
铸轧法生产铝箔产品产生白色条纹的原因分析和解决方法
2021-06-28 06:13陈峰
中国金属通报 2021年8期
陈 峰
(洛阳龙鼎铝业有限责任公司,河南 洛阳 471300)
1 研究背景
随着经济社会的发展,2019年中国铝箔的消费量达到了278万吨,同比增长3.6%,2009~2019年中国铝箔年均消费增幅为8.9%,随着禁塑令在各省的全面推开,未来国人对铝箔的使用量还会持续增加。同时随着国内铝箔生产企业技术的提高,市场对铝箔质量的要求也是逐年提高,尤其是由铸轧料生产的双零箔,目前已经实现0.0045mm厚度的量产,铸轧料生产双零箔在厚度和针孔方面明显优于热轧料,但在表面质量方面,铸轧料表面则不如热轧料表面均匀,会出现白色条纹缺陷,行业熟称“白条”。本文以1235A合金为例,通过对其生产过程中产生的白色条纹缺陷进行深入研究和分析,减少1235A合金铝箔产品白色条纹缺陷,提高铝箔产品质量。
2 缺陷研究
我公司生产的1235A合金的主要成份为铁含量0.4%~0.5%,硅含量0.1%~0.2%,铜含量0.01%~0.05%,钛含量≤0.05%,见表1。

表1 1235A合金成份
铸轧料生产铝箔产品所产生的白色条纹缺陷,一般在铝箔卷材上分为两种情况,一种是间断性出现宽度约1mm~3mm,通常出现在比较薄的产品上;另一种是整卷同一位置出现宽度约5mm以上,一般为整卷性的,出现卷数≥1卷。通过对白色条纹缺陷轻微进行酸侵蚀发现,整卷性白色条纹缺陷的低倍组织出现异常但不明显,缺陷区域纤维状组织略大略长,更像是组织有轻微异常所致。而间断性白色条纹缺陷的样片酸侵蚀后却查不出任何异常,通过对间断性白色条纹缺陷进行EDS微观元素分析,发现白色条纹缺陷里出现密集点状物质,对其元素特性进行分析发现Ti元素比较富集,见图1。
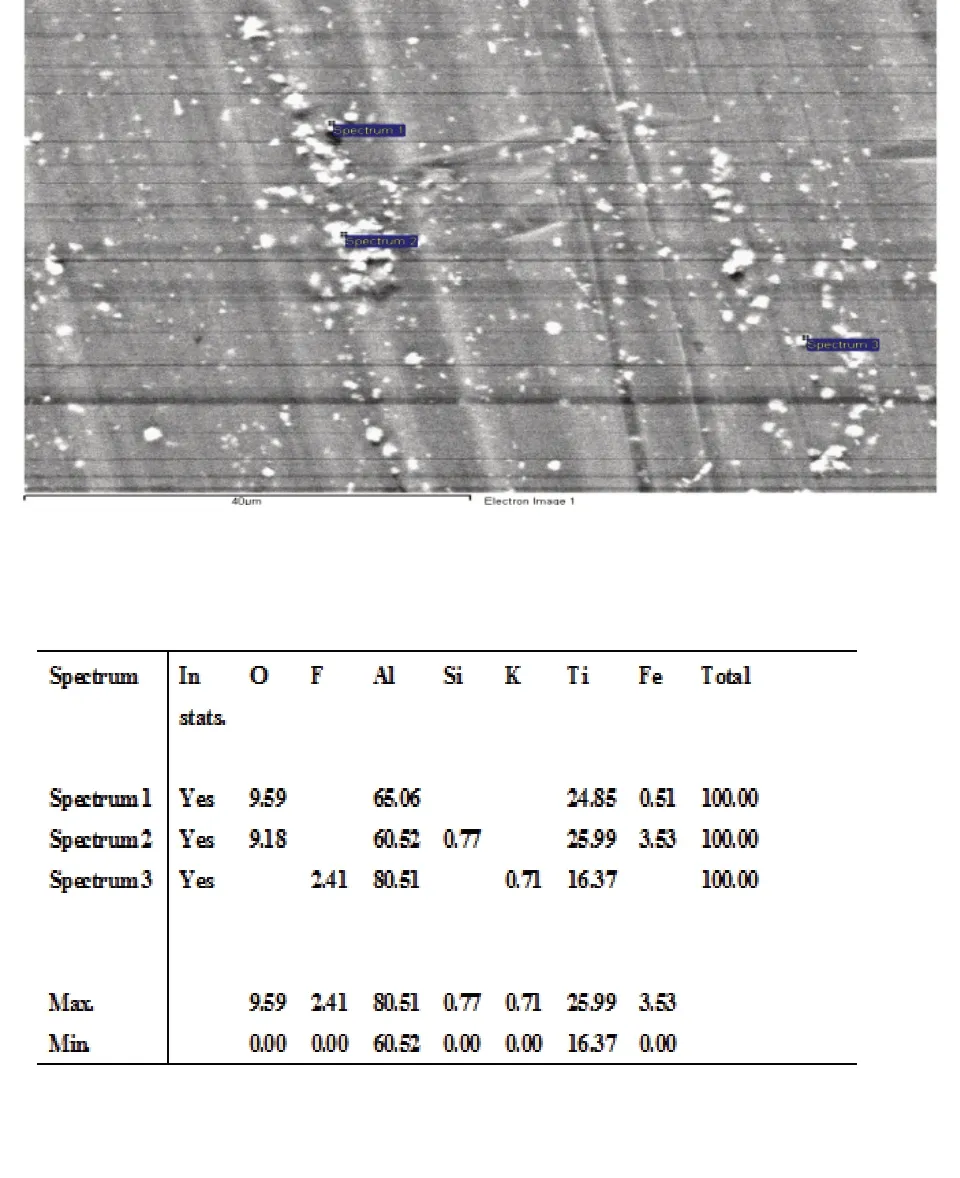
图1 白色条纹EDS分析
通过EDS分析发现,白色条纹缺陷处的密集点状物的钛元素含量高达25.99%,钛元素富集明显。
3 产生因素分析
对两类白色条纹缺陷进行分析发现,两类缺陷产生的机理是明显不同的。
对批量性的白色条纹缺陷卷材进行分析发现,在冷轧、箔轧均无规律可循,但其缺陷卷在铸轧工序却规律性很强,均来自同一铸轧机且来自于同一副铸嘴的一批料。通过对铸嘴内腔留存图片进行观察发现,铸嘴内腔前沿出现小气孔,见图2,气孔的位置和白色条纹缺陷的位置相一致。
通过查看留存的铸轧卷材样板并未明显发现表面低倍组织异常,因此此缺陷不易在铸轧工序发现。之后通过对铸轧工序立板操作进行调整,减少这类气孔后发现整卷性白色条纹缺陷的数量大大减少。
对于间断性白色条纹缺陷进行机理分析,认为主要是生产过程中钛元素富集所致,钛元素主要来自于铸轧工序的铝钛硼丝,间断性的出现说明钛元素的富集不是一直存在的,而是偶发性的富集,所出现的位置不是固定的,与铸轧工序生产时的液位、温度波动以及铝钛硼丝的吸收率有关系。

