
多工位压力机平衡缸气动系统的实施方案探讨
2021-07-27 01:12姜澎涛张超群李运强
现代制造技术与装备 2021年6期
姜澎涛 矫 健 张超群 黄 颖 李运强
(齐齐哈尔工程学院,齐齐哈尔 161005)
我国工业发展的重点正在向现代化工业转移。身处“中国制造2025”战略的伟大历史背景下,我国汽车行业的发展远超预期要求。提高汽车产量与质量成为众多汽车厂商的头等大事,因此制造厂商尤为关注冲压设备的升级换代。多工位压力机能够显著提升生产效率与质量,但存在开机平衡缸充气放气时间过长、使用气源压力高等问题,直接影响设备的生产效率。因此,优化多工位平衡缸气动系统十分必要。针对多工位平衡缸气动系统的制约因素,运用优化设计的方法推动技术革新,最大限度缩短充放气时间,才能够在多工位压力机设计方面取得突破。
1 多工位压力机平衡缸气动系统优化的必要性
近年来,我国汽车行业发展迅猛。通过与国外先进汽车制造厂商合作,我国引进了很多知名品牌。新技术和新车型的引进,使生产用到的制造设备要求不断更高。机械压力机作为汽车行业重要的制造设备,在设计、制造及功能上的要求尤其严格。目前,可以实现一机多用的多工位压力机,以占地面积小、生产节拍快、可实现冲压的多道工序以及自动化程度高等优点受到了广大用户的青睐[1]。
生产过程中,多工位压力机的平衡缸、自动化和气液混合过载保护都需要压缩空气[2]。为了保证整个工作过程的稳定性,要求平衡缸供气系统压力稳定且充气速度快。缩短平衡缸充气时间可以提高生产效率。对每个平衡缸设置独立的排气系统,有利于提高设备的维修效率,更快地恢复生产。
2 优化多工位压力机平衡缸气动系统的制约因素
2.1 多工位压力机地下安装空间不足
多工位压力机相当于将整线的多台普通压机整合在一起。其内部的机械机构与原有的普通机械压力机相比,整体尺寸略有增加,配套的自动化设备多且杂。例如,数控液压垫的整套液压站尺寸大,占用地坑面积广,如图1所示。液压垫管路需要根据现场情况,具体安装焊接需要操作空间,且平衡缸储气罐无法安置在地坑内,如图2所示。

图1 数控液压垫泵站
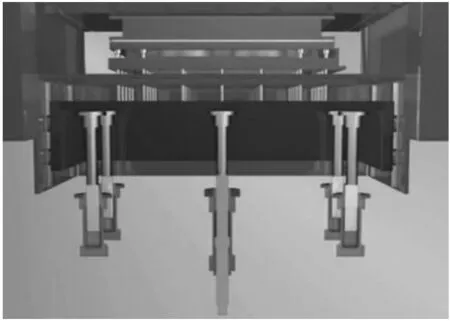
图2 数控液压垫安装示意图
2.2 多工位压力机上平衡缸使用的压缩空气压强大
多工位压力机每分钟的冲压次数为10~25次。4个平衡缸均匀分布在上横梁的前侧和后侧。受上横梁整体尺寸限制,平衡缸的设计尺寸不能过大。当平衡缸平衡负载一定时,平衡缸尺寸越大,需要的压缩气体压力越小,反之压缩空气的压力越大。由于上横梁安装空间尺寸有限,平衡缸按照极限尺寸设计往往需要压缩空气在1.0 MPa以上。当压缩空气达到1.0 MPa以上时,平衡缸中需要相应密封环保证其气密性。密封环的制造成本会随着尺寸的增大而增大,直接影响了整机的制造成本与维修难度[3]。此外,管路连接元件也很难找到大尺寸的高气压元件。
2.3 平衡缸维修时不能单独控制储气罐充、排气
当平衡缸管路出现问题时,需要将原有的压缩气体排出后再进行维修。每个平衡缸都有对应的储气罐,储气罐的充气放气无法单独控制直接影响设备的维修效率。这种气动系统充气和排气时间过长、检修时需要整体排气以及储气罐排水系统操作不便等问题,是平衡缸气动系统优化的难点。
3 多工位压力机平衡缸气动系统优化对策
3.1 调整平衡缸安装位置
由于地坑无法使用,需要将平衡缸储气罐的安装位置。多工位压力机自动化程度高,自动换模具、自动运料和自动上料等设备的安装位置需要在地面铺设轨道,因此地面不能使用[4]。平衡缸储气罐为平衡缸提供平衡负载用的压缩空气,可以将气罐安装在距离平衡缸位置较近的上横梁上。设计时,根据平衡缸用气量和压力波动范围计算储气罐的体积,然后对储气罐进行轴向和径向设计,根据不同的安装位置选出合适的外形。如果将平衡缸安装在上横梁内部,则储气罐在设计时不能超过整机高度,同时尽量做高,如图3所示。如果将储气罐安装在上横梁外部,通过支架将其固定,则储气罐在设计时不能超过上横梁的整体宽度,如图4所示。

