
CRTS双块式无砟轨道一体化底座模板系统和自动整平设备研发与应用
2021-07-06 10:41高贵赵永强
铁道建筑 2021年6期
高贵 赵永强
1.武九铁路客运专线湖北有限责任公司,武汉430212;2.天津天一轨道交通设备有限公司,天津301700
传统CRTS双块式无砟轨道底座板施工采用人工整平或简易整平方式时存在的主要问题有:①人为操作导致振捣不足,标高、反坡角度的误差大;②摊铺、布料、刮平、抹面、提浆等工序需要工人20名左右,劳动强度大,效率低;③施工工艺落后,机械化程度低;④施工未实现信息化,过程数据缺乏,质量波动大[1-2]且不可追溯;⑤相邻底座板单元间错台较大,凹槽四角易产生裂纹等病害[3-4]。为此,研发了一体化底座模板系统和自动整平设备。本文对其进行介绍,并在工程现场验证其效果。
1 一体化底座模板系统
CRTS双块式无砟轨道底座板为C40钢筋混凝土结构。长度L≥150 m路基地段底座板单元间设置20 mm宽伸缩缝,伸缩缝采用聚苯乙烯泡沫塑料板填充;L<150 m路基地段和桥梁底座板采用单元分块式结构,设置100 mm宽的板缝。底座板对应每块道床板设置2个上表面尺寸为1 022 mm(长)×700 mm(宽)的限位凹槽。
一体化底座模板系统以32 m简支梁长度为单元进行设计,见图1。底座板模板为钢制定型模板,由纵向模板、支撑系统、伸缩缝模板、凹槽模板和轨道组成。

图1 一体化底座模板系统
1.1 纵向模板及支撑系统
纵向模板由长3.0 m标准模板和两端各1块调整模板组成,安装时以32 m或24 m简支梁长度为控制单元。纵向模板为底座板自动整平设备提供轨道固定基础,通过纵向模板支撑系统和轨道调节座调整轨道顶面的标高。
每块标准模板在模板中间和距离模板两端法兰200 mm处设置支撑系统。纵向调整模板的支撑位置和数量视模板的长度而定。其支撑系统由丝杆支撑(平撑、斜撑丝杆各1根)、1个轨道调节座和1根地锚组成,如图2所示。平撑丝杆用于调整纵向模板底部位置,斜撑丝杆用于调整纵向模板的垂直度。丝杆、地锚和模板孔形成一个三角形,确保纵向模板稳固,调整方便。

图2 底座模板的支撑系统
1.2 伸缩缝模板
伸缩缝宽20 mm时伸缩缝模板采用聚乙烯泡沫塑料板,其顶面低于设计底座板顶面5 mm。
伸缩缝宽100 mm时伸缩缝模板采用定型钢模与泡沫板组合结构。定型钢模与泡沫板厚度均为100 mm,钢模高210 mm。伸缩缝模板通过4个竖向螺栓和5个U形钢筋卡固定,两端横向托架处的调节螺栓用于托架安装和移位。伸缩缝模板纵向间隙内填充泡沫胶。
采用以上两种伸缩缝模板均便于底座板自动整平设备通过伸缩缝,见图3。

图3 伸缩缝模板(单位:mm)
1.3 凹槽模板
凹槽模板由1个凹槽、1块底板、4个压板、4个调节螺母、4个反压螺栓和4个预埋螺杆组成,底面四周设有压板和反压螺栓,如图4所示。其中:凹槽冲压成型,四角设置R100 mm圆弧,底部设置4个安装孔;底板放置在凹槽下方中间部位;调节螺母安装在预埋螺杆上,用于支撑和调节凹槽标高;反压螺栓可有效固定凹槽模板;预埋螺杆固定在简支梁梁面上。

