中厚板机器人立向焊接工艺设计方法
2021-07-21 14:22孟祥会
今日自动化 2021年4期
孟祥会

[摘 要]随着机械制造业的发展,对中厚板机器人立向焊接工艺的要求也越来越高,但是目前的中厚板机器人焊接存在许多问题,为了解决这些问题需要对中厚板机器人立向焊接工艺不断进行优化。对中厚板机器人立向焊接工艺出现的问题进行讨论,对中厚板机器人立向焊接工艺概念进行分析,最后对中厚板机器人立向焊接工艺设计方法进行探析。
[关键词]中厚板;机器人;立向焊接;工艺;设计
[中图分类号]G439 [文献标志码]A [文章编号]2095–6487(2021)04–00–02
Discussion on the Design Method of Vertical Welding Process
of Medium and Heavy Plate Robot
Meng Xiang-hui
[Abstract]With the development of the machinery manufacturing industry, the requirements for the vertical welding process of medium and thick plate robots are getting higher and higher. However, there are many problems in the current medium and thick plate robot welding. In order to solve these problems, it is necessary to set up the medium and thick plate robots. Continuously optimize the welding process. Next, the problems of the vertical welding process of the medium and thick plate robot are discussed, and the concept of the vertical welding process of the medium and thick plate robot is analyzed. Finally, the design method of the vertical welding process of the medium and thick plate robot is explored.
[Keywords]plate; robot; vertical welding; process; design
1 中厚板机器人立向焊接的概念
立向焊接是指焊接操作的顺序由上到下或者由下到上进行焊接,焊接的倾斜角度也随着焊接顺序的不同而不同。对于板材的焊接,在焊接的位置将另一块板材与其进行焊接的方法称为立向焊接。当焊接顺序是由上到下,其立向焊接的倾斜角为90°,当焊接顺序是由下到上,其立向焊接的倾斜角为270°。焊接过程中熔融焊滴不能及时风干,会与焊接件分开,此时产生的就是焊瘤,焊瘤的出现严重影响制件的质量,所以立向焊接过程中对焊接技术人员的要求极高。立向焊接进行打底時,摆动的时间不能过长,否则会被烧穿。摆动的速度不可太快,会形成穿丝;摆动的幅度也不可太小,也会造成穿丝。中厚板机器人焊接的工作量大,对操作人员的要求也很严格,需要操作人员大量的时间和耐心才可以完成。
2 中厚板机器人立向焊接工艺设计方法探究
