
基于PLC的薄膜自动包装机的优化设计
2021-06-15 03:19张耀文吴雅思
科技创新导报 2021年1期
关键词:优化设计
张耀文 吴雅思
摘 要:目前市场上自动包装机主要应用于规则形状物品的包装,对于特殊形状物品的包装没有通用的设备,需要定制且不成熟。以小型日化用品行业为例,目前塑料软装日化用品的薄膜包装套袋设备仍不成熟,存在效率低下,故障率高等问题。本文介绍的薄膜自动包装机通过采用三菱Q系列Q01UCPU主控制器与QD75P4定位模块、人机界面系统等,对目前市场上的包装机设备进行了优化改进,采取双工工作模式,能实现对产品的精准定位、夹取、传送和套袋等,套装速度更快、稳定性更高。优化后的人机界面系统,更加灵活、高效。可实现参数设定、模式切换、运行监控和故障报警提示等功能。特别增加了手动模式界面,使得操作人员可单步操作每一个功能,更能充分了解每一道工序。
关键词:自动包装机 PLC 人机界面系统 优化设计
中图分类号:TP273 文献标识码:A 文章编号:1674-098X(2021)01(a)-0027-04
Abstract: At present, the automatic packaging machine is mainly used in the packaging of regular shaped articles. There is no general equipment for the packaging of special shape goods, which needs to be customized and immature. Taking the small-scale daily chemical products industry as an example, the film packaging bagging equipment of plastic soft packaging daily chemical products is still immature, with low efficiency and high failure rate. The automatic film packaging machine introduced in this paper adopts Mitsubishi q series q01ucpu main controller, qd75p4 positioning module and man-machine interface system to optimize and improve the packaging machine equipment on the market at present. Adopting duplex working mode, it can realize the precise positioning, clamping, transmission and bagging of products, and the packaging speed is faster and the stability is higher. The optimized man-machine interface system is more flexible and efficient. It can realize the functions of parameter setting, mode switching, operation monitoring and fault alarm. The manual mode interface is specially added, so that the operator can operate each function step by step, and can fully understand each process.
Key Words: Automatic packaging machine; PLC; Man machine interface system; Optimal design
1 自动包装机市场分析
随着工业4.0时代的到来,许多企业引进了自动化生产线,通过自动化生产线生产不仅提高产品生产率,缩短生产周期,提高产品质量,改善劳动条件,更直接提高企业的经济效益。
