
“单量纲流”混流生产线设计研究
2021-07-25 13:57周艾飞陈铁坚刘松良
制造业自动化 2021年7期
周艾飞,罗 凯,陈铁坚,刘松良
(中联重科工程起重机分公司,长沙 410000)
0 引言
随着市场需求由卖方市场转变为买方市场,需求产品亦变得个性化,制造业须进行多品种少批量生产组织,为了消除该生产组织模式下的浪费如在制品库存高而交货期较长、作业员工数量多而作业效率低、物流效率低物流成本居高不下、员工待料窝工、厂房面积利用率低等浪费,制造业亟待需要寻找一种新的生产组织模式,此时混流生产线应运产生[1]。
然而,对于很多制造业而言,其加工产品品类多批量很小,且各类产品生产周期出现较严重不匹配,相差较远,此时传统型的混流生产线明显已不适应该类企业了[2]。为此,本文首创提出应建立一种“单量纲式”混流生产线,以下是“单量纲式”混流生产线设计方法。
1 混流生产线设计方法
1.1 混流生产线设计要素及流程图
混流生产线设计成功与否,直接关乎到制造企业是否能够准时化交付产品,生产线员工作业效率是否得到最大化,同时也是反映制造企业生产技术规划水平的高低。
混流生产线设计具有其复杂性,主要须处理以下问题点:
混流生产线加工产品的确定;
混流生产线加工工序的确定;
混流生产线生产周期的确定;
混流生产线生产批量确定[3];
混流生产线生产节拍及工位数的确定。
以上因素之间的关系及混流生产线的设计思路(分4个阶段)如图1所示。
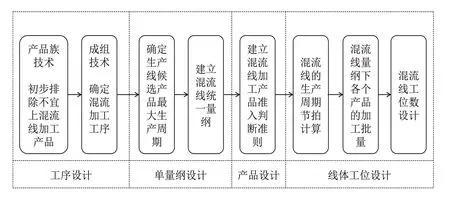
图1 混流生产线设计要素及流程图
1.2 混流生产线工序设计
在设计混流生产线之前,我们首先要找到市场需求较好的产品作为混流生产线候选加工产品,同时要建立这些产品工序矩阵。
Step 1:首先列举候选加工产品
根据工艺加工工序流程图(设共有m个工序)建立备选产品集(U={P1,P2,…Pn})的工序矩阵:
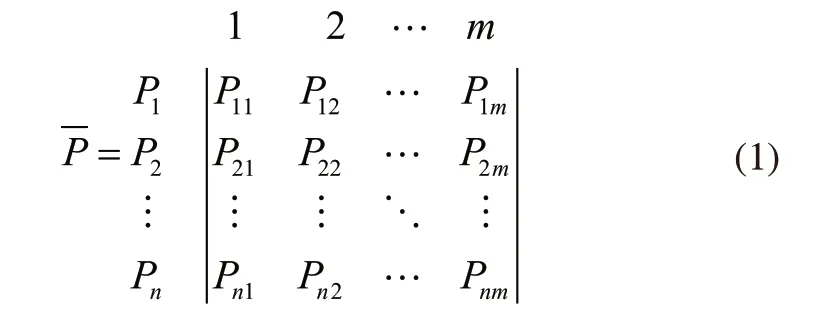
其中Pij表示产品Pi在生产制造过程中的第j个工序,因此Pij取值有:

Step 2:初步排除不适宜在混流生产线加工的产品
据式(1),设定产品Pi被选择进入混流生产线原则,若:

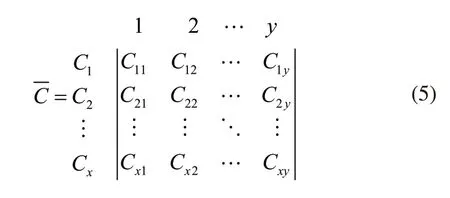
其中,X为设定额定边界值,若式(3)成立,则产品Pi可作为混流生产线的候选产品,否则则产品Pi直接不能进入到混流生产线。被选择进入混流生产线的候选产品族记为C,根据产品先后顺序重新排序得到产品族C={C1,C2,…,Cx}。
Step 3:确定混流生产线上工序
根据工序矩阵I的工序相似性程度设定工序j被选择进入流水线的规则,若:

