
覆盖件修冲模废料屑产生原理解析及解决对策
2021-07-30 02:52朱油福田卓华北汽福田汽车股份有限公司
锻造与冲压 2021年14期
文/朱油福,田卓华·北汽福田汽车股份有限公司
汽车覆盖件冲压作业过程,外板件经常受困于表面硌伤。无论清理模具还是返修产品,不仅浪费压机台时和返工时间,而且返工过程对外板表面容易造成二次伤害。本文基于分析废屑产生机理及危害,设计出浮动废料刀,彻底避免撕裂、空切,从此修冲模不再产生废料屑。
车身覆盖件冲压生产现状
无论冲压自动线还是手动冲压线,在冲压作业时,修边模废料刀附近经常出现废料屑,如图1 所示。废屑随着工件搬运气流携带、飘落、扩散在模面,导致产品表面硌伤。为实现冲压自动线较高的生产节拍,强大的气流携带废屑密集漂流、传播更远,危害极大。

图1 修边模产生的废料屑
随着现代冲压件质量标准的提升,外板件不允许硌伤,内板件也不允许硌伤。因此,为规避废料屑产生,常采用停线清理、维护,或产品离线手工打磨,造成机台工时和人工返工浪费。
废屑产生的原理
传统修冲模设计结构决定了修切时必然产生废料屑和针刺。图2 为修冲模废料刀结构,废料切断刀由上刀体、下刀体构成。为实现修边分离,下刀体刀背局部低于产品型面(零面),一般设计4 ~5mm,相应的,上刀背也要比零面低相应距离,即上刀局部比上型面长出4 ~5mm。冲压作业时,上模下降,首先接触工件表面的是上刃长出零面的刀刃,但下型相应部位虚空,初始剪切不是上下刃纯剪切,而是撕裂。随着上模下降,撕裂扩展延长,当下降至4~5mm时,废料刀上下刃开始对切。由于撕裂边线的不规则,不平齐、凸凹不一,撕裂口凸出部分剪切掉,出现废料屑、片。随作业量的增加堆积在废料刀附近。如果撕裂较齐、变形较大,则切出针刺。
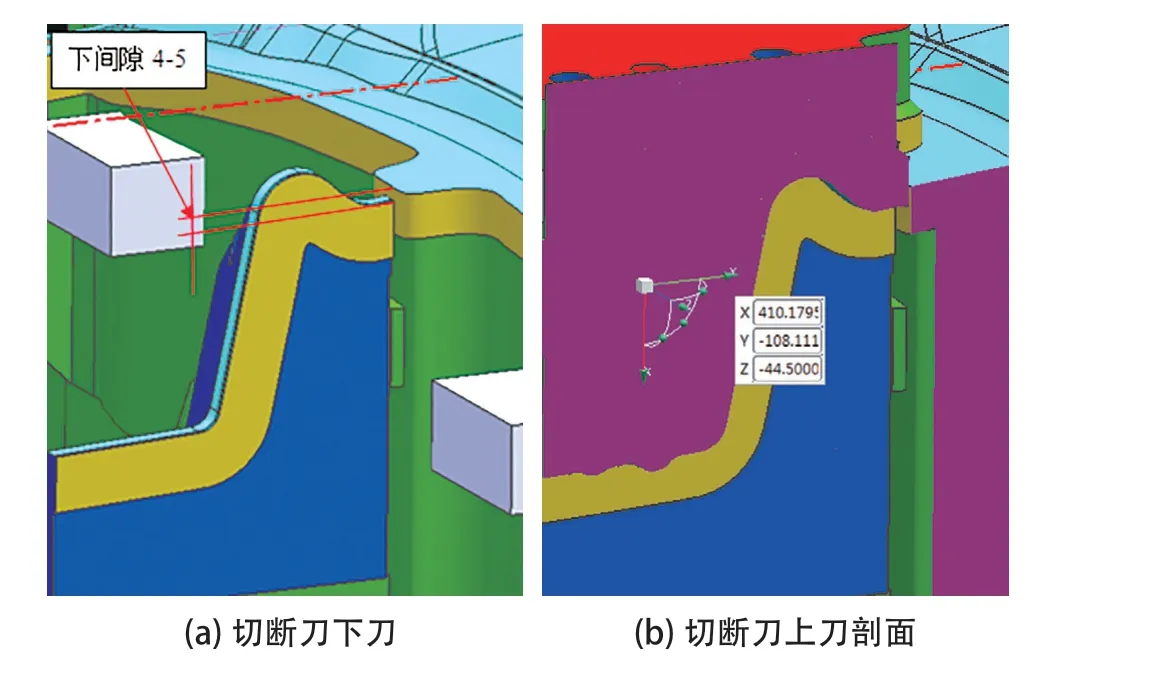
图2 修边冲孔模废料切断刀结构
每冲压一个批次(500 ~1500 件),修冲模废料刀附近会堆积大量铁屑。其实,第一件修冲,就会出现废屑,只是废屑小、量少,不易察觉。
模具废料刀附近是废屑集中部位,外覆盖件模具经常需要清洁保养,以降低或减弱表面硌伤。相对而言,模具冲洗喷淋效果较好。但无论怎样清洁,也难以从源头彻底杜绝。
废料屑常规解决办法
为减弱硌伤危害,通常模具设计或冲压作业采用以下几种方法。一定程度上,减轻了硌伤危害程度,但是,只能减缓,不能杜绝。