目前市场上自动包装机主要应用于规则形状物品的包装,对于特殊形状的物品的包装则没有成熟的通用包装设备,需要单独定制。以小型的日化用品行业为例,目前塑料软装化妆品的薄膜包装套袋设备仍不成熟,存在效率低下,故障率高等问题,具体包括如下方面。
1.1 定位偏差、无法精准抓取
如果产品在输送带上放置不规范、没有在恰当的放置点,通过传送带被输送到包装机的抓取区域后,会产生位置的偏移,即产品会出现在包装机机械手的抓取点之外,出现抓取不到或者抓滑的情况。
1.2 觸摸屏人机界面系统功能单一
触摸屏系统设计的功能极少,只有简单的启动、停止、复位的主画面以及各部分的相应画面,在系统出现故障后,由于人 机界面系统和运行设备关联的点过少,无法通过系统直观地排查故障点。
1.3 设备工作效率低下
目前小型日化用品的薄膜自动包装机主要是单工模式。即只有一个包装工位,只有等一个产品套袋包装完成后,才能对下一个产品进行套袋包装,效率低下。
2 薄膜自动包装机的优化方案
2.1 优化薄膜包装机的设备组成
使用三菱Q系列PLC。三菱Q系列PLC采用了模块化的结构形式,可以自由选择输入模块、输出模块、电源类型、CPU类型等,选择Q系列 PLC作为主控制器,保证设备的可行性和高效性。
2.2 改进薄膜包装机的触摸屏系统
触摸屏在整个系统中起到控制、调试、监控等的作用,要将设备上能够关联 的点都尽量与触摸屏进行关联设置,便于之后系统出错或是程序出错时查找问题。
2.3 增加产品抓取定位模块
三菱Q系列PLC自带一款定位模块 QD75P4,且可以组态在Q系列PLC上,使用这个定位模块,可以提高薄膜自动包装机对抓取产品的精准定位,提高抓取的精度和成功率,避免抓不到产品或者抓滑的情况。
3 薄膜自动包装机的优化设计
3.1 优化工作流程
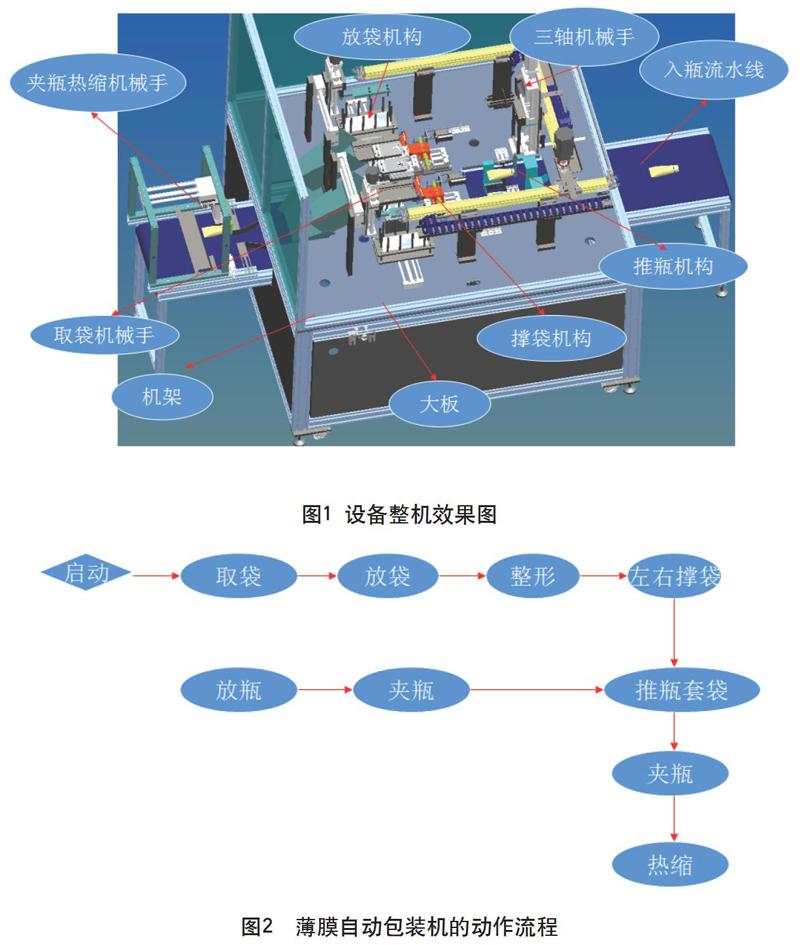
薄膜自动包装机设备的整体效果图,如图1所示。主要由送料皮带线机构、三轴机械手机构、取袋机械手机构、放袋机构、撑袋机构、推瓶机构、夹瓶热缩机械手机构和电气系统等部分构成。设备有机地将PLC、触摸屏、传感器、伺服与步进电机、电磁阀、气缸等部件智能的组合在一起。本改进系统以三菱Q01UCPU作为主控制器,应用光电和光纤等众多传感器采集现场信号,在气动电磁阀的配合下,按照工艺要求,由两个定位模块QD75P4协调驱动器控制信息驱动电机,带动机械手完成对产品的准确定位、夹取、传送和套袋等动作。
优化后的动作流程包含如下几个阶段:送料皮带线机构将灌装好的日化用品输送至指定位置并定位、矫正;三轴机械手机构夹取化妆品等待;取袋机械手机构从放袋机构吸取薄膜至撑袋机构完成左右撑开;推瓶机构推化妆品套入薄膜;夹瓶热缩机械手完成定型(为后续热缩作准备)。
优化后的流程如图2所示,即将取袋机械手取袋、撑开和夹取化妆品同时进行,摒弃了以前先夹取化妆品,等待取袋机械手夹取薄膜直至撑开的过程。且优化后的化妆品套袋工作采取的是双工模式。即有两个包装工位交替工作,一个工位在为化妆品套袋工作时,另外一个工位便开始取袋、撑开并等待下一个待包装的化妆品,大大提高了生产效率。
3.2 优化设备构成
优化采取Q系列PLC主控制器 Q01UCPU,采用了模块化的结构形式,产品的组成与规模灵活可变,根据需要进行灵活搭配。最大输入输出点数达到 4096点,最大程序存储器容量可达252K步。
Q系列 PLC的基本组成包括电源模块、CPU模块、基板、I/O模块等。通过扩展基板与 I/O模块可以增加 I/O点数,通过扩展储存器卡可增加程序储存器容量,通过各种特殊功能模块可提高PLC的性能,扩大PLC的应用范围。
3.2.1 电源
三菱Q61P-A1是三菱Q系列PLC的电源模块。Q61P-A1 输入电压范围:AC100~120V,输出电压:DC5V。
3.2.2 CPU
Q01UCPU模块为独立的CPU模块,内置串行RS-232通讯接口和USB接口,能与使用MC通讯协议的外部设备进行通讯,特殊设计的过程控制模块与高分辨率的模拟量输入/输出模块的配合,可以满足各类过程控制的需要。
3.2.3 输入输出模块
QX42和QX41是Q系列输入模块,是可配用Q系列CPU模块的总线输入模块,DC输入模块的响应时间可改变,且可支持在线更换。QY42P是Q系列输出模块,64点,带短路保护。
3.2.4 定位模块
QD75系列定位模块有1轴,2轴,4轴模块,可用于开集电极系统脉冲输出,每个模块需要单个插槽并占用32个专用I/O通道。本设备使用QD75P4定位模块,能控制4个轴,开集电极脉冲输出。
3.3 增加使用Q75P4定位模块
