基于180装盒机药板推夹装置控制系统设计
2021-07-04 12:44辽宁工业大学机械工程与自动化学院张新彤张德强
河北农机 2021年6期
辽宁工业大学机械工程与自动化学院 张新彤 张德强
1 药板推夹装置的工作原理

图1 推手机构总体布局

图212 个完全一致的推手结构示意图
该装置利用推手主动轮和推手输送链的连续运动,带动固定在推手输送链上的12个外形尺寸完全相同的推手,通过推手在推手轨道的前后运动,将铝塑泡罩机产品输送链上的药板和说明书平稳地推入药盒。推手的运动要在推手导轨上实现,推手辊子在轨道内滑动,带动其上零件做往复运动,完成推药和压紧药板两个过程。
在推手前端推杆部增加一个可调节高度的压药片,避免在推药过程中将药板推散。压药片整个部分同推杆一样固定在一个压药滑块上,滑块与滑轴配合,带动压药片往复运动实现压药动作。由于推药时先对药板进行压紧,再推药,所以要在控制系统中控制压药伺服电机先于推药伺服电机工作。
当产品输送带上有缺板,多板的位置时、设计一个安装在推手架支板上的气缸作为动力源的开闭块机构。通过一个与气缸推杆相连接的曲柄旋转带动曲柄固定轴上的开闭块转动,从而实现推手导轨的闭合,推手辊子不进入推手轨道,推手装置不进行推药工作。
2 控制系统的设计
2.1 药板推夹装置控制要求
在能满足调试、维修、自动运行工作的需求下,药板推夹装置要求压药滑块先行运动,带动其上的压板组合件和压药片对药板进行压紧,然后推药滑块运动,带动其上的推杆运动,推杆和压药片共同运动将药板推入药盒,对于不合格的药板,由开闭快机构实现轨道的开闭,进行剔除。要对其自动、手动、单周、回原点等不同工作状态控制程序进行编制。
