
不锈钢激光深熔焊熔池动态行为数值模拟
2021-08-09 10:53何林基张天雷徐刚马春伟
智能计算机与应用 2021年3期
何林基 张天雷 徐刚 马春伟
摘 要: 考虑激光深熔焊过程中存在对流、辐射、热传导等传热过程以及蒸汽反冲作用力,表面张力,热浮力等力学过程,采用移动旋转高斯体热源来简化焊接的热过程,使用VOF方法跟踪自由界面,通过焓孔隙法实现焊接过程的凝固熔化,同时采用连续表面张力模型将蒸汽反冲作用力转化为在一定厚度上连续的作用力。建立数学模型,获得了奥氏体不锈钢深熔焊接过程中动态熔池的溫度场以及流场分布。结果表明小孔存在周期性的震荡,小孔壁面在蒸汽反冲作用力、表面张力、流体静压力下形成凸台。凸台再随着小孔周期性的震荡则会形成气孔,产生缺陷。焊接试验的焊缝横截面熔合线同模型计算结果相吻合,验证了模型的可靠性。
关键词: 激光深熔焊;熔池流场;小孔行为;熔池震荡
文章编号: 2095-2163(2021)03-0124-07 中图分类号:TG402 文献标志码:A
【Abstract】Considering the heat transfer process such as convection, radiation, heat conduction and steam recoil force, surface tension, thermal buoyancy and other mechanical processes in the laser deep penetration welding process, a moving and rotating Gaussian heat source is used to simplify the thermal process of welding, and the VOF method is used to is track the free interface, the solidification and melting of the welding process is realized by the enthalpy pore method, and the continuous surface tension model is used to convert the steam recoil force into a continuous force on a certain thickness. A mathematical model is established to obtain the temperature field and flow field distribution of the dynamic molten pool during the deep penetration welding of austenitic stainless steel. The results show that the small holes have periodic oscillations, and the walls of the holes form bosses under the steam recoil force, surface tension, and hydrostatic pressure. When the boss oscillates with the keyholes, pores will be formed, resulting in defects. The weld cross-section fusion line of the welding test is consistent with the calculation result of the model, which proves the accuracy of the model.