图3 平衡缸安装在上横梁内部

图4 平衡缸安装在上横梁外部
3.2 完善气动控制系统
平衡缸气动系统包括高压系统和低压系统两部分。其中,高压系统由减压阀、压力表、调压阀、气动先导两位两通电磁换向阀以及手动两位三通换向阀组成。气动系统原理,如图5所示。
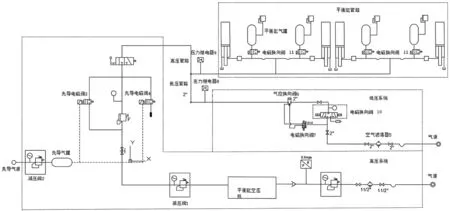
图5 气动系统原理图图
以32 000 kN多工位压力机为例,空气压缩机将平衡缸使用1.6 MPa的压缩空气送入系统,通过减压阀1调定压缩空气的压力,通过减压阀2调定先导阀的开启压力。系统中先导气路中增加了一个小的储气罐,以保证先导电磁阀正常开启。先导电磁阀3起到向系统补压的作用,先导电磁阀4起到自动调整压强的作用,手动两位三通换向阀控制整个高压系统的通断。
平衡缸低压系统采用2寸的大管径钢管与高压系统气源管相连接。整个低压系统进气口与工厂气源(工作压强0.55 MPa)连接,通过空气过滤器5等必要的辅助设备接入平衡缸控制系统。低压系统末端安装有气控的气控换向阀6、双电控换向阀7用来控制气控换向阀6的开关。压力继电器8、压力继电器9用于检测平衡低压供气管路中的压力。当压强低于0.9 MPa时,气控换向阀阀处于打开状态,系统快速充气,将支持平衡缸工作的4个储气罐填满;当压强高于0.9 MPa时,压力继电器发出信号,气控换向阀关闭,高压系统接入,对平衡缸储气罐加压,以满足对压缩空气的工作压强要求。当设备需要检修排气时,高压系统排气将系统压力释放,压力继电器9检测系统工作压强低于到达0.9 MPa,电磁换向阀10得电,气控换向阀打开,电磁换向阀10从充气状态切换到排气状态。此时,高压管路与低压管路共同排气,大大缩短了排气时间。
3.3 针对检修设备优化系统结构
根据平衡缸管路原理,在每一个储气罐的进气口都加装电磁换向阀11。当系统供气时,电磁换向阀处于开启状态;设备正常工作时,电磁换向阀处于常闭状态[5]。检修时可以实现单个储气罐的自动排气与充气,保证系统可以更快地恢复生产。在原来安装在上横梁储气罐下方的截止阀后增加排污管路,集成到立柱便于工人可以操作的位置。这种优化方式既减少了日常操作工人的劳动强度,又能够满足在横梁上维修管路的需求。
4 结语
采用上述技术方案,系统能够实现由低压系统快速充气、高压系统提高压强的高低压共同供气。与常用的由空压机单独供气方式相比,设计的方案缩短了系统的充气时间,提高了生产效率。储气罐的进气与排气采用自动控制,可以实现故障检修时的单控单排。目前,该系统正在申请国家实用新型专利,并且已成功应用在广东、北京等制造厂商购买的多工位压力机设备。经过实际使用验证和信息反馈,该系统可以缩短系统的充气时间,提高生产效率,确保系统的供气稳定。
猜你喜欢
上海节能(2022年4期)2022-10-13
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
重型机械(2020年3期)2020-08-24
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
电子制作(2016年19期)2016-08-24
工业炉(2016年6期)2016-04-10
船海工程(2015年4期)2016-01-05
锻压装备与制造技术(2015年2期)2015-06-26