改进后的设备采用QD75P4定位模块实现三轴机械手联动作业,精准抓取。三轴机械手机构负责完成产品的准确夹取,为推瓶套袋作准备。该部分主要由伺服电机(配驱动)、步进电机(配驱动)、同步带线性模组、感应开关和机械手夹具等组成。运行时,由QD75P4定位模块向驱动器发出控制命令(包括定位速度、取料和放料位置),接着Y轴伺服电机和X轴的步进电机负责各自的同步带线性模组传动运行,Z轴机械手对产品准确夹取,感应开关对位置点进行精确感知,实时调整直线位移,预防误动作。
3.4 人机界面系统的优化设计
触摸屏又叫操作终端,是目前工业控制领域用得较多的一种人机交互设备。使用触摸屏,除了给操作人员带来方便外还可以使机器配线简单化,同时也能减少PLC控制所需的I/O点数,降低成本。
改进后的薄膜自动包装机,其触摸屏可实现参数设定、模式切换、运行监控和故障报警提示等功能,可在不同功能的画面间相互切换,了解生产过程,同时,特别增加了手动模式界面,操作人员可单步操作每一个功能,在设备遇到故障或者需要调试时,更加方便工作使用。以下是对其中几个重要功能的介绍。
3.4.1 主界面
打开电源开关后,进入触摸屏人机主画面。可以根据实际情况,选择进入手动模式、自动模式、参数设定、报警画面、I/O监控和备用6项功能界面之一。
3.4.2 參数设定界面
选择“参数设定”按键,可以进行工位1和工位2的作业相关参数的设定。这里包括X轴位置、Y轴位置、Z轴位置、取料位置、放料位置、定位速度和JOG速度等多项参数,其中“位置”类参数在调试过程中需要设定正确,才能保证机械手对产品的精准抓取。参数“定位速度”指定自动模式运行速度;参数“JOG速度”指定手动模式运行速度。
3.4.3 手动模式界面
工位1手动操作界面,可以单步实现功能操作,便于运行前的调试和故障纠正。手动操作过程如下:
1.修正前进→2.X轴取料位→3.Y轴取料位→4.Z轴取料位→5.夹紧进位→6.修正原位→7.Z轴原位→ 8.X轴放料位→9.吸袋步进取料位→10.真空嘴1→11.真空嘴2→12.吸袋气缸原位→13.放袋气缸1进位→14.吸袋步进放料位→15.真空嘴3→16.真空嘴4→17.吸袋步进放带位→18.插入气缸1进位→19.真空嘴1→20.真空嘴2→21.真空嘴3→22.真空嘴4→23.插入步进前进1→ 24.吸袋气缸原位→25.放袋气缸1原位→26.回转气缸1进位→27.Y轴位置二→28.插入气缸2原位→29.插入后退1→30.1#气缸前进→31.插入步进前进2→32.Y轴位置三→ 33.夹紧原位→34.推瓶进位→35.Y轴原位。
3.4.4 自动模式界面
进入自动模式界面后,操作挡位按键,在手动挡位下进行原点复位操作,待原点位置指示灯点亮后,切换到自动挡位,这是可以进行单工位或双工位运行作业。同时显示生产计数和生产节拍等情况。如果在运行中出现异常情况,异常报警灯会闪烁报警,并显示报警情况说明。
3.4.5 报警界面
当作业出现异常报警后,设备停止工作,可以选择“报警画面”按键,查看报警详细情况。操作人员根据具体情况,快速方便地处理报警状况。处理完毕后,可通过“异常复位”按键,继续下面的工序,无须进行原点复位操作。
4 结语
经过试验,优化后的薄膜自动包装机通过参数设定画面,可以设定机械手的位置信息,让抓取更加准确,抓取产品的成功率几乎达到了 100%,出現抓歪、抓不到的情况非常少。在系统出现故障时,通过报警画面可以很直观地排查系统的故障点,并通过手动模式可以单独调整各个模块的状态。Q01UCPUPLC作为主控制器,让整个系统更加稳定,系统报错的概率大大降低。预置多工位设计空间,可实现双工位交替作业,大大提高了生产效率。改造后的薄膜自动包装机具有很强的创新性和推广性,能成熟地应用于中高档类日化类用品的薄膜包装,增强商品的美感和档次,增强商品的竞争力。
参考文献
[1] 王帅,李长雨.纸箱自动包装机PLC控制系统设计研究[J].中国设备工程,2020(10):126-128.
[2] 郝志伟,刘思聪,程亚亚,等.新型硬币分拣包装机的设计[J].科技创新导报,2016(22):68-70.
[3] 徐海飞.高速小袋包装机控制系统及关键技术研究与设计[D].天津:天津科技大学,2016.
[4] 詹荣煌.基于FCS的热收缩自动包装生产线控制系统研发[D].福州:福州大学,2017.
[5] 卢宏,都学飞,林伟明,等.自动化台式硬币包装机的设计创新与研制择析[J].科技创新与应用,2016(33):48-49.
[6] 李彦洲.基于PLC全自动药品包装机系统设计[J].科技资讯,2016,14(20):63-64.