图4 凹槽模板(单位:mm)
1.4 轨道
轨道采用9 m长24 kg/m钢轨,安装在纵向模板外侧轨道调节座上。
2 底座板自动整平设备的研究与应用
2.1 底座板自动整平设备现状及技术要点
目前国内底座板整平设备在板式无砟轨道中应用较多,其整平功能仅实现了机械化,施工过程须专业测量人员和工人配合,对模板参数和轨道标高进行调整。为此,课题组借鉴无砟轨道精调技术,开展了底座板自动整平设备的研究。技术要点有:①其主要应用于混凝土浇筑后的摊铺和成型;②整平机构由模板组件、轨道和整平设备组成;③施工时通过现场CPⅢ点全站仪完成自由设站,全站仪测量数据经无线蓝牙模块[5]传输给整平设备;④整平设备根据预先存储的线路设计值,分析全站仪测量数据,自动追踪、指导设备运行轨迹,实现底座板混凝土顶面的自动整平[6-7]。
2.2 底座板自动整平设备的组成及功能
为解决传统底座板施工存在的问题,研发了三种单双线底座板自动整平设备。其中,单线有调轨自动整平设备(以下简称调轨设备)和梁轨自动整平设备(以下简称梁轨设备)两种,双线底座板自动整平设备仅一种,简称双线设备。
三种设备的走行方式为:①施工时调轨设备可直接走行在底座板纵向模板的顶部轨道,不需测量标高。②梁轨设备行走在梁面轨道,双线设备行走在防护墙外侧。施工时这两种设备均可通过全站仪测量数据实时调整行走标高。
三种设备均可遥控操作,具备推平布料、振捣密实、提浆、整平塑型等功能,可实现底座板标高、两侧排水坡一次成型,自动振捣、自动抹平。其强力振动器的振动频率达3 000次/min,确保混凝土振捣密实、均质。
2.2.1 调轨设备
调轨设备(图5)由机架、发电机组、控制柜和行走系统、升降系统、前部推平机构、整平系统、高压清洗机等组成。其中:前部推平机构设置有推平板和附着式振动器,用于浇筑混凝土初平和振动提浆;整平系统对混凝土表面予以整形并控制顶面标高。

图5 调轨设备(单位:mm)
前部推平机构和整平系统是调轨设备的核心,具有螺旋扒料、振动抹平、圆辊压光等功能,可部分或全部替代人工布料、扒料、提浆、抹平、压光操作。一次成型的宽度可根据路基或桥梁底座板宽度调整,适用于直线、曲线不同段落,做到一机多用。
2.2.2 梁轨设备
梁轨设备(图6)主要由行走、整平(螺旋扒料、振动抹平、圆辊压光)、升降、测量、控制和无线传输等系统构成。利用测量系统[8-9]、控制系统实现底座板顶面标高调整,及混凝土的扒料整平、自动振捣、自动抹面成型和自动复测。

图6 梁轨设备(单位:mm)
测量、控制系统主要工作流程如图7所示。具体内容为:①施工前将线路的平面参数、纵坡参数、超高参数、控制桩坐标等数据输入全站仪和整平设备手簿软件中,手簿软件进行线路模拟分析。②通过现场CPⅢ点全站仪完成自由设站后,设为自动测量模式。③全站仪测量系统实时追踪测量整平设备上棱镜的位置,通过无线传输系统将实测值发送给手簿。④对比设计值和实测值后,手簿将偏差发送给可编程逻辑控制器(Programmable Logic Controller,PLC)。⑤PLC接受到信号后,向手簿发送接收成功信号。PLC将接受到的数值和时间显示在人机交互界面(Human Machine Interface,HMI)上,同时将所接收到的信息经过运算和处理,通过交换机将指令下发给行走、螺旋扒料、振动抹平和圆辊压光各系统。⑥各系统通过伺服驱动器、行走变频器、调节变频器、螺旋布料变频器、振动变频器等驱动设备的运行,完成混凝土布料后的顶面标高控制、自动扒料整平、自动振捣提浆、自动抹面成型等工作。⑦各系统将当前运行状态和参数再反馈给PLC。PLC将设备的各种信息和当前的运行状态显示在HMI上,便于使用者观察施工和设备运行情况。⑧开始下一个工作循环。

