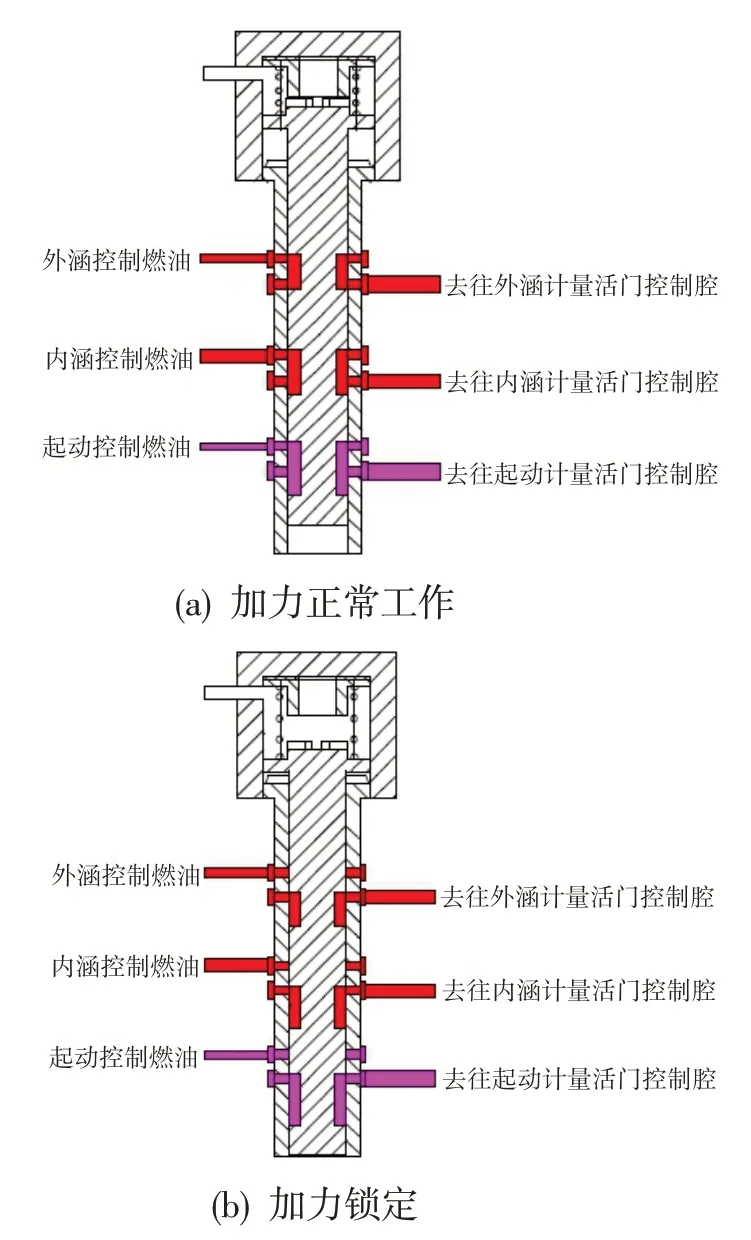
图3 加力锁定活门控制结构原理图Fig.3 Schematic diagram of the control structure of the locking afterburner valve
应急切加力电磁阀通电或油门杆下拉处于非加力域时,解除加力锁定,加力锁定活门继续下移至下止动位置,并自动按序延迟切断加力外涵、内涵、起动的供油。
3 加力锁定控制性能仿真分析与计算
3.1 仿真分析
以AMESim 为仿真平台,建立加力锁定控制数学模型[5](图4),模拟加力锁定及应急切加力状态[6]。加力锁定时,隔断去往加力外涵、内涵、起动的控制燃油,保证三区计量活门位置不变。但是由于活门组件存在间隙泄漏(图5),且该泄漏量由加力锁定活门间隙泄漏和加力外涵、内涵计量活门间隙泄漏组成,泄漏量的大小决定了加力锁定维持的时间。随着加力锁定活门泄漏量的不断增加,加力锁定功能逐渐弱化。当泄漏量达到一定值时,加力锁定功能失效(图6)。由此可见,通过加力锁定活门泄漏到加力内、外涵控制腔的泄漏量对内、外涵活门位移影响非常大,有效控制加力锁定活门泄漏量是该套控制机构设计的关键因素。
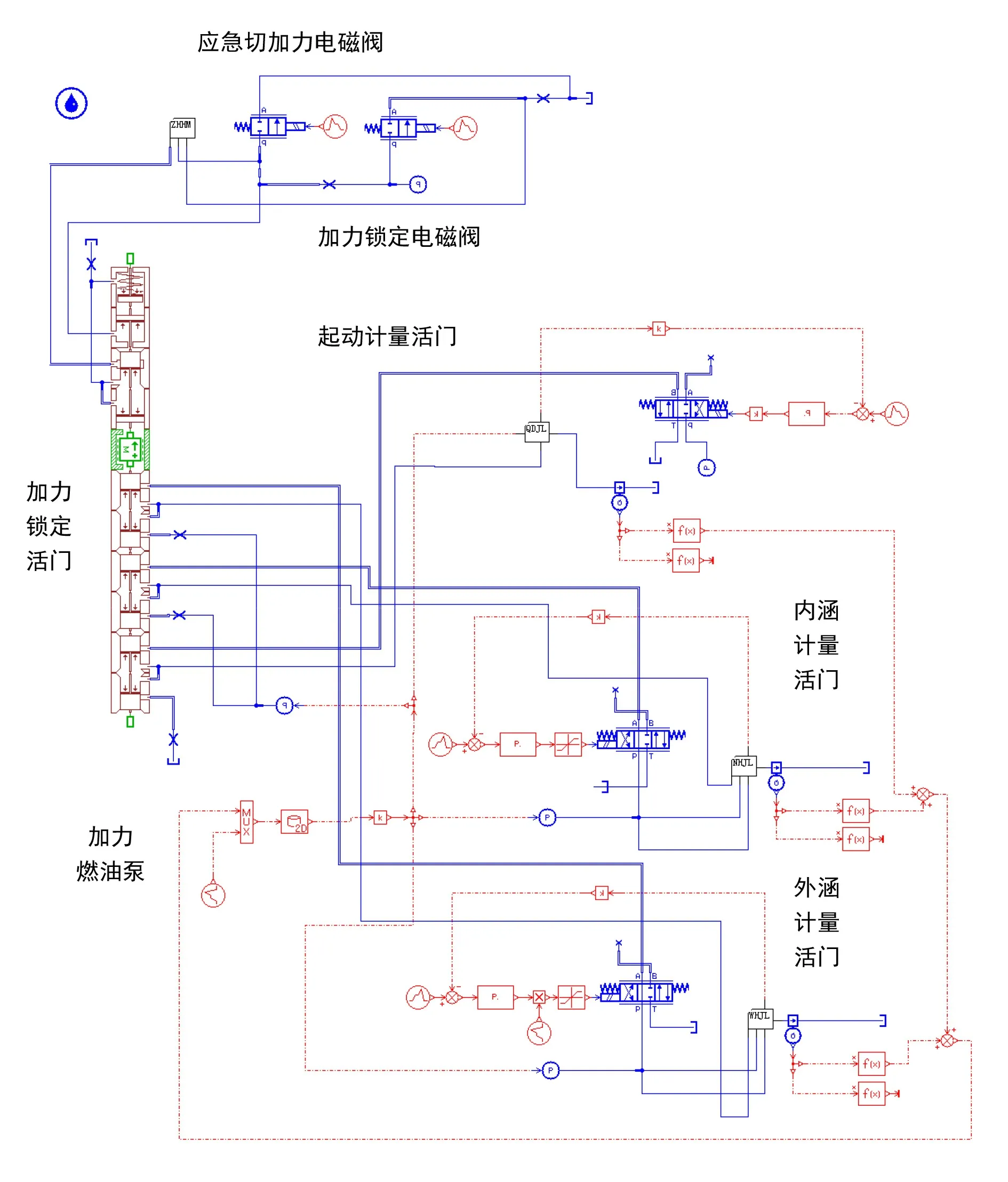
图4 加力锁定控制数学模型Fig.4 The mathematical model of locking afterburner
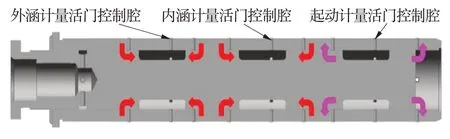
图5 加力锁定活门间隙泄漏示意图Fig.5 Schematic diagram of gap leakage of locking afterburner valve
