机盖内板一种降本工艺方案分析
2021-06-07 01:45吴雄伟李钊文谢国文覃显峰尤彬波
模具制造 2021年4期
吴雄伟,杨 建,李钊文,谢国文,覃显峰,尤彬波
(广州汽车集团股份有限公司汽车工程研究院,广东广州 511434)
1 引言
随着汽车行业的发展,各车企对汽车制造成本从单件到总成的管控越来越精细化。冲压件作为白车身的重要组成部分,有效的降低冲压件成本,对降低整车制造成本效果十分显著。
因此,行业内也掀起一股研究冲压件降本的潮流。余敏等研究了侧围外板工序优化降本方案[1];林通等研究了优化材料牌号的降本方案[2];冯芬艳等研究了冲压件原材料降本优化方案[3]。
本文以某车型机盖内板为研究对象,排布工艺方案,基于Autoform分析软件,构建工艺模型,仿真分析对比多种工艺方案,并实物验证可行的降本模型。
2 工艺排布
机盖内板结构简单,内部侧壁角度较大,成形性较好。如图1所示。
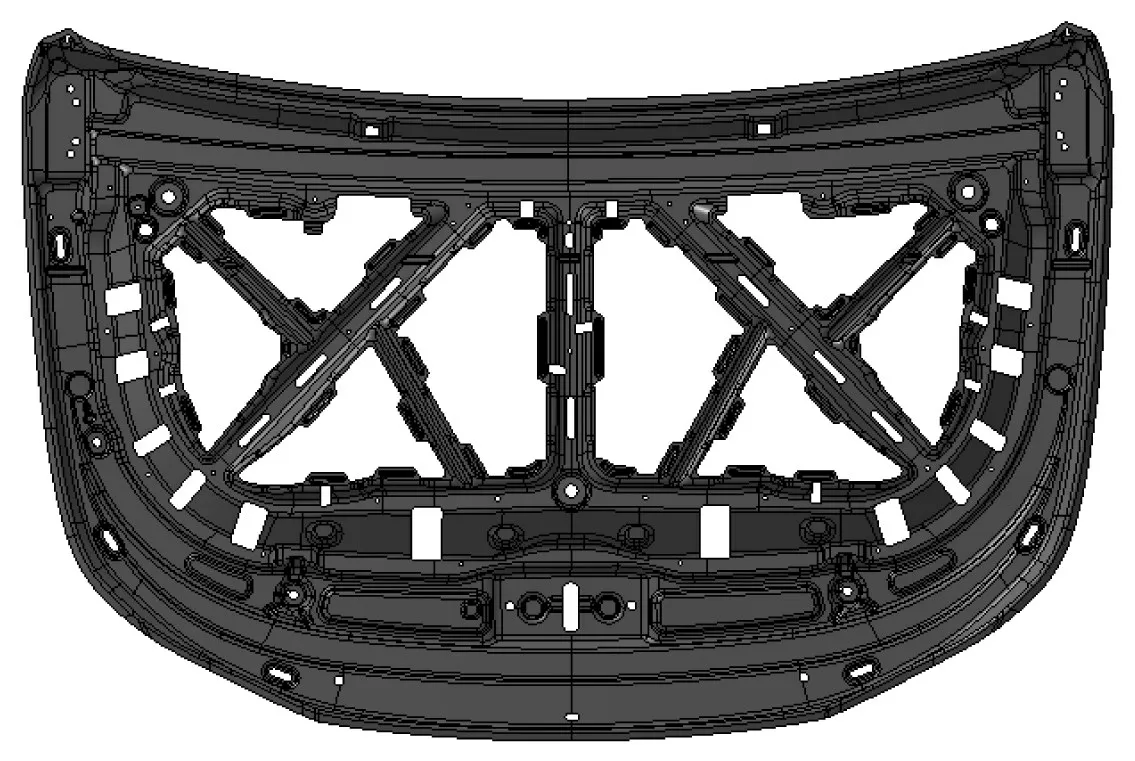
图1 机盖内板详细结构图
为了减少废料刀的使用,降低切削加工过程产生的铁粉量,工艺方案制定为4工序冲压。
详细工艺可排布为:①OP10:拉伸→②OP20:修边+侧修边+冲孔→③OP30:修边+侧修边+冲孔+侧冲孔→④OP40:修边+整形+冲孔,如图2所示。
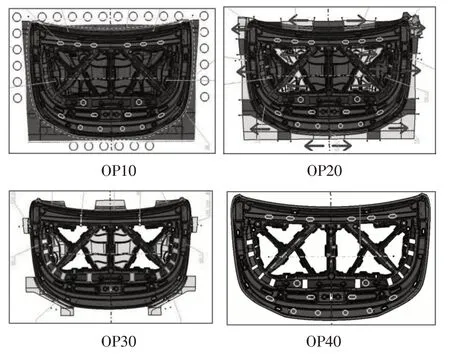