图7 测量、控制系统主要工作流程
2.2.3 双线设备
双线设备(图8)主要由横向移动系统、纵向行走系统、发电机组、整平机芯(整平系统、升降系统、测量系统、控制系统和无线传输设备)等构成。利用测量系统、控制系统实现底座板顶面标高调整,混凝土自动扒料、自动振捣。
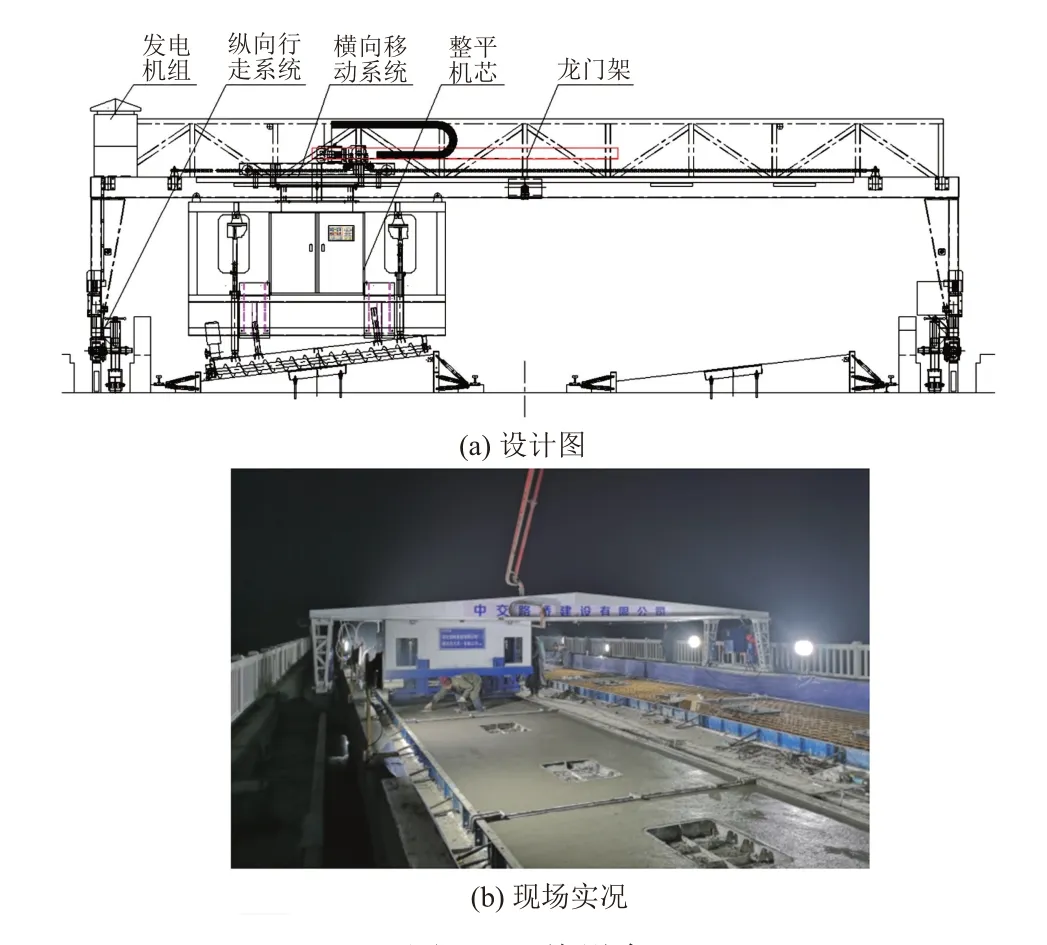
图8 双线设备
部件组成:①横向移动系统主要由钢架、行走轮、导向轮、回转支撑、行走驱动装置、电器控制设备等组成。根据施工线路进行横向变线,也可根据施工方向(上行、下行)进行180°旋转。②纵向行走系统采用横跨双线的龙门架结构,可共用龙门吊走行轨。其主要由龙门架、吊装架、行走轮、发电机组、行走驱动装置、定位装置、电器控制设备等组成。底座板混凝土施工时,纵向行走系统可根据信息指令前后自动行走。③整平机芯与横向移动系统的回转支撑连接,主要由整平系统、升降系统、测量系统、控制系统、无线传输设备等组成,如图9所示。