2.2 药板推夹装置的I/O分配
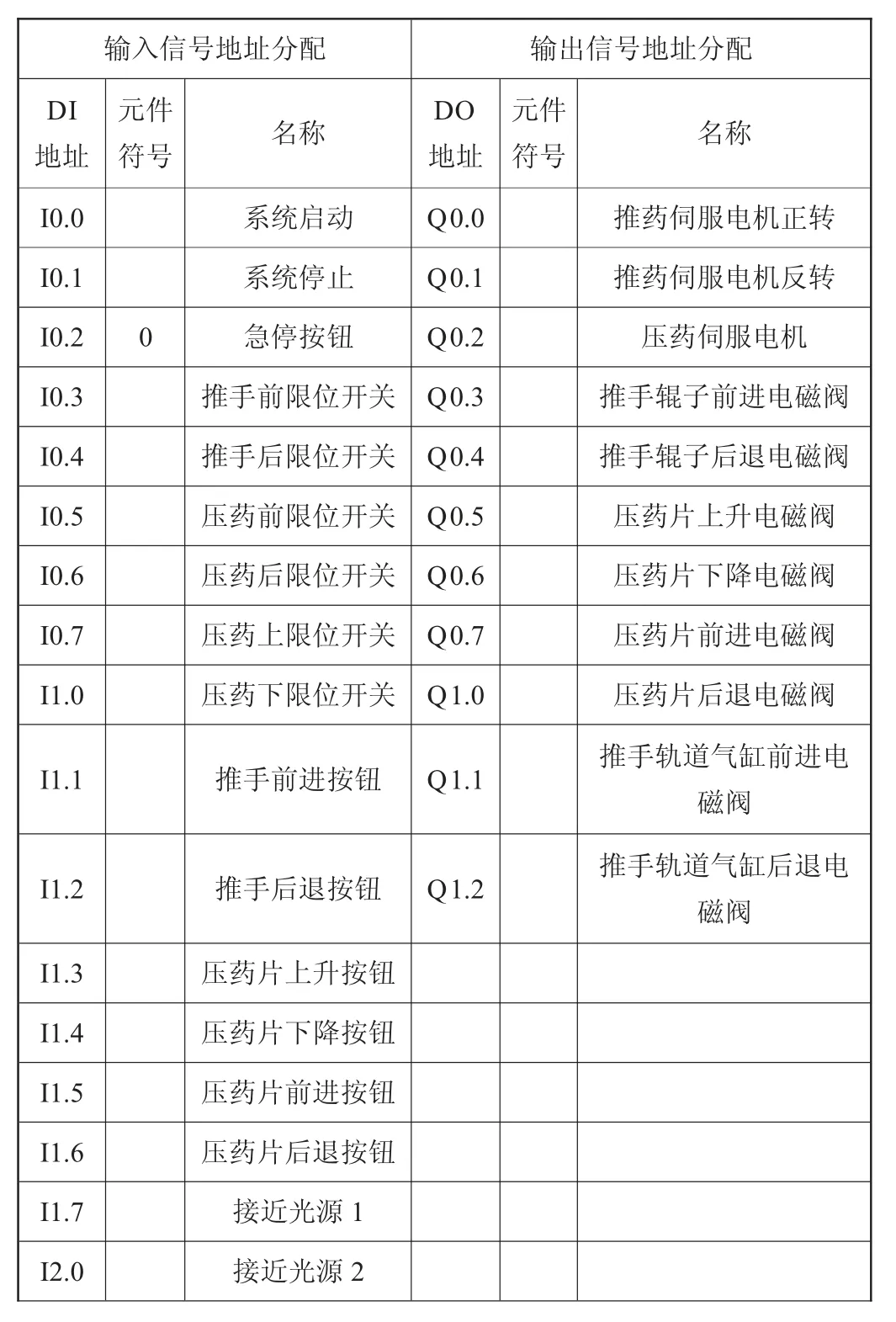
?
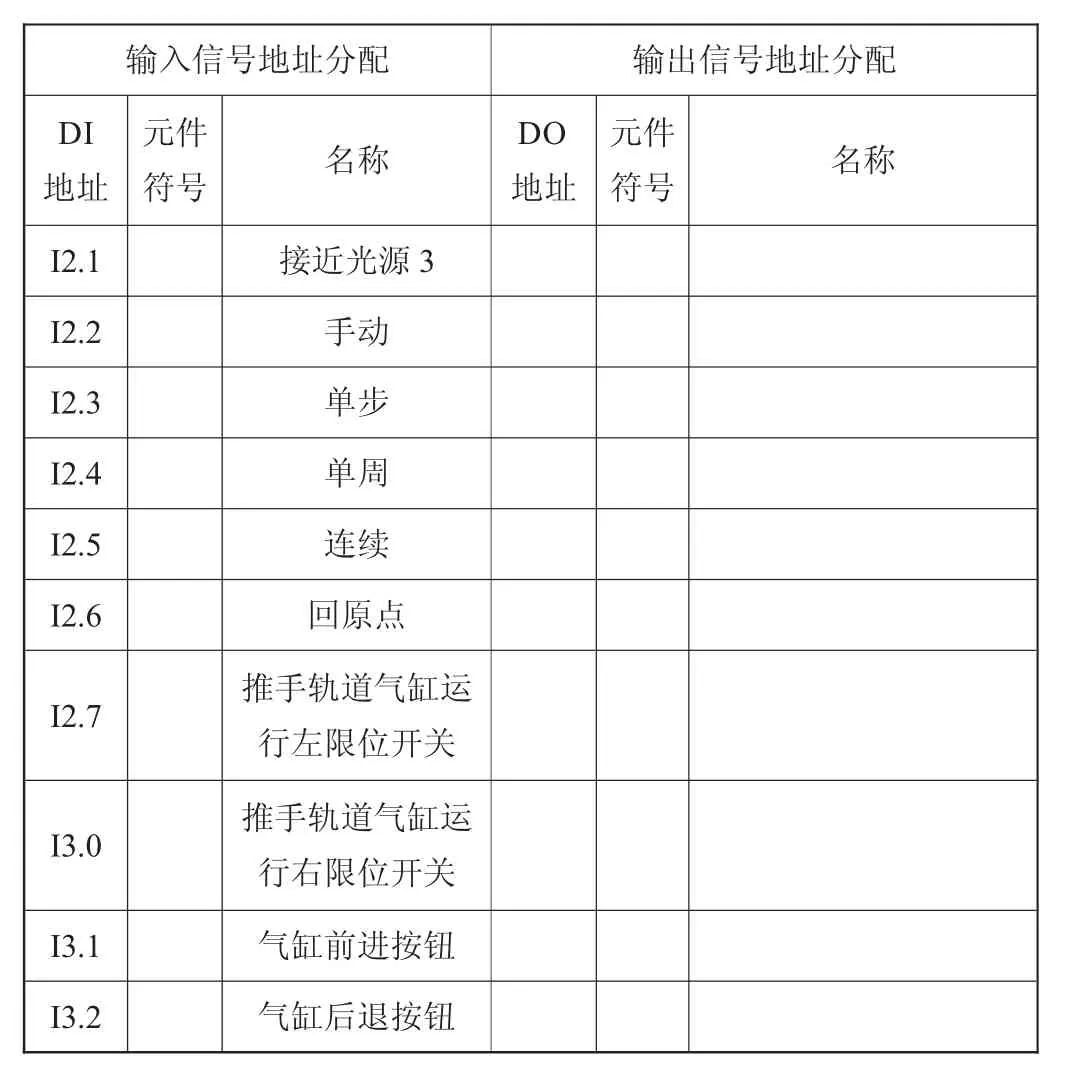
?
3 控制系统硬件设计和选型
推药装置控制系统器件主要选用能控制相关设备的PLC控制器,配合执行元件伺服电机,气缸和电磁阀。控制系统的硬件可靠性高,使用方便。最大限度地保证了功能的实现。
3.1 PLC的选型及其模块配置
药板推夹装置中需要控制的对象有:压药伺服电机、推药伺服电机、气缸、接近开关和各类电磁阀。选用CPU型号为1214C DC/DC/DC,具有14个数字量输入点,10个数字量输出点。由于该控制系统的输入输出点数量超出了PLC自带的输入输出,所以使用数字量扩展模块对其输入输出进行补充。控制结构的硬件结构图如下所示。
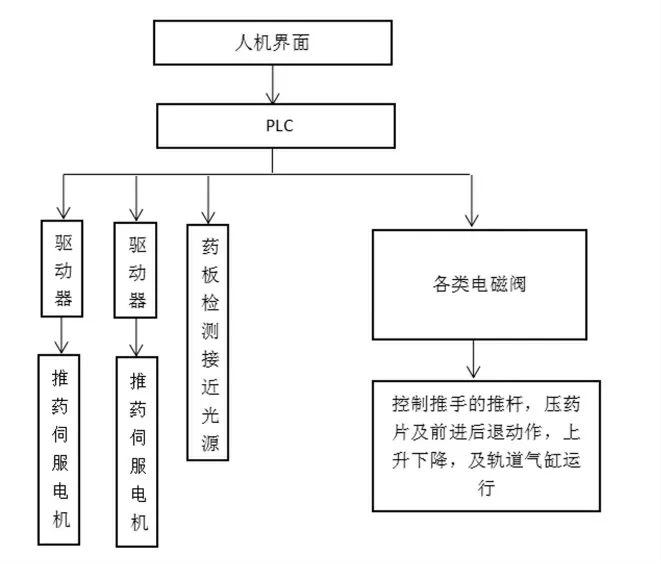
图3 控制系统硬件结构图
3.2 伺服电机的选型
S7-1200的高速输出可以用于伺服电机的速度和位置控制。伺服电机用作执行元件,把自动控制系统的逻辑部分处理过的信号转换为电动机轴上的直线位移、角位移、角速度等进行输出。伺服电机每旋转一定的角度,主轴上的脉冲编码器就会发出对应数量的脉冲传给PLC控制器。选用东元伺服电机JSMA-LC08AB,额定功率750W最大转速3000rpm。可以满足要求。
3.3 气缸的选择和计算