图2 详细工艺方案排布图
基于品质需求,后工序内容基本一致。本文重点论述拉伸工序工艺方案对降本的影响。
机盖内板拉伸工艺方案有3种:
(1)方案1:闭口拉伸方案。
按照以往生产经验,机盖外板常采用常规闭口拉伸工艺方案。3D工艺模面,如图3所示,影响成本关键点(即影响材料利用率关键点)为圆圈处所示位置。详细截面图如图4所示。
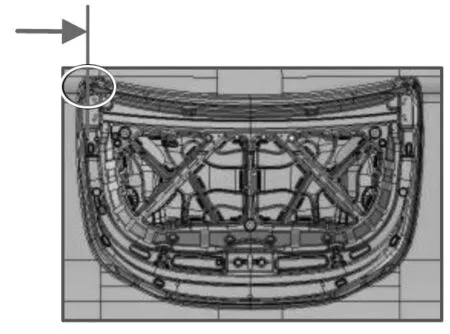
图3 闭口拉伸工艺模面
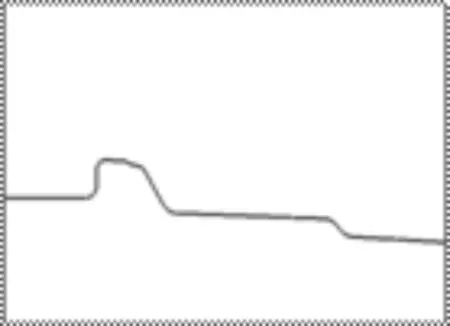
图4 闭口拉伸关键点截面
(2)方案2:开口拉伸方案。
为提升材料利用率,降低生产成本,控制影响材料利用率关键点的材料尺寸,基于闭口拉伸工艺方案基础进行工艺模面优化,调整边界工艺补充,得出开口工艺模面如图5所示,详细截面如图6所示。
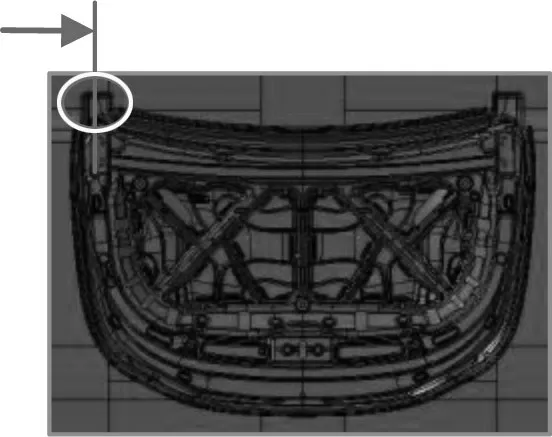
图5 开口拉伸工艺模面
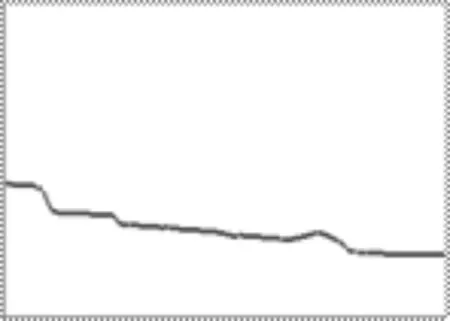
图6 闭口拉伸关键点截面
闭口拉伸及开口拉伸根本区别在于,影响率用率关键节点位置,制件成形是否包围后端工艺补充面。
(3)方案3:浮动压板拉伸方案。