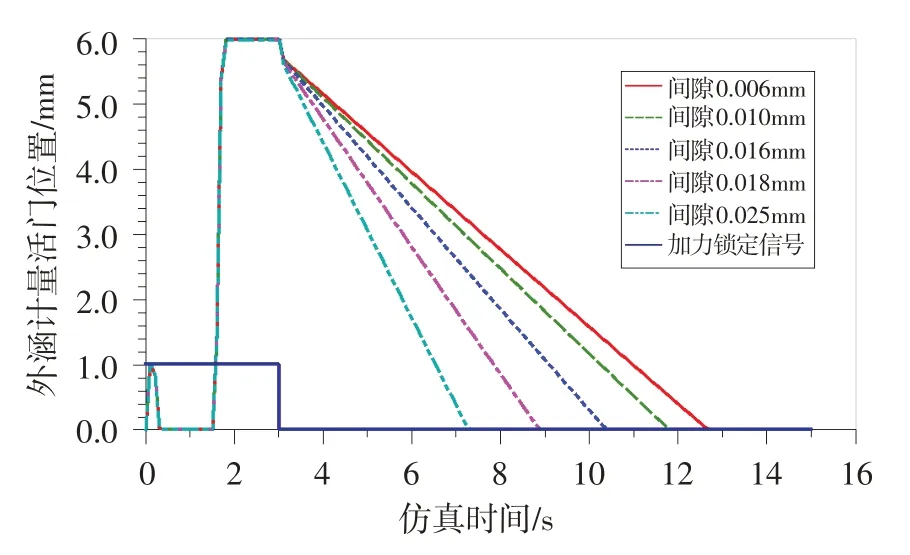
图6 加力锁定状态不同间隙条件下加力外涵计量活门位置仿真曲线Fig.6 The position simulation curves of the afterburner culvert metering valve under the condition of afterburner lock with different clearances
3.2 泄漏量计算
活门泄漏量计算公式见式(1)。

式中:q为容积流量,d为活门直径,s为活门衬套间隙,Δp为压差,v为液体运动黏度,ρ为液体密度,l为间隙密封长度。
通过计算,加力锁定活门间隙泄漏量为1.30 ml/s,加力内、外涵计量活门间隙泄漏量约为0.17 ml/s。据此,在加力锁定位置时,通过加力锁定活门及加力内、外涵计量活门泄漏至控制腔的泄漏量为1.47 ml/s。加力内、外涵计量活门控制腔最大容积为15 ml,按此泄漏量计算,内、外涵加力锁定时间最长仅能维持10 s,无法满足发动机要求,需要尽可能减小加力锁定活门的泄漏量。
4 加力锁定控制设计方案
加力锁定活门是加力锁定控制核心部件,完成加力锁定功能和应急按序切加力功能。加力锁定活门在锁定位置时,只有保证通往三区计量活门控制腔油路的密封性才能实现加力锁定功能,而该密封性只能通过在加力锁定活门上增加密封件来实现。
常用的密封件材料有石墨、橡胶、尼龙、工业塑料等[7]。通过对比不同密封件的结构、材料及其特性,加力锁定活门密封件由O 型橡胶密封圈和塑料外套两部分组成(图7)[8]。图8 示出了加力锁定活门装用密封件的结构。