图2 铸嘴前沿气孔图
4 措施改进
针对整卷固定位置出现的白色条纹,通过内部分析和讨论,从3个方面制定了控制措施。
(1)规范铸轧工序立板时的放流温度,将放流温度控制在20℃范围以内,避免因放流温度差过大造成部分铸轧机立板时在铸嘴前沿产生气孔缺陷。
(2)每次停机后加强对过滤箱之后的溜槽清理,将残留在溜槽底部和侧面的铝渣彻底清理干净。下次立板则可有效的减少放流时因残余铝渣造成铸嘴前沿结渣或形成渣孔。
(3)提高铸嘴烘烤温度100℃,通过提高铸嘴的烘烤温度,减少立板时因为铸嘴内部结晶水在高温铝液冲击下形成的水气,从而避免在铸嘴前沿形成气孔缺陷。
通过上述3条措施,铝箔工序整卷性白色条纹缺陷明显减少,从铝箔厂以往每月投诉一两批次到目前整月不再投诉,改进效果明显。
针对间断性白色条纹缺陷进行内部分析和讨论,均认为与钛元素的沉积是有直接关系的,整个生产环节中只有加入铝钛硼丝后才会带入钛元素,而铝钛硼丝的均匀熔解则是控制白色条纹缺陷的关键,经过分析后制定了以下4点措施。
(1)提高熔炼工序保温炉的铝液控制温度10℃~20℃,使保温炉铝液经过流槽流至铝钛硼丝加入点的温度达到705℃以上,避免因铝液温度偏低造成铝钛硼丝熔解不均匀。
(2)改变铝钛硼丝加入方式,从顺着铝液流向加入改为逆着铝液流向加入,以增加铝钛硼丝的熔化吸收,减少钛元素的沉积,见下图。
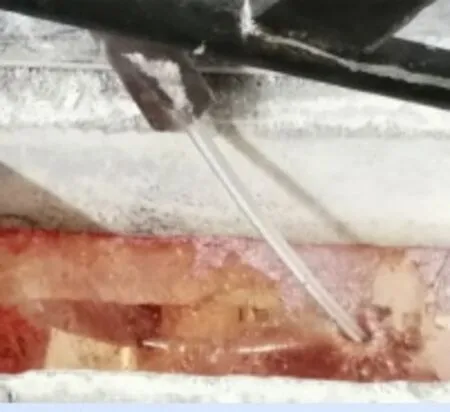
图3 改进后的钛丝加入方式
(3)增加除气箱转子的长度,以减少转子叶轮到箱体底部的距离,正常生产时持续搅起底部铝钛硼丝沉淀,使铝钛硼丝沉淀物随着铝液流动均匀进入铝液内部,避免了铝钛硼丝吸收不均匀的现象。
(4)提高前箱温度5℃,通过提高前箱温度来规避以前因前箱温度处于下限时的钛物质析出从而产生白色条纹的概率,更好的促进铝钛硼丝的吸收。
通过上述4条措施的执行,后续生产铝箔产品时,铝箔产品的间断性白色条纹的缺陷大幅减少,产品质量明显提高。
5 结论
通过对铸轧法铝箔产品的白色条纹进行研究发现:铝箔产品的白色条纹主要产生环节在铸轧工序,而铸轧生产时的立板质量和铝钛硼丝的吸收又是控制铝箔产品白色条纹的重点环节,通过对铸轧立板环节的工艺参数和操作进行梳理、同时围绕铝钛硼丝的吸收情况进行工艺调整是可以有效的控制铝箔产品白色条纹的产生,从而有效的提高铝箔产品的质量。
猜你喜欢
铝加工(2022年4期)2022-11-24
铝加工(2022年4期)2022-11-24
世界有色金属(2021年16期)2021-12-23
装备维修技术(2022年3期)2021-12-06
铝加工(2020年6期)2020-12-20
小福尔摩斯(2019年2期)2019-09-10
都市丽人(2017年4期)2017-04-12
Coco薇(2016年3期)2016-04-06
少儿科学周刊·少年版(2015年9期)2015-11-03
娃娃画报(2014年9期)2014-10-15
