板厚对T2紫铜板U形弯曲回弹的影响*
2021-06-07 01:45李兰云胥聪敏
模具制造 2021年4期
李 光,刘 静,李兰云,胥聪敏,董 会
(西安石油大学材料科学与工程学院,陕西西安 710065)
1 引言
弯曲是一种典型的板料冲压变形方式,是目前世界上使用最广泛的、技术最成熟的成形方法之一,在航空航天、汽车和压力容器工业中,很多结构件都是以梁、板材、管材和型材为毛坯,通过弯曲成形而获得的[1]。材料在塑性弯曲过程中伴随有弹性变形,当弯曲工件所受外力卸载后,塑性变形保留下来,弹性变形恢复,结果是弯曲件的弯曲角、弯曲半径与模具尺寸不一致,这种现象称为弯曲回弹。弯曲回弹与普通回弹不同,由于板料在加载过程中产生弯曲变形,其内层和外层的应力与应变相反,导致卸载时内外层的回弹方向相反,使弯曲件的回弹量增加[2]。弯曲回弹是影响弯曲工艺质量的最常见因素之一,回弹控制也是弯曲工艺中的技术难点之一[3]。U形弯曲是一种常见的弯曲形式,借助U形弯曲模可以将板料弯成U形,U形弯曲模如图1所示,板料因为回弹导致卸载后的形状偏离U形,即产生弯曲角回弹量。
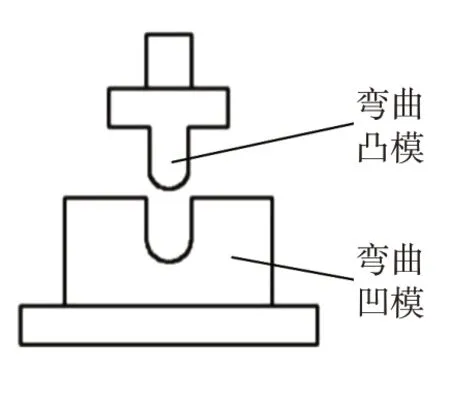
图1 U形弯曲模示意图
2 试验材料与方法
2.1 试验材料
试验用弯曲凸模和凹模之间的间隙为2mm,为了保证试样在弯曲模内发生纯弯曲变形,在板厚0.15~2.0mm的范围内选择7种厚度的T2紫铜弯曲试样,试样长75mm,宽35mm,厚度分别为0.15mm、0.20mm、0.40mm、0.60mm、1.0mm、1.5mm、2.0mm。其化学成分如表1所示。试验设备为装有U型弯曲模的YL41-40T型单臂液压机,其中弯曲凸模安装在压头上,弯曲凹模固定在工作台上。

表1 T2紫铜的化学成分 %
2.2 试验方案
将7个试样依次放在U型弯曲模上弯曲,操纵液压机使压头下降,弯曲凸模接触试样后弯曲变形开始,当凸模将试样完全压入凹模内因阻力停止下降时弯曲结束,操纵液压机使压头回程,取出弯曲试样。
3 试验结果及分析
使用角度尺测量7个试样的弯曲角回弹量,根据测量值绘制出回弹量的变化趋势如图2所示。

图2 弯曲角回弹量的变化趋势
从图2可以看出,随着板厚的增加,T2紫铜弯曲试样的弯曲角回弹量逐渐减小,为了精确地描述弯曲角回弹量与板厚之间的关系,可以用数学方法求出两者之间的函数关系式,常用的两种方法分别是最小二乘法拟合与拉格朗日插值。首先采用最小二乘法拟合,拟合之前需要给出拟合多项式的次数,经尝试当拟合多项式的次数为4时得到计算精度最高的拟合多项式,即:

然后采用拉格朗日插值寻找板厚与弯曲角回弹量之间的关系是一个6次多项式,即:

式中 t——板厚,mm
α——弯曲角回弹量,°
为了评价两种方法的计算精度,首先用长和宽仍为75×35mm但板厚不同的3块T2紫铜板进行弯曲试验并测量弯曲角回弹量,然后分别用最小二乘法拟合与拉格朗日插值计算3块紫铜板的弯曲角回弹量,弯曲角回弹量的测量值与计算值如表2所示。接着分别计算两种方法的计算值与测量值之间的均方根误差,经过计算,最小二乘法拟合计算值的均方根误差为4.1681,拉格朗日插值计算值的均方根误差为5.4775,大于最小二乘法拟合计算值的均方根误差。

表2 弯曲角回弹量的测量值与计算值
经过以上分析,确定最小二乘法的拟合多项式为弯曲角回弹量与板厚之间的函数关系式。应用该公式可以很方便地预测某一板厚对应的弯曲角回弹量,对于分析T2紫铜板U型弯曲件的回弹量以及合理地制定弯曲工艺具有一定的指导意义。
4 结论
(1)在板厚0.15~2.0mm的范围内,随着板厚增加T2紫铜弯曲试样的弯曲角回弹量逐渐减小。
(2)采用最小二乘法拟合与拉格朗日插值均可获得板厚与弯曲角回弹量之间的函数关系式。
(3)最小二乘法拟合公式的计算值具有更小的均方根误差,可以用来预测T2紫铜板的弯曲角回弹量,对于分析T2紫铜板的弯曲变形以及制定合理的弯曲工艺具有一定的指导作用。
猜你喜欢
模具工业(2022年8期)2022-08-24
模具制造(2022年1期)2022-02-23
科学技术创新(2021年5期)2021-03-17
装备维修技术(2020年9期)2020-11-20
锻造与冲压(2020年8期)2020-04-20
杂文选刊(2019年12期)2019-12-06
意林·少年版(2018年22期)2018-12-05
西部论丛(2018年11期)2018-10-19
新青年(2018年8期)2018-08-18
幸福·婚姻版(2018年12期)2018-02-22