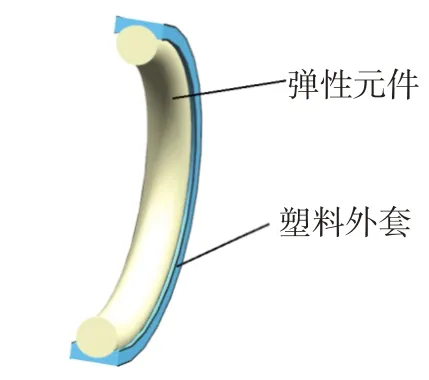
图7 密封件结构Fig.7 Structure of seals
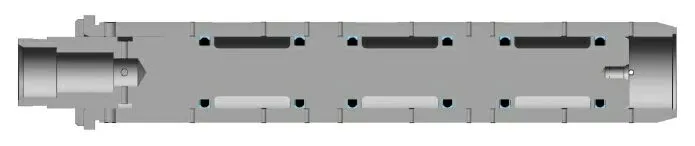
图8 加力锁定活门装用密封件的结构图Fig.8 Schematic diagram of installation of seals for locking slide valves in afterburner
4.1 密封材料
由于加力锁定活门上油路孔较多,为减小活门泄漏量,在控制腔油路两端都设置了密封件。在活门往复运动过程中,密封件必须过孔,密封件中的塑料外套应有好的耐磨性,以保证长时间的密封可靠性。目前,常规材料(如聚四氟乙烯)在高温高压燃油工况下,其强度、耐磨性与热尺寸稳定性等难以兼顾,无法满足加力锁定控制对过孔密封件的实际应用需求。聚合物材料已逐步开始在高性能发动机燃油泵调节器上应用,以替代传统橡胶、铜合金、石墨等材料,制备高性能密封部件。利用聚合物材料的耐磨、自润滑及燃油润滑适应性等特性[9]实现特定部位的使用要求,以提升产品服役寿命与可靠性。
选用聚四氟乙烯和均聚甲醛树脂两种材料进行对比使用验证。两种材料的基本参数如表1 所示。利用两种材料的密封件进行翻修间隔期内的加力锁定次数×1.5 倍(约1 000 次)的等效试验验证。聚四氟乙烯材料密封件在试验至50次时失效,无法保证翻修间隔期内的加力锁定次数;均聚甲醛树脂能保证1 000次锁定次数。最终选定均聚甲醛树脂为密封件塑料外套材料。
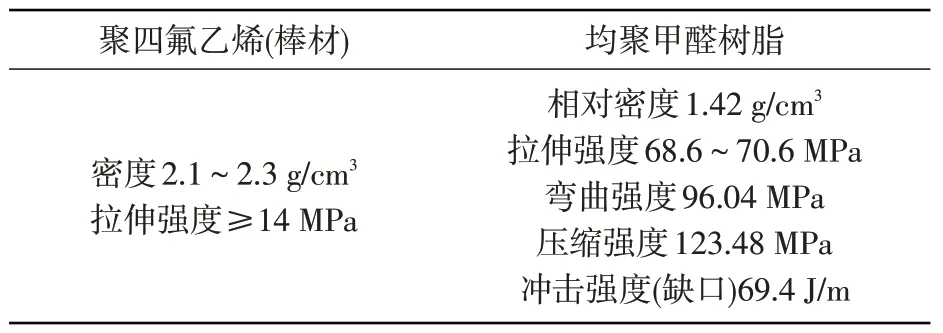