【Key words】 laser deep penetration welding; molten pool flow field; keyhole behavior; molten pool oscillation
0 引 言
作为易于实现自动化控制且具有广阔发展前景的先进焊接技术,激光焊接是一种重要的现代材料加工技术[1],具有大的焊缝深宽比,焊接速度快,工件变形小,热影响的区域小,同时也有着较高的组装精度,较低的焊接杂质含量,良好的焊接接头机械性能等特点[2] 。从上世纪70年代开始,国内外学者即已使用数值模拟方法对激光深熔焊的熔池和熔池小孔的动态行为进行了深入的研究[3]。Ki等人[4-5]考虑到激光焊接过程中材料对于激光的菲涅尔吸收,以及材料蒸发引起的均匀沸腾,建立了三维激光焊接小孔模型。 Volpp等人 [6]基于压力和能量平衡,根据不同的入射光束强度分布,计算不同深度的初始小孔半径。通过使用光线跟踪方法、包括多次反射来改善小孔形状的计算,提出了激光深熔焊匙孔的解析模型。庞盛永[7]采用level set法对熔池的自由界面进行实时的计算,并考虑到表面张力、反冲压力、热毛细作用和保护气体对熔池的作用,建立关于熔池内部流动和小孔的形成过程的数值模型。
综上论述可知,本文即在探讨深熔焊过程中熔池表面的热传导、表面张力、蒸汽反冲压力,热浮力对熔池的作用、以及自由界面的散热结合流体动力学原理的基础上,建立激光深熔焊熔池及小孔的三维瞬态数学模型,对小孔的演变过程以及小孔的震荡行为进行了研究。
1 模型建立
1.1 模型的控制方程
激光深熔焊物理过程异常复杂,其中涉及到材料的熔化与凝固,同时也要考虑金属蒸汽的反冲压力对熔池的挤压从而形成匙孔。为了简化模型,这里给出如下基本假设[8]:
(1)熔池中的液态金属假设为层流且不可压缩。
(2)该材料是各向同性的,热物理性质除沸点外,仅取决于温度。固-液相变时金属液体密度不发生显著变化。
(3)不考虑金属蒸汽、等离子体以及保护气体对熔池的影响。
(4)不考虑熔体与气体间的化学反应。
基于此,进一步给出计算模型的质量、动量、能量守恒的方程具体如下。
其中, A、B0表示与材料相关的常数;U表示每个原子的蒸发潜热;T表示小孔的壁面温度;k表示玻尔兹曼常数。
在自由界面上,由于菲涅尔吸收,辐射以及热对流的作用,自由界面的温度边界条件可以写为:
由于激光焊接过程中的热流密度在厚度方向上递减,因此采用旋转高斯曲面热源模型,即:
其中,η为热效率,本文中取0.7;H为热源高度;R为热源最大有效半径。
1.2 自由界面的追踪与熔化凝固的处理
在计算过程中,气液界面是动态变化的,使用VOF法对自由界面进行追踪,通过求解金属体积分数Φ的连续性方程,可以获得金属体积分数随时间演变的空间分布函数。Φ的值域区间为[0~1],当网格单元体积分数值Φ=1时,单元全部为液态金属相。当网格单元体积分数值Φ=0时,单元全部为气相。当网格单元体积分数值位于0~1时,单元既有液态金属相、也有气相,这些单元所形成的面即为自由界面 [10]。其方程满足:
焊接过程中的相变释放的热能通过液相体积分数法处理,糊状区域的动量损失采用焓-孔隙度法[11]近似。用多孔介质处理相变的控制体,孔隙度等于液相体积分数f1;通过计算每个控制体来计算固液界面。糊状区为液相分数在0~1之间的区域,看作孔隙度从0到1递增的多孔介质,动量损失源Smush满足:
其中,ε为取值很小的常数;Amush为与糊状区枝晶尺寸有关的常数;ν为该单元的速度矢量。
1.3 自由界面力与热能的处理
本文使用连续表面力模型对蒸汽反冲作用力,表面张力等界面力进行转化,其核心思想是将界面上的面作用(压力或剪切力)转化为在一定厚度区域内的连续作用[12]。法向力的CSF计算公式如下:
1.4 边界条件
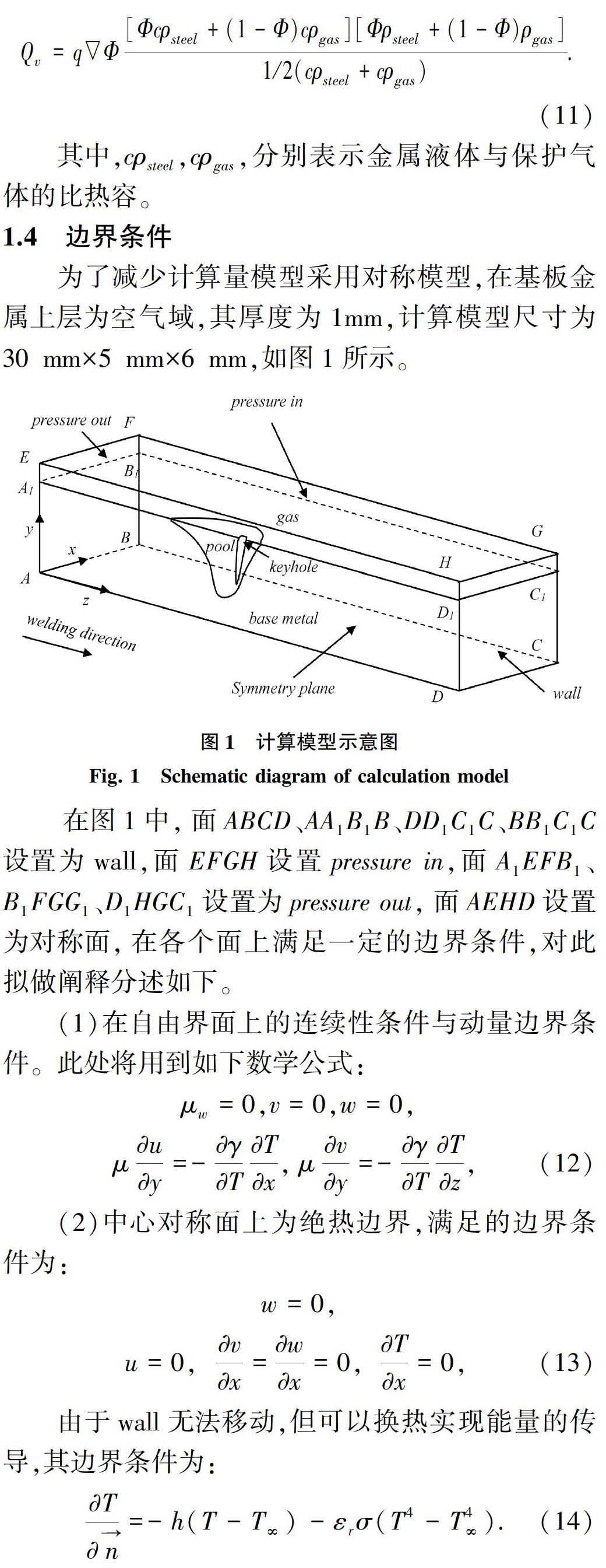
为了减少计算量模型采用对称模型,在基板金属上层为空气域,其厚度为1mm,计算模型尺寸为30mm×5mm×6mm,如图1所示。
在图1中,面ABCD、AA1B1B、DD1C1C、BB1C1C设置为wall,面EFGH设置pressure in,面A1EFB1、B1FGG1、D1HGC1设置为pressure out,面AEHD设置为对称面,在各个面上满足一定的边界条件,对此拟做阐释分述如下。
(1)在自由界面上的连续性条件与动量边界条件。此处将用到如下数学公式:
由于wall无法移动,但可以换热实现能量的传导,其边界条件为:
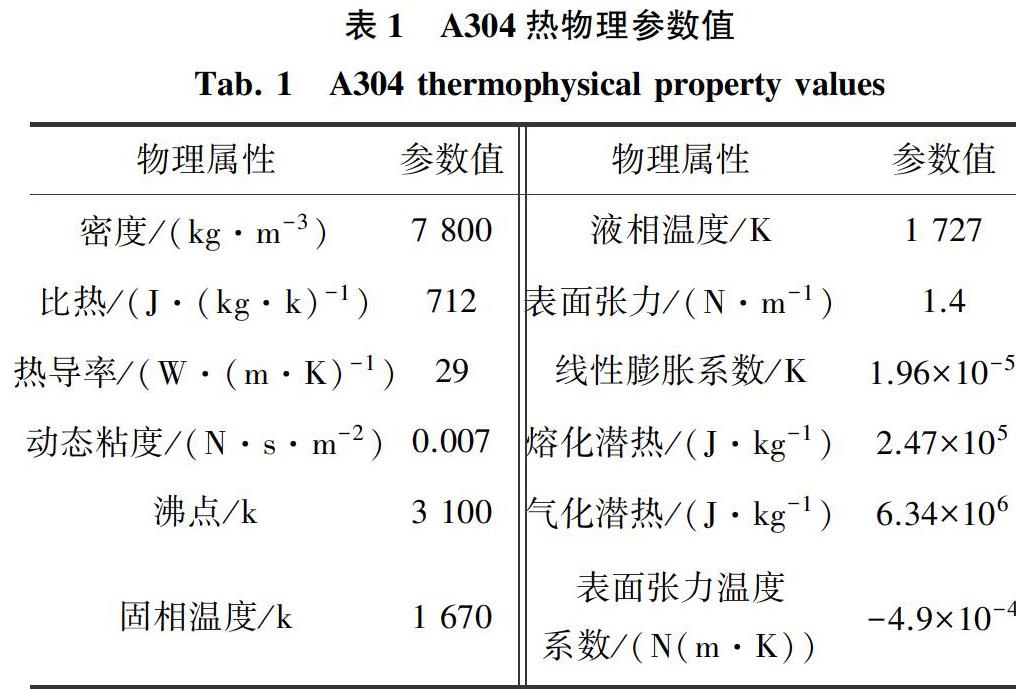
1.5 材料热物理参数
材料为奥氏体不锈钢,主要材料热物理属性见表1。焊接采用光纤激光器,输出功率为3 KW,焊接速度为1.5 m/min,光斑直径为0.8 mm。
2 计算结果及讨论
2.1 焊缝纵截面温度场及流场
图2为焊缝纵截面小孔及温度场演变过程。图2(a)、图2(b)、图2(c)、图2(d )分别为t0、t1、t2、t3时焊缝纵截面的温度场。在t0时刻,焊缝区域并没有小孔的形成。随着持续的热输入的增加,焊缝表面在反冲力的作用下出现明显的下凹, 在t1时出现稳定的匙孔,在t3时刻小孔的尺寸进一步地扩大,深度达到1.5 mm,宽度达到1.2 mm。由公式(5)可知,熔池蒸汽所产生的反冲作用力是随着温度的增加而升高,随着热源的作用时间增加,使得熔池中心温度急剧升高,反冲作用力也随之增加,从而使得小孔深也在增加。
图3为在t2、t3时刻熔池的速度场分布。从图3(a)中,可以看到在小孔的底部的金属液体受到反冲作用力向下流动,并沿着小孔尾部向熔池后部流动。这使得金属液体向下流动,将热量带向熔池底部,增加了熔池的深度。同时,将热量传递到熔池后部,增大了熔池的面积。图3(b)、图3(d)中可以看出熔池中心区域的金属液体在表面张力的作用下向熔池边缘流动。图3(c)中小孔的尾部與前端都存在涡流,沿着小孔壁面向上流动,到熔池上部后在静水压的作用下,向熔池下部流动。同时在小孔的后壁存在一个凸台,由于热源的移动使得熔池后部温度下降,表面张力作用增加,反冲力作用减小,同时受到流体的冲击力等使得金属液体形成凸台。随着热源的移动,小孔尾部形成的凸台向小孔前端壁面倾斜。凸台同小孔前端接触,使得小孔闭合,成一个封闭的空腔,空腔若是在熔池流动的过程中未能运动到熔池表面,就会形成气孔,这是激光焊接过程中常见的缺陷[13]。
2.2 沿焊缝横向熔池温度场及流场
为了研究同一时刻时焊接熔池的温度场以及流场,选取计算时间为0.54 s时焊接熔池的横截面进行观察。选取计算结果的位置如图4所示。
0.54 s熔池横截面温度以及流场演变如图5所示。由图5(a)可知,熔池尾部离激光光源中心较远,熔池的温度开始下降,非中心区域的金属液体开始凝固,使得熔池的面积减小。同时由于焊缝上表面对于熔池金属液体的表面张力作用,使得部分金属液体向焊缝边缘流动,形成回流。图5(b)中,小孔后壁处温度较小孔中心区域较低,但是反冲作用力仍可以对熔池作用,使其产生下凹,同时在表面张力作用下,熔池中心区金属液体向上流动,遇到固相壁面形成回流,使得熔池充分地流动。图5(c)位于热源中心,熔池温度最高,使得中心区域的金属熔化并且等离子体化,金属等离子蒸汽产生的反冲作用力使得金属液体向下流动,形成小孔,同时将热量沿厚度方向传递,达到熔池的最大熔深。图 5(d)位于小孔的前壁,熔池中心区域温度接近小孔中心温度,金属液体在反冲作用力下,向下凹陷变形。