2.1 焊接实验
本实验选择的材料是A709钢板,规格是300 mm×100 mm
×8 mm,焊丝选择QJ501L,其直径为1.2 mm。通过不同的摆动方式对中厚板机器人立向焊接的影响,经过分析可以看出蝶形摆动方式会增加焊接焊缝的尺寸,不适合进行研究。而直线形运条法是运用运条方法焊接,焊接不做横向摆动,焊接沿着直线移动,其方法常用于I形坡口的对接平焊,多层焊的第一层焊或者多道多层道焊接。直线往复运条法,采用这种焊接时焊条末端沿焊缝的纵向做来回摆动,焊接速度快、焊缝窄、散热快,适用于薄板和接头间隙较大的多层焊的第一层焊。锯齿形运条法是运用运条方法焊接时,焊条末端做锯齿形连续摆动及向前移动,并在两边稍留片刻,摆动的目的是为了控制熔化金属的流动和得到必要的焊缝宽度,以获得较好的焊缝成形。这种方法应用范围广,多用于厚钢板的焊接,平焊、仰焊、立焊的对接接头和立焊的交接接头。
还有月牙形运条法,采用这种运条方法焊接末端沿着焊接方向做月牙形左右摆动,摆动的速度要根据焊缝的位置、接头形式、焊缝宽度和焊接电流决定,同时在接头两边做片刻的停留,这是为了使焊缝边缘有足够的熔深,防止咬边。这种方法优点是金属熔化良好,有较长的保温时间,气体容易析出,熔渣也易于浮到焊缝表面,焊缝质量较好,但是焊缝余高较高,这种运条方法的应用范围和锯齿形运条法基本相同。三角形运条法在焊条末端连续做三角形运动,并不断向前移动,按照摆动形式的不同,可以分为斜三角和正三角两种,斜三角适用于焊接平焊和仰焊位置的T形接头焊缝和有坡口的横焊缝,其优点是能够借焊条的摆动来控制熔化金属,使焊缝成形良好。正三角形运条法适用于开坡口的对接接头和T形接头焊缝的立焊,特点是能一次焊出较厚的焊缝断面,焊缝不易产生夹渣等缺陷,有利于提高生产效率。圆形运条法的焊条末端连续做正圆圈或者斜圆圈运动,并不断前移。正圆圈形运条法适用于焊接较厚焊件的平焊,其优点是熔池存在时间长,熔池金属温度高,有利于溶解在熔池中的氧、氮等气体的析出,便于熔渣上浮。斜圆圈形运条法适用于平焊和仰焊的T形接头焊缝和对接接头的横焊缝,其优点是利于控制熔化金属不受重力影响而产生下淌现象,有利于焊缝成形。
梯形摆动方式需要对焊口进行开口,这样的摆动方式不适合板材较薄的材料,对于较厚的板材适合,在研究过程中会出现一些弊端,因此不适合进行实验。根据以上对几种运条方法进行分析,可以看到不同的方法有不同的优点,根据本实验的特点进行选择。三角形摆动方式和锯齿形摆动方式比较适合本实验,接下来运用锯齿形和三角形的摆动方式进行实验。
2.2 焊接参数选择
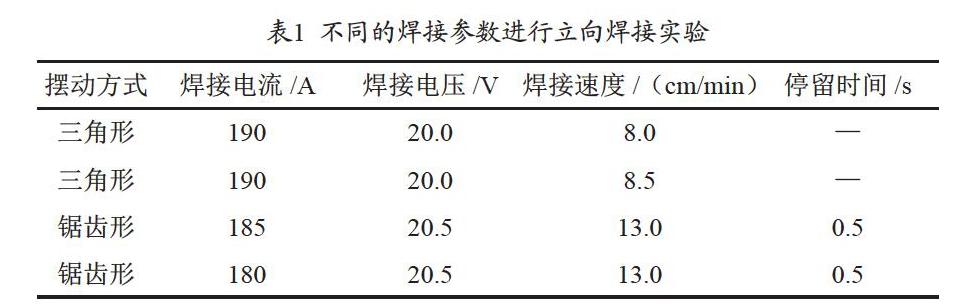
根据不同的摆动方式和焊接参数,进行焊接实验,对实验结果进行研究,了解不同参数下的立向焊接工艺见表1。
通过以上的参数进行实验,然后建立矢量坐标系,设置矢量参数,经过若干的实验确定数据。在矢量点a处的数据分别为4、0、0,停留时间为0.4 s,其速度为140 cm/min。在矢量点b处的数据分别是0、-5.5、5.5,停留时间为0.3 s,其速度为140 cm/min。在矢量点c处的数据分别是0、5.5、5.5,停留时间为0.3 s,其速度为150 cm/min。根据以上数据对实验的结果进行分析和讨论。
3 实验结果分析
3.1 摆动方式对焊接热输入的影响
根据锯齿形摆动的电弧轨迹,可以知道焊枪在侧壁停留的时间为0.5 s,焊枪的摆动频率为120 N/min,摆动幅度为5 mm,焊接速度为13 cm/min,其焊接热量的公式如下:
(1)