废料切断刀预留间隙
修边模下刀体距离下刀刃壁留1.5 ~2.0mm 的间隙,近年来在一些模具上间隙扩大到5 ~6mm。图3 所示为废料切断刀端头与修边刀之间的间隙。
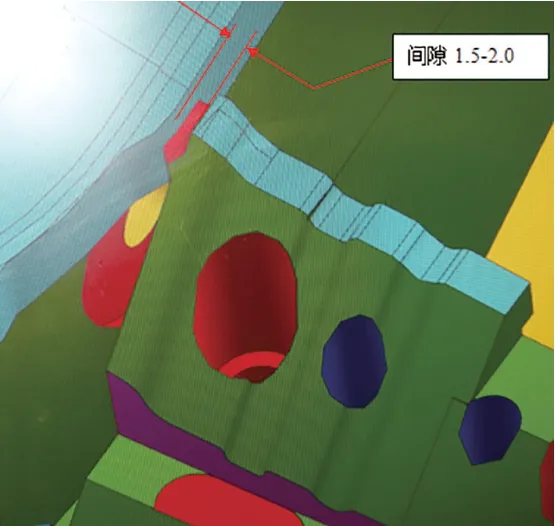
图3 废料切断刀端头与修边刀之间的间隙
此间隙的优点:让修切废料屑从间隙落下,远离工件表面,致力于减弱废屑大量扩散漂移。
缺点:废料屑堆积增厚,依然有飞屑漂移到模具表面。
废料刀涂抹粘结剂
下模废料刀尖附近,或间隙下部涂抹黄油,将废屑粘住,使其不易随气流漂移。但是吸附有限。随着生产量累积,废屑积多后,表层远离油膜,依然漂移。仅为冲压生产临时解决措施。
缺点:一般用黄油粘结,每次要涂抹,同时加大了模具线下飞屑的清除难度。
废料二次切断
图4 为废料二次切断刀。发罩外板修冲模送件侧设计二切结构,一切两组废料刀设置在修边模前侧;二切远离一次修边线。第一次修边废料靠重力滑到二次废料切断刀处,等待第二次切断成三件。二切的两组废料刀属于纯剪切,没有撕裂,没有废屑产生。
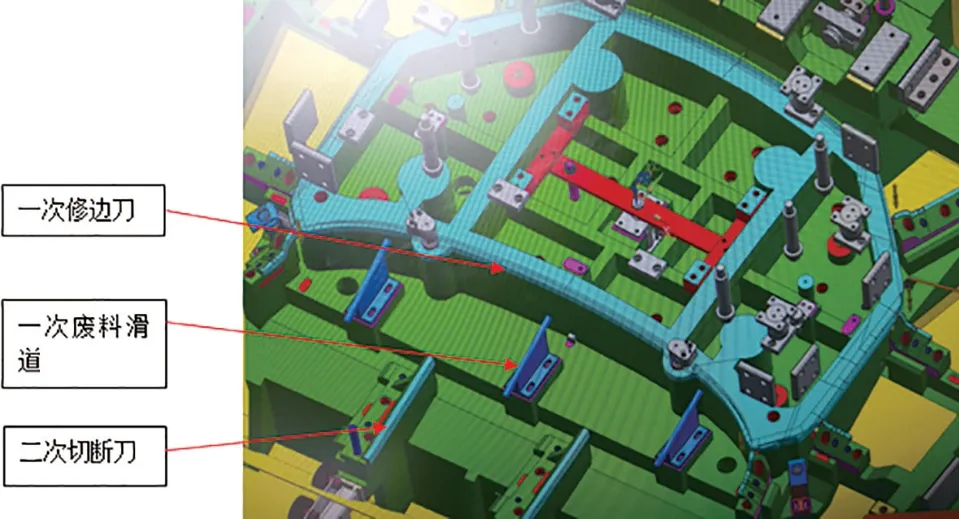
图4 废料二次切断刀结构
此结构的优点:在送件侧,两组废料刀无废屑。但是,发罩外板四周正修废料刀10 组(不计侧修部位),只规避了两组废料切断刀无废屑,其他正切废料刀依然产生废屑,废屑总量减少了20%。
可能会有人问,在模具的左右侧也可以设计二次切断废料刀啊?答案,不可以。因为第一次修切废料靠重力向左右下滑,滑道斜度终点下降较低,二切废料向前后方向下滑,滑板角度受到压抑,很难保证标准25°。
也有人讲,在保证所有下滑角度底线前提下,只需增加下模中心高度,可以解决此困境。但是,大型覆盖件模具闭合高度本身不会低于1200mm,再增加受压力机最大安装高度限制。所以,这种结构优先选在模具前后侧。实践中从未见到左右侧设计二次切断结构。
二次切断缺点:(1)模具结构增大,第二次切断刀座占用的空间大,增大了模具前后尺寸,开模成本增加。(2)一次废料下滑不受控,偶有废料上带翻身,离开需要的姿态,切断或下滑受阻。作为自动线模具,风险极大。
多工序修边
外板件安排两次纯修边,第一次修掉一部分,第二序修掉剩余的部分。图5 为多工序修边,也叫插花修,无废料切断刀,零废屑。如果产品结构复杂,工序较长,工艺设计可合理安排两序修边。这种结构比较常见,比如车身侧围、翼子板、顶盖等,基本工序在四序或以上,有充足工序,天然安排插花修边。

