
烧结钕铁硼磁体用速凝带厚度模拟分析
2021-06-28 06:13李岩峰郝志平黄书林李庆楠李家节
中国金属通报 2021年8期
李岩峰,郝志平,黄书林,张 波,李庆楠,李家节
(1.生一伦磁业有限公司,内蒙古 呼和浩特 010110;2.江西理工大学稀土学院,江西 赣州 341000;3.北京麦戈龙科技有限公司,北京 101300)
自从NdFeB问世以来,被广泛的应用于航天、通讯、机电、仪器仪表、冶金、化工、量子工业等诸多领域,已成为现代科技社会中必不可少的工业材料[1]。尤其在“节能、环保”大背景下,风力发电、新能源汽车以及节能家电等行业迅猛发展,随着永磁电机的逐步普及,高性能的NdFeB材料需求量将不断上升。传统浇铸工艺中,由于冷却效率不高,致使大量的α-Fe析出,柱状晶在非冷却面分布不均匀,偏析现象比较严重,严重影响磁体的磁积能。直到1995年Yamamoto等开发了速凝工艺,这种工艺最早由日本的三德金属与住友金属采用并获得专利权。速凝工艺的特点在于有效地消除α-Fe,富钕相分布均匀并使晶粒得到细化,容易得到高剩磁及高矫顽力的产品。
速凝工艺的出现,极大地改善了NdFeB合金的组织结构,为高性能磁体的制备技术指引了新的方向。工艺过程中速凝带厚度分布的均匀性是十分重要的,所以在浇铸过程中以恒流量浇铸兼调节铜辊的线速度将直接影响速凝带的厚度和微观结构,而厚度不同,将导致冷却速度不同,冷却速度直接影响着是否出现α-Fe[2]。严宏志[3]等对恒流量过程进行了研究,应用MATLAB软件,获得了恒定流量浇铸的液压缸位移、速度曲线。闫鸣[4]等利用SolidWorks软件设计了倾转角速度控制定量连续浇铸机,根据小截面恒流量要求,对液压缸和炉体转轴位置、控制系统进行了改良。
基于以上分析,本文以恒流量浇铸过程为基础,通过建立坩埚倾倒动态模型,计算合金液瞬时浇铸速度模拟出速凝带厚度,并与真实数据做了比较分析。
1 模型的建立
采用FMI-II-600-R-C型真空感应熔炼速凝炉坩埚为基础,建立动态模型。假设合金液重心可忽略。主要思路如下:计算出坩埚内剩余合金液体积随坩埚倾角的表达式,推导出瞬时速度,进而求出速凝带厚度。
坩埚倾倒浇铸恒流量控制原理,是通过控制坩埚的倾角,维持流出坩埚的合金液V基本恒定,及获取炉内剩余体积。FMIII-600-R-C型真空感应熔炼速凝炉坩埚为圆柱形,设H为坩埚内衬高度,r为炉体内衬半径,ρ为合金液密度,熔炼NdFeB合金质量500 kg。
已知内衬高度H=70 cm,内衬半径r=20 cm,ρ=7.0 g/cm3。
得到坩埚最大容积:π×202×70=87964.59 cm3。
熔炼500 kg时所对应体积:500000/7.0≈71428.57 cm3。
由于合金液面与坩埚出水口之间有一段距离H',因而当坩埚倾角在0~θ1此范围内没有合金液流出,见图1(a);当坩埚倾角在θ1~θ2为第1阶段;当坩埚倾角在θ2~π/2为第2阶段,见图1(b)。红线是液面。根据坩埚尺寸很容易求出:θ1=arctan(H'/r)≈33.34°;θ2=arctan(H/2r)=60.26°。所以在露底之前θ角度变化是(33.34°~60.26°)。

图1 坩埚倾倒过程示意图
第1阶段(θ1≤θ<θ2),坩埚内剩余合金液的体积表达式为:

随着浇铸的进行,坩埚底面露出之前用(1)式表达合金液的体积。
第2阶段(θ2≤θ<π/2),首先要计算出坩埚内流出的NdFeB合金液的体积,这里的坩埚底面是变化的。以单位时间浇铸量为单位,把坩埚离散成若干份,使每一份的体积都等于单位时间流出的合金液体积,然后保证单位时间内流出体积不变,计算出倾角的增量。
坩埚底面截面面积:S=πr2×(β/360)-1/2×r2×sinβ。
浇铸过程中坩埚内的熔液体积:

式中h=H/tanθ。

图2 坩埚内合金液体积和流量与倾倒角度的关系
如图2所示,坩埚倾倒过程中,从熔液体积变化来看,体积变化是非线性的。随着倾角θ的增大,流量先增大后减小,倾角从60.26°时开始露出坩埚底面,露出坩埚底面之后出现最大值。整个过程中,浇铸完成时坩埚倾角下降的最快。

表1 计算过程中用到的参数
表1 中,前面三项都是测量值,后面两项是经验值,因而可得到熔液单位时间流量:

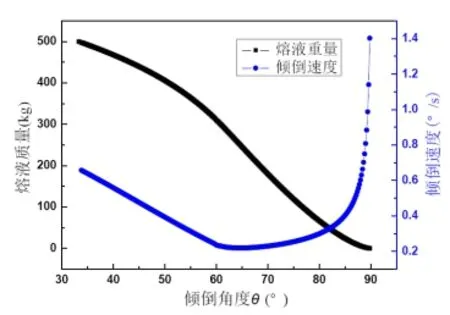
图3 坩埚内合金液质量和倾倒速度与倾倒角度的关系
图3 中熔液质量与图2中熔液体积趋势是相同的,因为它们只是一个密度上的差别。倾倒速度曲线随着倾倒角度增大呈现先减小后增大的趋势,其中60.26°是最低点。这说明,要实现恒流量浇铸,坩埚倾倒角度是非线性变化的。
2 速凝带厚度的模拟
我们假设速凝带平均厚度为0.3 mm,根据(3)式结果,得出浇铸时间。

模拟速凝带厚度:d=0.3 mm×1.17 kg/s /瞬时速度(kg/s)。
在这里,瞬时速度表示浇铸过程中每一刻的速度,是一个平均值。
熔液质量、瞬时速度和速凝带厚度,这些在浇铸过程中变化的变量,对这三个参数进行模拟,模拟结果,示于图4。

图4 浇铸质量、瞬时速度和速凝带厚度与浇铸时间的关系
从图4(a)可以看出,浇铸质量随着浇铸的进行大体上呈线性减小的趋势,绿线是直线,说明这个过程是恒流量浇铸。(b)和(c)是根据(a)所得到的一一对应的数值。模拟的速凝带厚度范围在0.29mm~0.31 mm之间。
3 结论
在浇铸过程中,速凝带厚度和均匀性对最终钕铁硼磁体的性能起到不可忽视的作用。本文在恒流量浇铸的基础上,通过模拟坩埚倾倒动态过程,讨论了坩埚内合金液体积与倾倒速度和倾倒角度的变化关系,计算得到速凝带厚度在0.29mm~0.31 mm之间,有效控制了速凝带的厚度分布,为速凝设备改造与升级提供理论参考,并为生产高均匀性速凝带和高一致性烧结钕铁硼磁体提供技术保障。
猜你喜欢
物理学报(2022年16期)2022-08-28
材料与冶金学报(2022年2期)2022-08-10
现代交通与冶金材料(2022年3期)2022-06-15
科学大众(2021年19期)2021-10-14
粉末冶金技术(2021年3期)2021-07-28
北京汽车(2021年3期)2021-07-17
第二课堂(课外活动版)(2021年1期)2021-05-21
科学大众·小诺贝尔(2021年10期)2021-01-22
物理学报(2019年1期)2019-01-25
炎黄地理(2017年10期)2018-01-31