表1 两种材料的基本参数对比Table 1 Comparison of the basic parameters of the two materials
4.2 加工工艺
由于密封件必须过孔,为防止衬套油路孔孔口尖边毛刺刮伤密封件,需要对衬套油路孔孔口进行去除毛刺处理。因油路孔直径小(一般在φ1~φ2),衬套内孔小(φ10~φ15),利用普通手工去除毛刺、光整加工去毛刺、电抛光去毛刺等加工工艺难以保证加工质量和一致性。磨粒流[10]加工是一种比较新的加工方式,使磨粒在一定压力下流过所需加工表面,去除零件表面毛刺、飞边。相比其他加工工艺,采用磨粒流去除细小毛刺具有精确性高、稳定性强、效率高的优点。在不影响活门性能的前提下,采用磨粒流去除孔口毛刺,孔口倒圆能做到R0.1~0.2且一致性良好。本文采用磨粒流去除孔口毛刺。
4.3 加力锁定活门阻滞力
由于加力锁定活门上增设了6 道密封件,加力锁定活门在移动过程中受到的阻滞力必然会增加。通过计算O 型橡胶密封圈压缩率,对加力锁定活门的阻滞力进行限制,测得阻滞力在14~16 N 范围内。加力锁定活门处装用的弹簧在正常加力供油状态时,弹簧长度由42.0 mm 压缩至33.4 mm,根据弹簧刚度5.8 N/mm,计算出弹簧力最小为50 N,远大于增加的活门阻滞力。将装配密封件的加力锁定活门衬套放入低温箱,在-30℃下保持30 min 后,测得活门阻滞力在8~9 N范围内,活门移动灵活。
5 加力锁定控制试验验证
对加力锁定装置进行试验验证。图9为加力锁定时加力三区计量活门位置曲线。可以看出,加力锁定工作时,加力三区能够在当前位置保持较长时间,功能、性能满足要求。图10 为系统给出应急切加力信号后的三区计量活门位置曲线。图11 为随发动机试车加力锁定功能检查情况。可见,发动机执行加力锁定功能后,加力三区计量活门位置基本维持不变。