图5 多工序修边
遗憾的是,有充足的工序,现实中偶有集中一序修切,造成面品硌伤、效率低下,很遗憾。究其原因,可能是设计师很少知道冲压生产线的现状和痛点。
已经知悉废屑危害,尚未掌握浮动废料刀前提之下,或该方案未出台,冲压工艺设计中,即使产品结构简单,为规避废屑,依然采用多工序修边。美其名曰,没有废料屑。其不知,牺牲的是主机厂的成本。
缺点:有接刀坎,修边线不连续;若刻意加序规避废屑,多一序修冲,多一套模具,成本较高。
浮动废料刀
原理
保持常规废料刀结构不变,改造上废料刀相对的修边刀,就可实现纯切断。上废料刀刃带旁设计一块浮动刀,浮动刀刃带和废料刀等高,可以规避废料切断空切、撕裂。如没有浮动刀块,常规结构是,此部位自然比切断刀低4 ~4.5mm。
压机滑块下降,浮动刀和废料刀先接触板件,废料和工件分离;上模继续下降,浮动刀接触下刀背退让,废料刀切断废料、排出。
结构
如图2 中的下废料刀和上废料刀,在此基础上,加以改造。上废料刀相对的修边刀增加一小块,此块采用弹性结构,这样可实现废料纯修边、纯切断,无撕裂、零废屑,浮动废料刀结构如图6 所示。
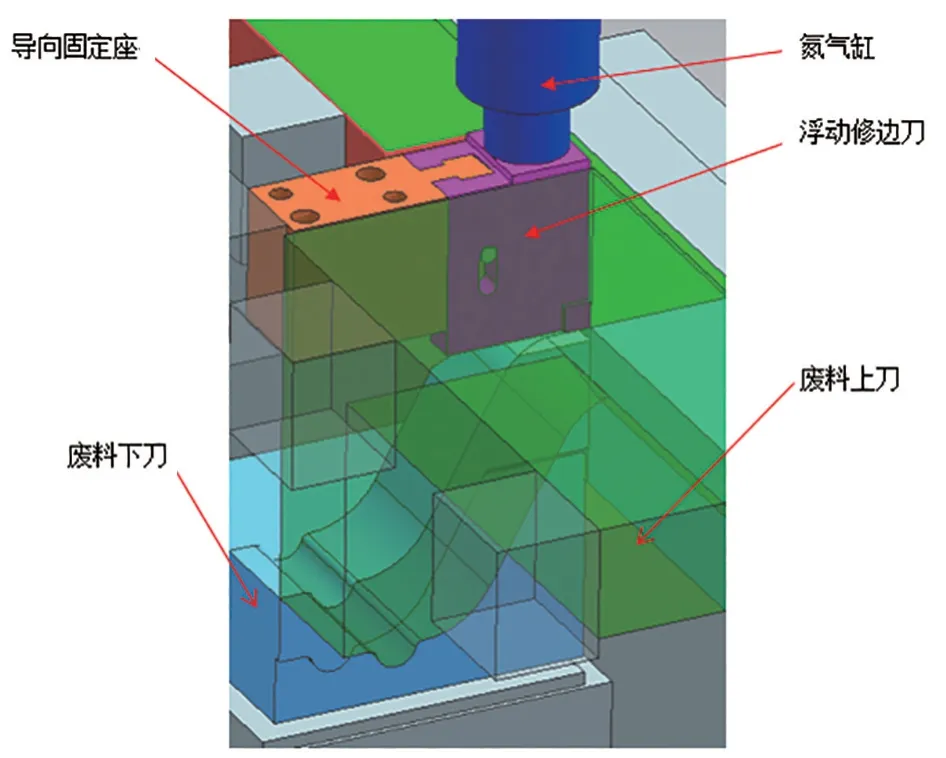
图6 浮动废料刀构成
浮动废料刀剪切力计算
浮动废料刀是上模修边切刀的一部分,刃带和上废料刀等高,浮动切刀块接触工件板面,修离废料,上模降低,刀体浮动退让,上模继续下降,上、下废料刀实现对切。
由于修边及废料切断均是纯剪切,没有撕裂带,就没有撕裂带二次剪切,完全避免了废料屑的产生。
剪切力计算:
(1)浮动切刀刃带长40mm,所修切的工件材质DC03-06,抗拉强度27kg/mm2,剪切强度近似抗拉强度。
工件材料厚度、剪切力分别为0.8mm,864kg;1.0mm,1080kg;1.2mm,1296kg。
(2)氮气缸GSCB50-15,初始承载,1530kg;
(3)浮动刀体靠氮缸压力修切,上模下降4.0 ~5.0mm,开始切断废料,浮动刀行程4.0 ~5.0mm,氮缸行程15mm,有充足安全余量。
优点
(1)采用浮动废料刀,无论手动冲压线、还是冲压自动线都不用停线清理废屑,生产效率高。
(2)产品表面无废料屑硌伤,无人工返修打磨工时,更无产品二次伤害。
(3)产品表面无返修打磨痕。
(4)生产结束,模具免维护或少维护。