与常规工艺思路不同,为最大化的优化关键点材料流动,保证制件成形性。影响材料关键点区域增加上压板,采用氮气缸做压力源,减小坯料尺寸,加大进料阻力,控制材料流动,从而降低材料成本。工艺面如图7所示,截面如图8所示。
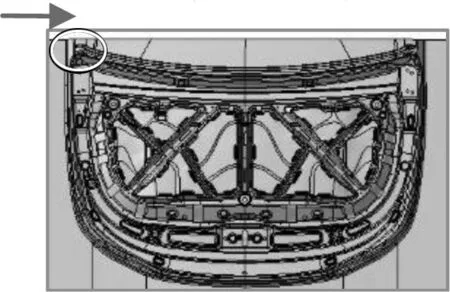
图7 浮动压板拉伸工艺模面
图8 浮动压板拉伸关键点截面
3 模型搭建
依据上述方案分析,分别搭建机盖内板3种不同拉伸工艺方案,导入Autoform软件,创建CAE分析模型,工具体分别如图9、图10及图11所示。
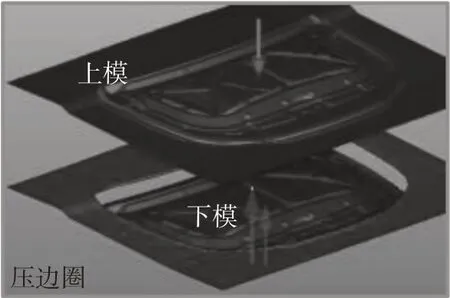
图9 闭口仿真工艺模型

图10 开闭口仿真工艺模型
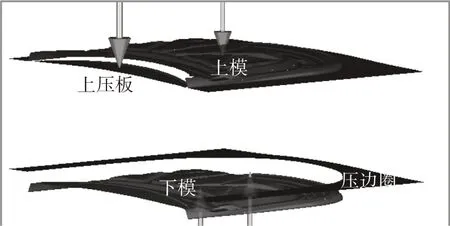
图11 浮动压板拉伸仿真工艺模型
为保证统一基准比较,分析材料统一采用GC270F钢板[4],制件重6.18kg,详细材料曲线如图12所示。
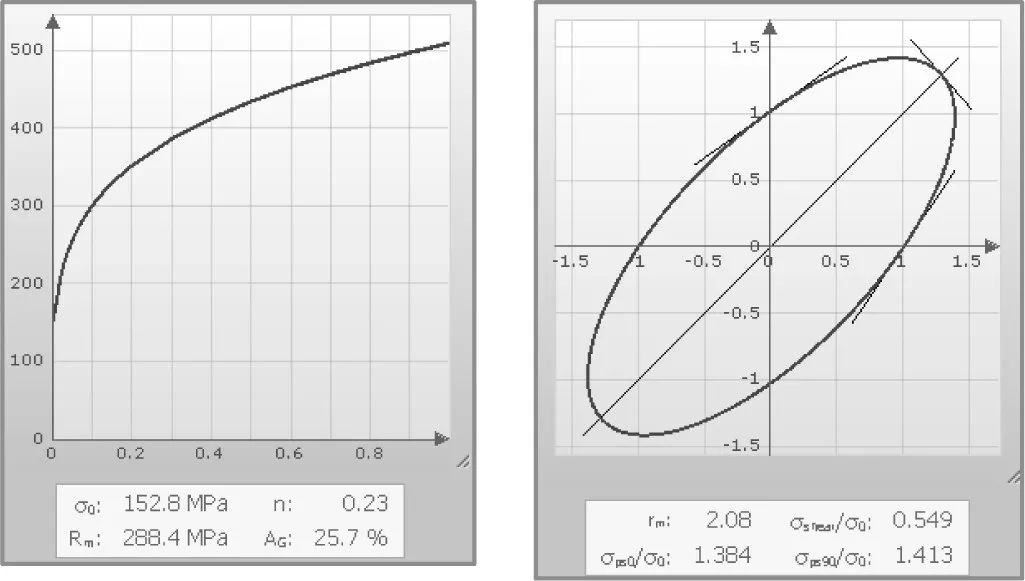
图12 GC270材料曲线图
网格划分及详细参数设置如图13所示。
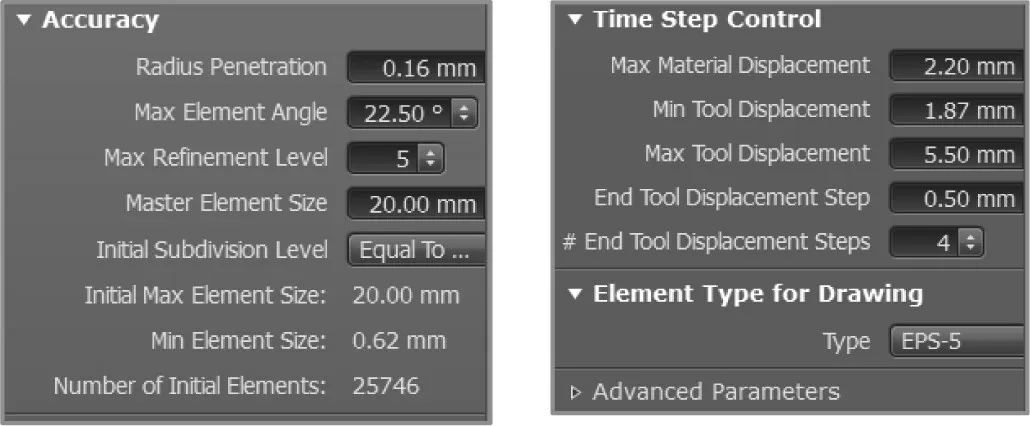
图13 Autoform网格参数设置图
完成模型创建及网格划分设置后,提交计算,完成仿真分析。