2.3 熔池和小孔的震荡行为
小孔行为对熔池温度场和流场影响很大。小孔深度不同,熔池的形状、温度场分布和流动模式也显著不同 [14]。
图6展示了模拟所得小孔深度以及宽度随时间变化情况。由图6分析可知,小孔几何尺寸的变化是伴随激光光源移动,小孔不断生成,坍缩的过程。从图6中可以看出小孔深度变化与宽度变化是同步的。小孔的形成与坍缩的一个周期大约在10~40 ms之间。小孔最大深度可达到1.6 mm,在1.2 mm到0.8 mm之间浮动。激光焊接过程中的小孔可以分为2个阶段:小孔的快速形成与动态平衡[15]。在开始阶段,材料在激光光源的作用下,开始熔化、蒸发产生等离子体,由此形成的向下的蒸汽反冲力直接作用于熔化的金属上,流动的金属不存在刚度,熔池迅速变形,向下凹陷,形成小孔。同时,流动的金属液体将热能带到了熔池的底部,使得小孔在深度方向进一步拓展。当小孔达到一定深度后,材料的熔化与蒸发消耗了大量的热量,随着激光光源的移动,使得在厚度方向上能量密度下降,反冲作用力也随之降低,同时在表面张力、流体的静水压力的作用下,使得小孔无法维持并闭合。在反冲力、表面张力、流体静压力的平衡过程中,小孔处于动态平衡。直到沿厚度方向上的能量密度上升,小孔深度开始增加,并重复上过程。
2.4 实验验证
为了验证模型预测的可靠性以及提升预测精度,对模拟过程进行了工艺试验,利用焊缝横截面熔合线的位置、熔池深度以及熔池宽度校准并验证模型的准确性。图 7 展示了焊缝横断面形状计算结果和实验结果的对比情况。
从图7中可见,计算熔合线形状和实验结果吻合较好,表明建立的激光深熔焊接模型可以较为准确地预测该激光焊接过程传热和熔池流动的特点,对于焊接过程有更直观的研究。
3 结束语
(1)本文考虑焊接过程中反冲压力、表面张力、流体静水压力等作用,通过有限元建立了激光深熔焊熔池的计算模型,试验验证同计算结果吻合。
(2)激光深熔焊过程中熔池形成的小孔并非几何规则,是反冲作用力、表面张力、流体静压等力不断平衡的结果。小孔壁面所形成的凸台的行为可能会导致气孔的产生。
(3)激光深熔焊接的过程中,是伴随小孔的形成与动态平衡的过程,熔池的尺寸的变化同小孔的尺寸变化是相关的。
参考文献
[1] 邓集权. 激光深熔焊接小孔和熔池动态行为的模拟与试验研究[D]. 长沙:湖南大学,2016.
[2] 霍厚志. 激光深熔焊过程仿真技术研究[D]. 太原:太原科技大学,2012.
[3] 夏胜全,何建軍,王巍,等. 激光深熔焊熔池三维瞬态行为数值模拟[J]. 中国激光,2016,43(11):1102004(1)-(12).
[4] KI H, MAZUMDER J, MOHANTY P S. Modeling of laser keyhole welding: Part I. mathematical modeling, numerical methodology, role of recoil pressure, multiple reflections, and free surfaceevolution[J]. Metallurgical and Materials Transactions A,2002,33:1817-1830.