其中T1是摆动阶段的总时间。行走轨迹的平均速度为V1,热输入量为H1,其公式如下:
(2)
焊枪的另一条行走路线所用时间为T2,其计算公式与T1类似,表达式为:
(3)
该路径的平均速度为V2,此时的热输入为H2,其表达式为
(4)
通过输入热量和时间的关系,可以计算出热量的总值,其表达式为:
(5)
其中t为侧壁停留时间,N是机器人摆动的频率,是热效率系数,通过以上计算可以得出锯齿形摆动的热输入量。下面是根据三角形摆动进行轨迹分析,其中的空间矢量a点处的停留时间为t1,摆动速度为v1,矢量b处的停留时间为t2,摆动速度为v2,c处的停留时间为t3,擺动速度为v3。通过实际轨迹对三角形摆动方式的热输入量进行计算,其中l1是焊枪行走第一阶段的位移量,该阶段的总时间为T3,平均速度为V3,其焊接热量输入为H3,其表达式为:
(6)
(7)
(8)
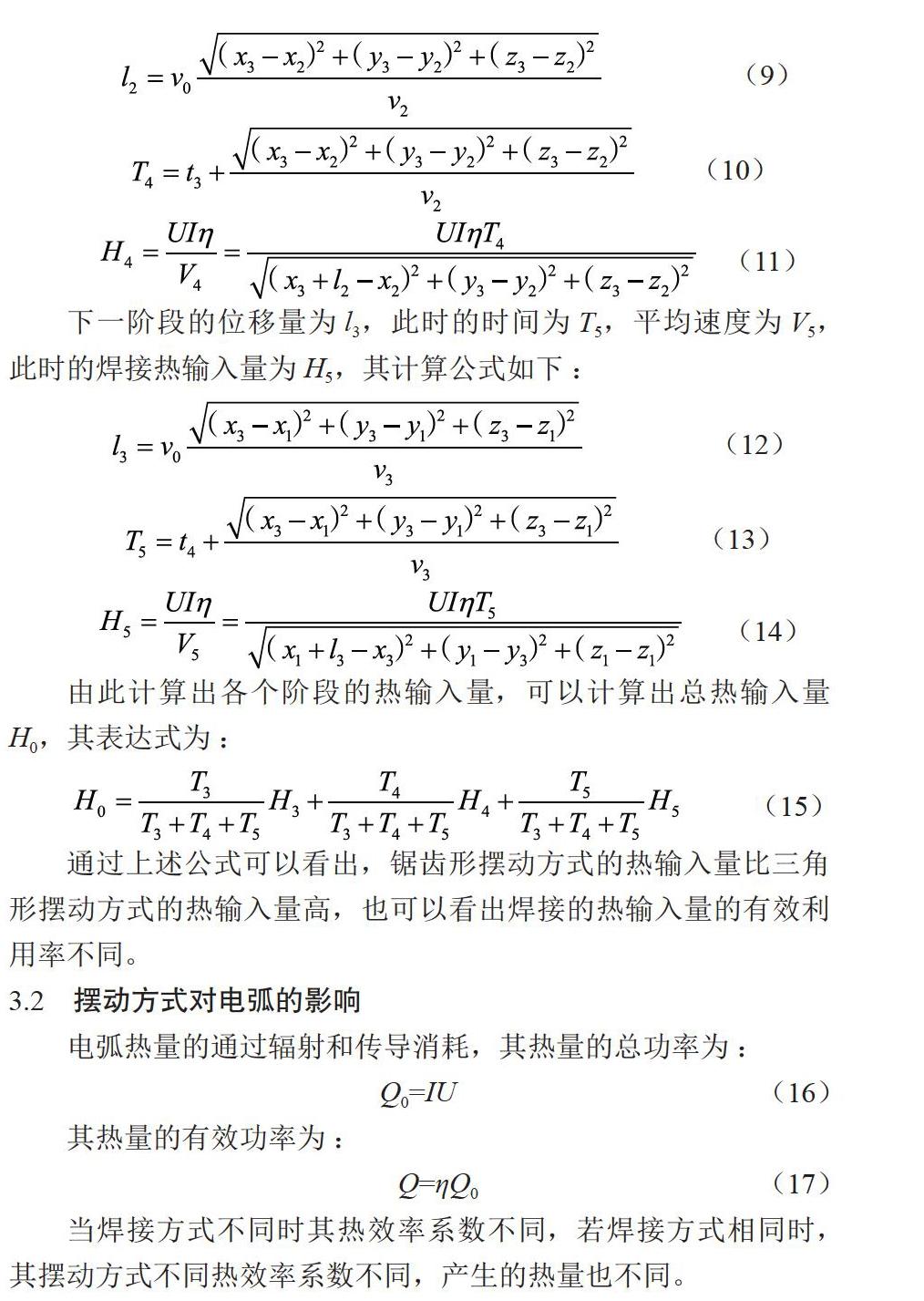
第二阶段的位移量为l2,该阶段的总时间为T4,平均速度为V4,此时的焊接热输入量为H4,此时的计算公式为:
(9)
(10)
(11)
下一阶段的位移量为l3,此时的时间为T5,平均速度为V5,此时的焊接热输入量为H5,其计算公式如下:
(12)
(13)
(14)
由此计算出各个阶段的热输入量,可以计算出总热输入量H0,其表达式为:
(15)
通过上述公式可以看出,锯齿形摆动方式的热输入量比三角形摆动方式的热输入量高,也可以看出焊接的热输入量的有效利用率不同。
3.2 摆动方式对电弧的影响
电弧热量的通过辐射和传导消耗,其热量的总功率为:
Q0=IU (16)
其热量的有效功率为:
Q=ηQ0 (17)
当焊接方式不同时其热效率系数不同,若焊接方式相同时,其摆动方式不同热效率系数不同,产生的热量也不同。
3.3 摆动方式对焊接温度场的影响
根据对不同摆动方式的温度场的分析,可以看到锯齿形摆动方式侧壁温度最高为2 205 ℃,焊缝根部温度最高为1 537 ℃。三角形摆动方式侧壁温度最高为2 027 ℃,焊缝根部温度最高为1 947 ℃。两者的母材温度均为1 450 ℃,在有效热输入量下形成的焊缝,其焊缝的热输入量和最高温度可以重复使用,焊缝的深度也在不断加强。对于三角形摆动方式来说,多次焊接热循环十分接近,产生多个焊缝峰值,对焊缝的深度起保护作用,两种方式下的焊缝不同、热输入量也不同,两种方式的焊缝差异比较大。
4 结束语
随着机器人焊接技术的发展越来越快,其中的问题也不断显现出来。根据以上问题进行实验,对焊接的摆动方式进行分析,选择锯齿形摆动方式和三角形摆动方式,确定焊接电流、焊接电压、焊接速度和停留时间等进行实验,通过公式计算出摆动方式对热输入量的影响,分析不同摆动方式对电弧、温度场的影响。
参考文献
[1] 蔡云秀.中厚板机器人立向焊接工艺设计[J].科技视界,2020(5):97-98.
[2] 袁海龙.中厚板焊接机器人焊接工艺专家系统设计[D].厦门:厦门理工学院,2015.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
中国品牌(2020年11期)2020-12-23
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
Coco薇(2017年5期)2017-06-05
Coco薇(2015年12期)2015-12-10
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07