有几处浮动刀,就多了几处维护保养点。
浮动废料刀每次冲击下废料刀背,两者之间夹有一层板料,有较强的缓冲作用。但是数十万次以后,下废料刀背可能局部变形,剪切间隙减小,可以用油石去掉下废料刀变形部分。
浮动刀块采用Cr12MoV,强度高,硬度高,十分安全。为防止下废料刀背冲击变形,可以在刀背被冲击面设计冲击垫,垫高2.0mm,边界离开修边刃带2.0 ~3.0mm。
浮动刀块硬度58 ~60HRC,其导向靠导向固定座的矩形槽,导向凸面设计油槽;固定座材质45#钢,调质处理,挂销承担浮动块自重并防止下脱。
浮动刀块和相邻上废料切刀和修边刀间隙0.03~0.05mm。
导向结构可以设计燕尾槽,根据装配结构灵活变通。
缺点
线下维护模具,浮动刀检查需列入保养表格。观察下废料刀刀背是否冲击变形,还有浮动刀所用氮气弹簧。
使用效果
浮动废料刀无撕裂,纯修切,零废屑,图7 为前围外板使用浮动废料刀效果。图7(a)为冲压完成的工件尚未拿走,废料刀附近修边线未见塌边,说明和正常修边刃口一样,是纯剪切,无撕裂,自然没有废屑和针刺。图7(b)为另外一组废料刀,工件已移除。仅有的两组浮动废料刀,任何一组刀体都是表面洁净、一尘不染。
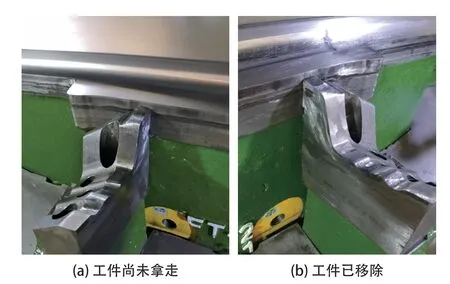
图7 前围浮动废料刀很洁净
结束语
覆盖件修冲模,尤其是外覆盖件修冲废料刀产生大量废屑,污染模具、硌伤产品,经常导致停线清理,工件返修。本文介绍常见的几种预防废屑的设计方案和对策,详细分析对比了各种方案的优缺点,可供模具开发设计参考借鉴。值得推崇的浮动废料刀,彻底解决了废料刀废屑的产生,对于大型覆盖件外板模具,特别是冲压自动线生产提质增效具有积极意义。
猜你喜欢
锻造与冲压(2022年20期)2022-11-08
军民两用技术与产品(2022年8期)2022-10-10
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
模具制造(2022年3期)2022-04-20
锻造与冲压(2021年12期)2021-07-01
中国外汇(2019年19期)2019-11-26
小资CHIC!ELEGANCE(2018年34期)2018-11-13
军事文摘·科学少年(2018年5期)2018-09-29
现代职业教育·高职高专(2017年11期)2017-10-19