方案1采用梯形料,双筋。坯料尺寸为:1,780×1,185mm;材料利用率约为:59.5%。成形后,前端几乎不进料,后端关键点位置进料约35mm,左右侧最大进料约10mm,整体拉伸较为充分,坯料及成形云图如图14所示。
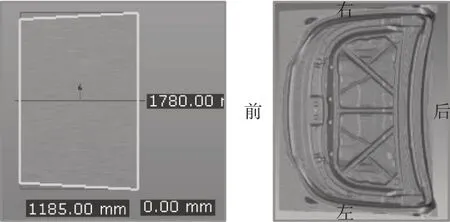
图14 方案1坯料及成形FLD图
方案2采用梯形料,双筋。坯料尺寸为:1,780×1,140mm;材料利用率约为:61.9%
成形后前端几乎不进料,后端关键点位置进料约20mm,左右侧最大进料约17mm,局部制件区域拉伸不充分,有增厚及尺寸精度不良趋势。坯料及成形云图如图15所示。
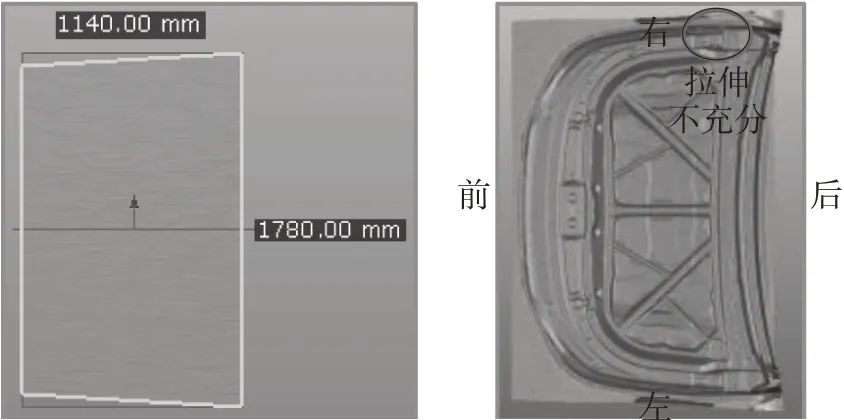
图15 方案1坯料及成形FLD图
方案3采用方料,单筋。坯料尺寸为:1,710×1,130mm;材料利用率为:62.6%。
成形后前端几乎不进料,后端关键点位置进料约7mm,左右侧最大进料约19mm。整体拉伸较为充分,拉伸状态与方案1基本一致,坯料及成形云图如图16所示。
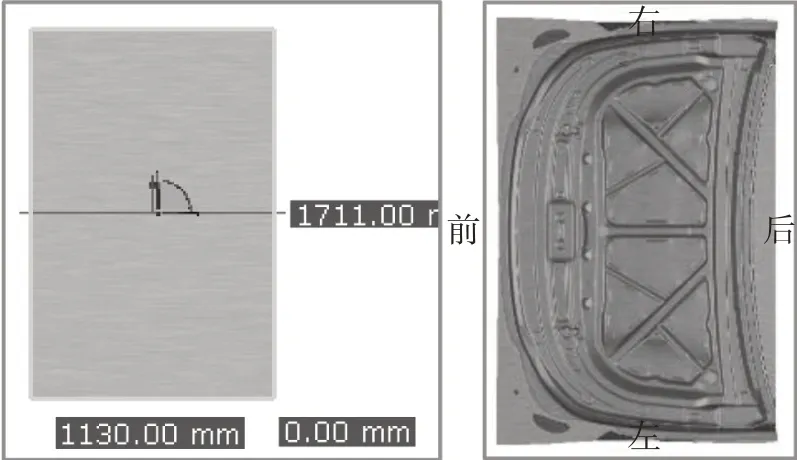
图16 方案1坯料及成形FLD图
4 浮压结构及实物验证
从工艺及CAE仿真综合看,方案3浮动压板工艺,成形性及材料利用率是最优解。
4.1 模具结构
当前浮动压板工艺应用较少,生产稳定性需进一步验证。基于稳定性需求,开发模具进行生产验证。