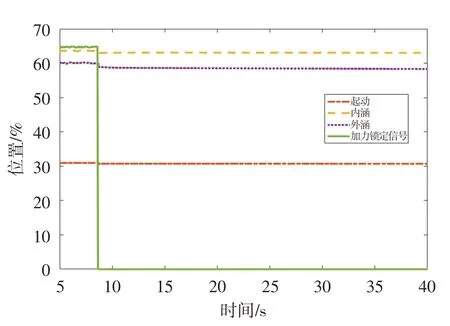
图9 加力锁定加力三区计量活门位置曲线Fig.9 Three-zone metering valve position curves for locking afterburner
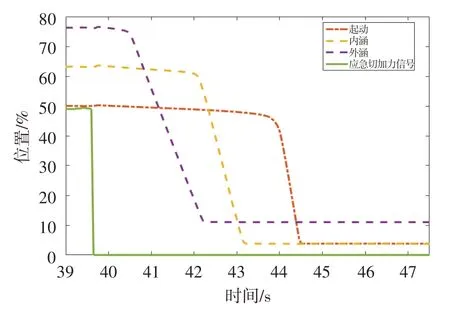
图10 应急切加力三区计量活门位置曲线Fig.10 Three-zone metering valve position curve in emergency cutting afterburner state
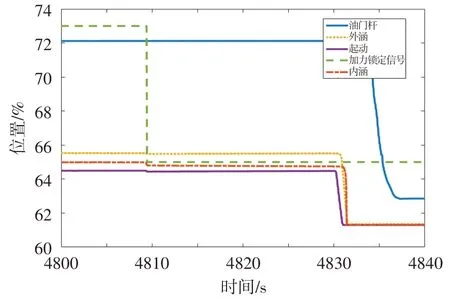
图11 随发动机试车加力锁定功能检查情况Fig.11 Check the situation of the afterburner locking function during vibration testing
为充分验证加力锁定功能的可靠性,先后通过振动试验(图12)、高低温试验(图13),验证了极端条件下加力锁定功能的可靠性和耐久性。
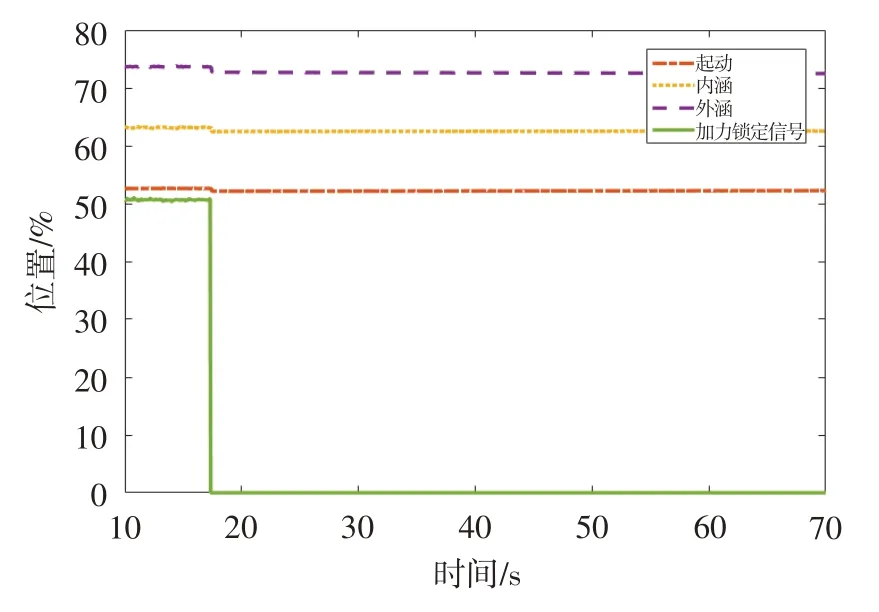
图12 振动试验条件下加力锁定状态三区计量活门位置曲线Fig.12 Position curves of three-zone metering valve under locking afterburner condition during vibration test