气缸是将空气进行压缩将其转化为机械能的一种装置,通过气缸推杆进行往复运动,气缸推杆与关节轴承连接,关节轴承带动旋转块进行回转,实现推手轨道的开闭。经计算气缸的缸径为20mm,行程为25mm。由于开闭快只有一个运动方向,故选取单作用气缸。安装方式采用固定式气缸选用可调缓冲。气缸型号MSA-20X25-SDB。
4 控制系统软件设计
4.1 主程序设计
在明确药板推夹装置的控制要求以及I/O分配后,主程序的设计由于药板推夹装置能满足不同工作条件,当对应条件满足时,系统将执行相应的子程序,子程序包括公共程序、手动程序、自动程序、回原点程序,主程序设计为典型的顺序控制。采用TIA博途中的博途V13软件进行编制,采用模块化思想进行主程序设计,结构清晰便于调试。

图4 药板推夹装置主程序梯形图
4.2 公用程序设计
公用程序用于处理各种工作方式都需要执行的任务,以及不同种工作方式相互切换的处理,通常考虑:原点条件,初始状态,复位非初始步。

图5 药板推夹装置公用程序梯形图
4.3 手动程序设计
利用按钮对药板推夹装置压药和推药的每个动作进行单独控制,在该工作方式中,设有8个手动按钮,分别控制推药滑块和压药滑块以及推手轨道气缸的相应动作,手动程序在编写时为了防止方向相反的两个动作被同时执行,设置了必要的互锁,同时为了防止发生碰撞在电路中串联限位开关加以限制。

图6 药板推夹装置手动程序梯形图
4.4 自动程序设计
根据工作流程要求,一个工作周期有压药片的上行、前行,下降、推手的前进后退,以及两者推药结束时回到初始位置这几步,设计自动程序时,采用启保停电路编程法,其中M0.0-M1.0为中间编程元件,M0.7后设置分支,即为推手和压药片各自复位,复位完成后,考虑到单周和连续的工作方式,以一条分支转换到初始步,连续,单周用连续标志M1.2和转换允许标志M1.3加以区别。