其中,Y为设定的额定边界值,若式(4)成立,则工序j可加入至混流生产线,否则则工序j不能加入到混流生产线。被选择进入混流生产线上的工序集记为D,可将D定义为一组“成组工艺”,并根据工序的先后顺序进行重新排序得到D={1,2,…,y}。
通过则“产品族技术”和“成组技术”处理后,可得混流生产线候选产品工序矩阵为:
1.3 混流生产线“单量纲流”设计
成组技术能确定混流生产线的加工工序,但即使是相同工序,不同产品的加工周期相差很大,因此需要找到一个统一的度量标准(在此我们称为“量纲”)来整合加工周期相差较大的产品,从而使其能在混流生产上加工。
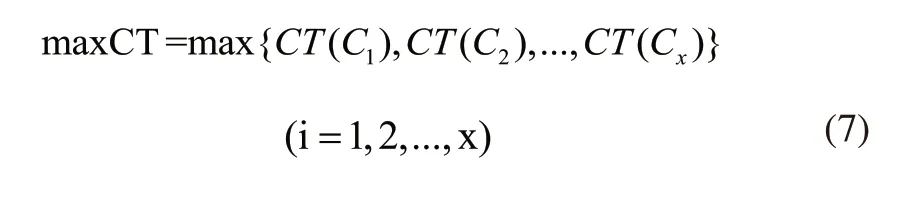
Step 1:确定混流生产线最大生产周期maxCT。
设候选产品的生产周期为CT(Ci)

则混流生产线最大生产周期maxCT。为:
Step 2:确定混流生产线量纲
混流生产线候选加工产品生产周期与混流生产线“最大生产周期maxCT”之间存在倍数关系,且该倍数大于等于1,因此最大生产周期maxCT对应的产品在混流生产线上的生产批量一定是整条生产线上加工产品批量最小的,为了简化,在此我们选定“最大生产周期maxCT”对应的产品作为混流生产线建设参考产品,其加工批量设置为1。
其它产品加工批量λi初步可定为:

因此“产品i”在必须以“λi件为批量”在混流生产线加工,在此作者称此种生产组织方式为“单量纲流”混流生产组织方式。

1.4 混流生产线加工产品准入判定原则
根据各产品的加工批量λi确定适宜于混流生产线加工的产品,若满足式(10)和式(11)的条件,则对应产品科进入混流生产线加工。
若:1≤λi<2,且:

或者,若:2≤λi<γ,且:
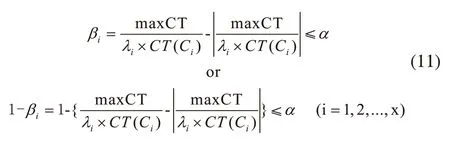
其中α为设定生产周期允许波动范围,一般情况下α⊂(0,10%],γ为制造业自身设置的单产品在混流生产线“最大批量数”,该数值不宜过大。
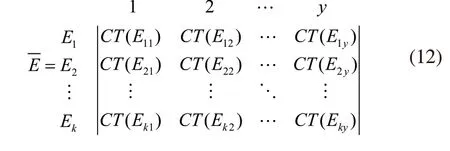
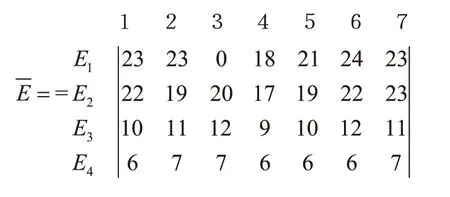
对最终确定为混流生产线加工产品进行重新编号,可得产品族E={E1,E2,…,Ek},混流生产线最终生产产品工序矩阵E为:
1.5 混流生产线单量纲流节拍和工位数设置
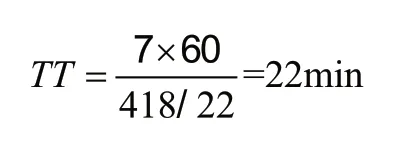
Step 1:混流生产线生产节拍设置
混流生产线的生产节拍取决于市场需求,其在一个固定时间段内可视为一个固定值,超过该时间段则依据市场需求随着发生变化,其计算公式如下:

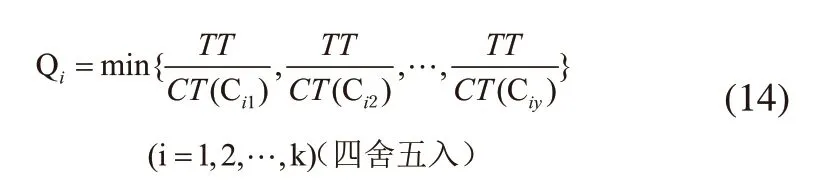
Step 2:混流生产线量纲流下“各产品最终生产批量Qi”设计。
产品Ci生产批量Qi为:
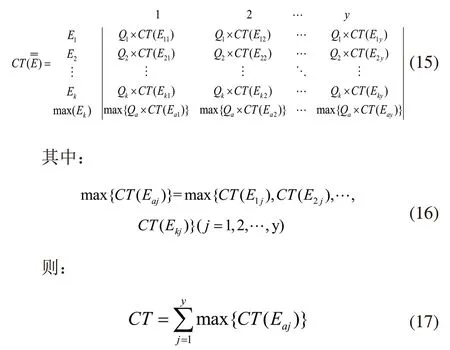
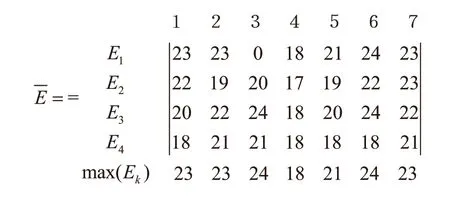
Step 3:确定混流生产线生产周期CT。
设max{CT(Eaj)} j={1,2,…,y}为混流生产线各工序瓶颈时间,则有:
Step 4:设置混流生产线的工位数M:
若:
2 案例分析
2.1 企业N概况
某公司现有一条单产品生产线,由于市场需求变化,该公司新开发4类产品,为了提升生产效率,公司决策建立一条混流生产线。
已知条件如下:
1)月度工作日22d,每天工作8h,其中作业时间为7h;
2)产品5类:Pi(i=1,2,3,4,5);
3)市场月需求量为:
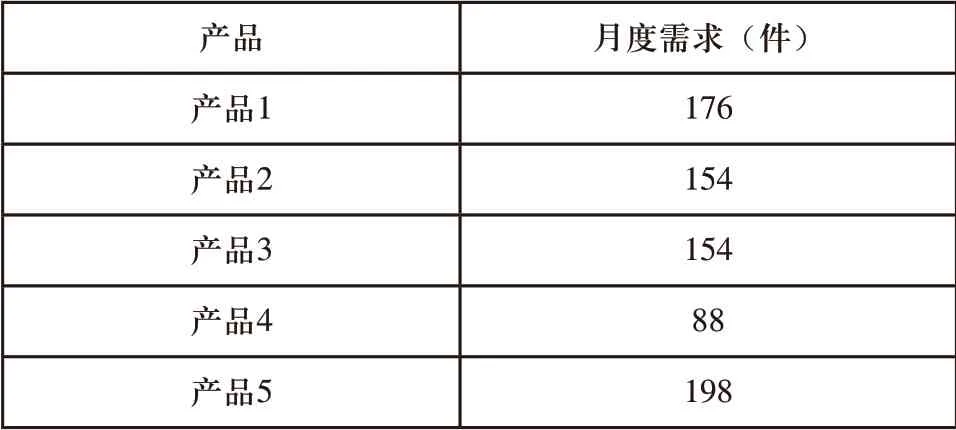
4)产品加工流程包含8道工序:j=1,2,3,4,5,6,7,8;
5)各产品的工序矩阵和工时矩阵如下:

2.2 企业N混流生产线工序设计
设混流生产线上产品Pi被选择加入混流生产线候选产品的额定边界值X为7;
设混流生产线上工序j被选择加入混流生产线工序的额定边界值Y为4。
据式(3)可得:

由于A2=6<7,因此初步排除产品P2不能进入混流生产线加工。
据式(4)可得:
B1=5,B2=3,B3=5,B4=5,B5=5,B6=4,B7=5,B8=4。
由于B2=3<4,因此工序2不能作为混流生产线的工序。
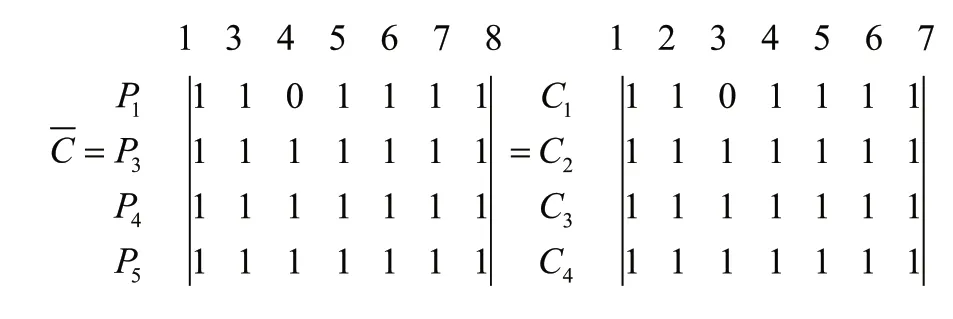
据式(5)可得候选产品工序矩阵C为:
2.3 企业N混流生产线“单量纲流”设计
据式(6)和式(7)可得:
因此产品C2在混流生产线的生产批量为1,并作为整条混流生产线建设参考产品。
依据式(8)和式(9)可得:

1个量纲=1件C1产品=1件C2产品=2件C3产品=3件C4产品。
2.4 企业N混流生产线加工产品判定
据式(10)和式(11)可得:
β1=7.5%<10%;β2=0;1-β3=5.3%<10%;β4=5.1%<10%。
故最终可确定产品P1、P3、P4、P5(重编序为E1、E3、E4、E5)可加入混流生产线加工。
同时据式(12)可得:
2.5 混流生产线单量纲流节拍和工位数设置
首先进行量纲换算:


据式(13)可得:
据式(14)可得各产品的生产批量为:

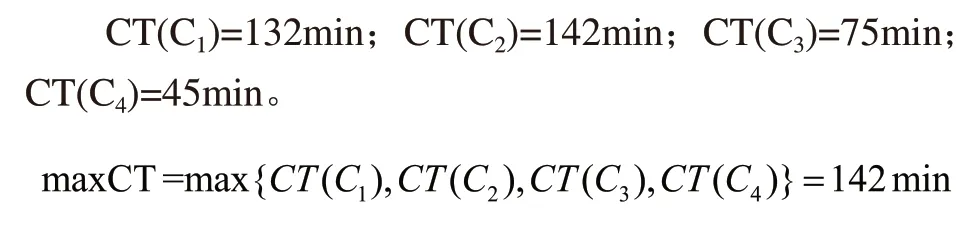
据式(15)和式(16)可得:
据式(17)可得:
据式(19)可得:
为此企业N建立了一条TT=22min,8个工位数的混流生产线,混流生产线加工产品为产品1、3、4和5,其中产品1和3的混流批量为1,产品4的混流批量为2(1个量纲),产品5的混流批量为3(1个量纲)。
3 结语
1)产品族和成组技术能较好的解决混流生产线工序选择问题;
2)混流生产线加工产品准入准则能很好的解决混流生产线产品的准确选择;
3)单量纲流能很好的将不同生产周期的产品整合于混流生产线上加工,同时建立的单量纲混流下各产品的加工批量能非常有效的提升混流生产线的加工效率。
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年2期)2022-06-05
物理通报(2022年6期)2022-05-27
科学家(2021年24期)2021-04-25
——以匀加速直线运动公式为例
经济师(2020年8期)2020-08-18
学报编辑论丛(2018年0期)2018-02-21
制造技术与机床(2015年10期)2015-04-09
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
温州职业技术学院学报(2014年3期)2014-03-11
组合机床与自动化加工技术(2014年12期)2014-03-01