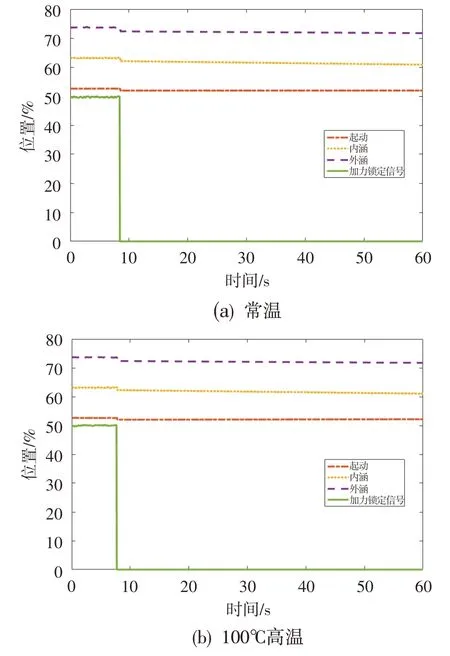
图13 不同温度下加力锁定状态三区计量活门的位置曲线Fig.13 Position curves of three-zone metering valve under locking afterburner condition at different temperatures
6 结束语
从加力锁定需求入手,以AMESim 为仿真平台建立了加力锁定控制数学模型,进行了仿真分析,明确了实现加力锁定功能需要解决间隙泄漏问题,并为此制定了采用O型橡胶密封圈和均聚甲醛树脂外套的密封件结构的设计方案。围绕密封件过孔问题,采用磨粒流去除衬套油路孔孔口尖边毛刺,调整加力锁定活门阻滞力,解决了可靠性问题。完成了加力锁定功能的研制工作,满足了发动机的功能需求。加力锁定功能的成功,突破了测绘仿制的限制,完成了自主创新,实现了产品正向设计,为航空发动机控制系统的发展走出了一条全新的道路。
猜你喜欢
金刚石与磨料磨具工程(2022年4期)2022-08-17
华人时刊(2021年17期)2021-11-12
航空维修与工程(2021年5期)2021-09-05
家园·电力与科技(2021年6期)2021-08-01
焊管(2021年4期)2021-05-17
科学与财富(2020年26期)2020-11-16
科技风(2020年13期)2020-05-03
环球市场信息导报(2018年29期)2018-10-16
文史春秋(2017年10期)2017-11-29
建筑工程技术与设计(2015年20期)2015-10-21