图7 药板推夹装置自动程序顺序功能图
4.5 回原点程序设计
回原点程序是针对装置出现故障、急停,或者调试时,压药片和推杆可能处于任何位置,当调试结束或者故障排除后,在进行正常工作前,要对压药片和推杆进行回原点处理。
4.6 药板剔除程序设计
对于药板和说明书存在多板和缺板的不合格产品,装置设置三条接近光源,通过药板接近光源时光线的接通断开来检测药板的高度,利用推手轨道开闭气缸缸杆的前后运动带动开闭快机构,实现推手轨道的开闭,将不合格的药板剔除出去。
5 结语
药板推夹装置是集机电气一体化的产品。具有压紧、推药、检测的功能。拥有良好的定位精度。采用了可靠性高的S7-1200PLC作为控制系统的核心,根据控制点和各控制功能的特点设计了系统的硬件控制结构和软件程序。该控制系统在投入运行以来,系统运行稳定,完成了各项性能指标。提高了生产线的运行速度和生产效率。
猜你喜欢
闽江学院学报(2021年5期)2021-11-19
兵器装备工程学报(2020年12期)2021-01-12
奥秘(创新大赛)(2020年3期)2020-11-28
家庭科学·新健康(2020年10期)2020-11-06
发明与创新·中学生(2020年1期)2020-08-03
作文大王·低年级(2019年4期)2019-05-13
发明与创新·小学生(2018年7期)2018-08-06
发明与创新·中学生(2018年2期)2018-02-07
汽车维修技师(2017年6期)2017-11-18
科技创新导报(2016年4期)2016-11-19