方案3比方案1和方案2需多增加上模40t氮气缸压力源,以最大氮气缸10t每个计算,需增加4个氮气缸。模具结构如图17所示。
4.2 冲压调试
以CAE仿真工艺生产参数为参考,设定压机基准压力140t参数进行调试取件。因左右端筋条阻力过小,材料流入与CAE分析有约10mm左右偏差。前后端关键区进料与CAE分析基本一致,后端中部流料多。最终板料尺寸为1,730×1,130mm,实际率用率为61.9%。
压边力上浮10%,即155T冲压取件,制件成形性较稳定,无开裂起皱。
取件状态如图18所示。
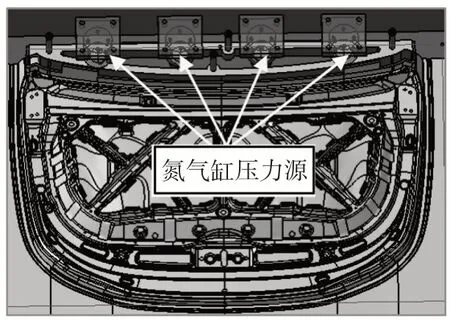
图17 浮动压板拉伸模结构
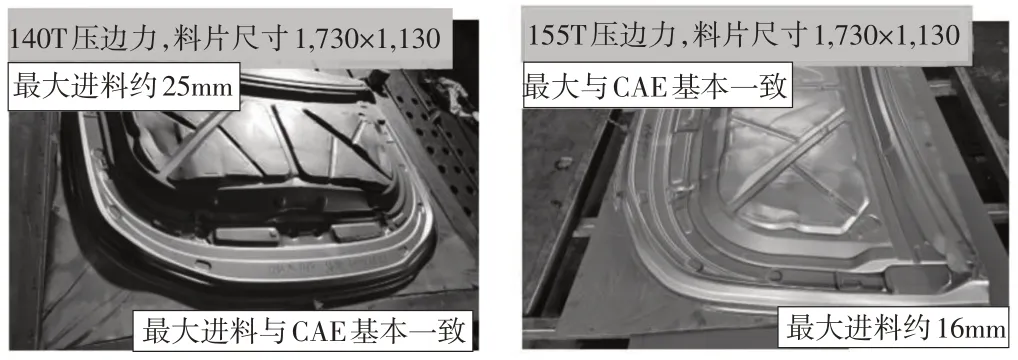
图18 现场调试制件图
4.3 品质检测
为了进一步验证制件尺寸精度,冲孔切边完成后,制件贴模进行自由状态下蓝光扫描,并输出扫描结果与数模对比回弹偏差云图。如图19、图20所示。
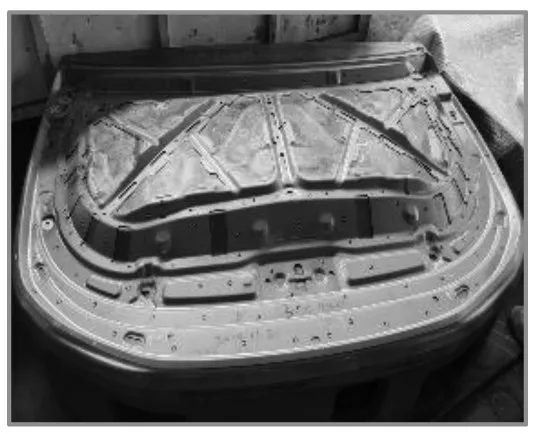
图19 实物贴模扫描图
从图20可以看出,关键区域及制件内部大面回弹基准在±0.5mm之内。左右侧最大回弹约2mm左右,后端中间位置最大回弹约2mm左右。与常规方案首次取样状态基本一致,后续通过型面研磨,增加筋条阻力调试,及局部型面补偿可以较好的解决该问题点,制件生产稳定性较好。