[5] KI H, MAZUMDER J, MOHANTY P S. Modeling of laser keyhole welding: Part II.simulation of keyhole evolution, velocity, temperature profile, and experimental verification[J]. Metallurgical and Materials Transactions A,2002,33:1831-1842 .
[6] VOLPP J, VOLLERTSEN F. Analytical modeling of the keyhole including multiple reflections for analysis of the influence of different laser intensity distributions on keyhole geometry[J]. Physics Procedia,2013,41:460-468.
[7] 庞盛永. 激光深熔焊接瞬态小孔和运动熔池行为及相关机理研究[D]. 武汉:华中科技大学,2011.
[8] 吴向阳,徐剑侠,高学松,等. 激光-MIG复合焊接热过程与熔池流场的数值分析[J]. 中国激光,2019,46(9):0902003(1)-(12).
[9] MATSUNWA A, SEMAK V. The simulation of front keyhole wall dynamics during Laser welding[J]. Journal of physics D,1997,30(5):798-809.
[10]MENG Xiangmeng, ARTINOV M, BACHMANN M, et al. Experimental and numerical assessment of weld pool behavior and final microstructure in wire feed laser beam welding with electromagnetic stirring[J]. Journal of Manufacturing Processes,2019,45:408-418.
[11]AI Yuewei, JIANG Ping, WANG Chunming,et al. Experimental and numerical analysis of molten pool and keyhole profile during high-power deep-penetration laser welding[J]. International Journal of Heat and Mass Transfer,2018,126(Pt A):779-789.
[12]孟祥萌. 高速GTAW焊缝表面成形缺陷的形成机理及其抑制措施[D]. 济南:山东大学,2017.
[13]巩水利,庞盛永,王宏,等. 激光焊接熔池动力学行为[M]. 北京:航空工业出版社,2018.
[14]CHEN Minghua, XU Jiannan, XIN Lijun, et al. Effect of keyhole characteristics on porosity formation during pulsed laser-GTA hybrid welding of AZ31B magnesium alloy[J]. Optics and Lasers in Engineering,2017,93:139-145.
[15]吴向阳,徐剑侠,高学松,等. 激光-MIG复合焊接热过程与熔池流场的数值分析[J]. 中国激光,2019,46(9):0902003(1)-(12).