图9 整平机芯
工作步骤:①通过横向移动系统选择施工线路和方向。②通过全站仪测量棱镜位置,手薄软件计算处理后,通过无线通讯模块将数据传输给控制系统。③控制系统接收到数据后,控制升降系统进行标高调整;同时控制整平系统中的螺旋扒料、振动抹平和圆辊压光子系统启动。④控制行走系统前进,实现混凝土的扒料、振捣、整平和压光。
通过控制行走速度、螺旋转速、激振频率,实现对底座板混凝土标高、平整度和密实度的有效调控,满足施工要求。
三种设备完成测量、信号及数据传输、指令下达、设备运行、结果反馈等一个闭合流程仅需10~20 s,施工过程中布料速度可通过遥控器或触摸屏调整。
3 工程应用
一体化底座模板系统和自动整平设备2017年研制完成后,2018年5月至2019年9月在郑州—万州高速铁路湖北段应用,并持续改进和优化,已陆续在郑万(重庆段)、安九(湖北段)、赣深(广东、江西段)等高速铁路上推广应用。
现随机选取郑万高铁湖北段ZWZQ-1标白水河、朱集双线特大桥和ZWZQ-4标汉江双线特大桥,对比采用一体化底座模板系统和自动整平设备与传统人工或简易整平方式施工的工效、经济效益,见表1。其中:设备费和人工成本以ZWZQ-4标汉江双线特大桥(全桥长28.384 km)为例计算。采用一体化底座模板系统和调轨设备施工时设备费和人工成本为:0.63×28 384/260+18/3=74.78万元。采用其他设备施工时计算方法类同。

表1 白水河、朱集、汉江三座双线特大桥采用一体化底座模板系统和自动整平设备与传统人工或简易整平方式工效、经济效益对比
由表1可知,采用一体化底座模板系统和自动整平设备施工人员减少10~15人,单孔32 m简支梁用时减少10~25 min,每工作日多施工40~170 m,经济效益增加111.33万~130.08万元。传统人工或简易整平施工受人为因素影响误差大,采用一体化底座模板系统和自动整平设备施工平整度误差±1.5 mm,高程误差±3 mm,密实度提高30%,各项指标均满足规范[10]要求;作业人员减少36%~54%,劳动强度降低,施工效率提高2倍。
与传统人工或简易整平施工相比,该模板安拆简便,刚性好,重量轻;凹槽定位准确、伸缩缝可自由调节;通过全站仪测量数据控制自动整平设备,可实现平整度、标高、两侧排水坡一次施工到位;施工效率大幅提升,精度高,质量稳定可靠,经济效益显著。
4 结语
针对传统双块式无砟轨道底座板施工设备落后,施工过程数据不可控、质量波动大和不可追溯,底座板凹槽四角易产生裂纹等病害,本文依托郑万高速铁路湖北段桥梁上无砟轨道底座板施工,研发了一体化底座模板系统和自动整平设备,大幅提高了施工效率和精度,实现了底座板施工过程的智能化、信息化和质量可追溯。该一体化底座模板系统和自动整平设备可通用于路基、桥梁直曲线段各种工况无砟轨道底座板施工,值得推广。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
西安交通大学学报(2022年8期)2022-08-18
一重技术(2021年5期)2022-01-18
珠江水运(2020年11期)2020-06-25
四川建材(2020年12期)2020-01-01
珠江水运(2019年12期)2019-07-16
珠江水运(2018年11期)2018-07-12
小学教学研究·新小读者(2017年7期)2017-07-29
学苑创造·A版(2014年1期)2014-04-09
汽车与新动力(2014年3期)2014-02-27