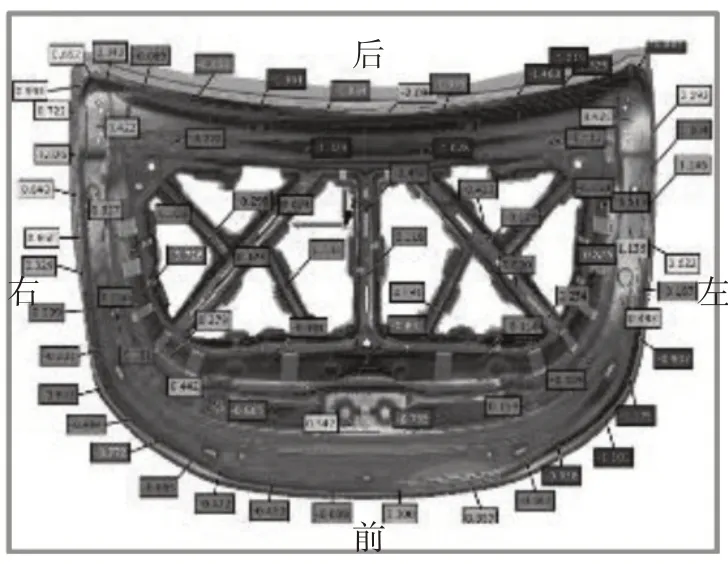
图20 制件蓝光扫描云图
5 结论
本文通过对比分析某车型机盖内板几种不同工艺方案,结合CAE仿真及生产验证得出结论如下:
(1)浮动压板工艺方案有效提升材料率用率,降低每车生产成本约3.6元。
在保证制件成形性及品质的情况下,采用浮动压板工艺,比常规工艺方案材料率用率提升约3%,成本每车节约约3.8元。
采用该工艺增加4个氮气缸制件及维修总费用约8万,40万产能计算每车成本增加约0.2元。
(2)仿真分析板料尺寸与实际生产有一定偏差。
因首轮调试,板料流入与实际仿真分析有偏差,导致坯料尺寸与实际分析有一定偏差,但在可调试的范围内,通过后期调试可解决该问题。
猜你喜欢
科学技术与工程(2022年25期)2022-10-12
云南冶金(2022年2期)2022-07-26
模具制造(2022年5期)2022-06-27
轴承(2022年5期)2022-06-08
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
模具制造(2021年6期)2021-08-06
作文周刊·小学一年级版(2019年12期)2019-04-28
文化交流(2019年3期)2019-03-18
小学生导刊(高年级)(2016年12期)2016-12-07