
水热法在废弃油基钻井液含油污泥脱水处理中的应用*
2021-08-13 09:14张羽臣林家昱董平华张磊岳明谢江浩郭小明任安琪
能源化工 2021年3期
张羽臣,林家昱,董平华,张磊,岳明,谢江浩,郭小明,任安琪
[1. 中海石油(中国)有限公司天津分公司,天津 300459;2. 中海石油环保服务(天津)有限公司,天津 300457]
随着海上油田大斜度井、大位移井的等高难度井的不断增多,油基钻井液越来越成为降摩减阻型钻井液的首选。油基钻井液在钻井作业的过程中会产生含油钻屑、含油混浆、含油污泥等含油危废,其中含油污泥主要沉积于沉砂池或循环池底部,与现场处理水基钻井液泥浆池底部沉积不同,油基钻井液沉砂池含油污泥不可排放,目前只能运回陆地处理,而具有处理油基钻井含油污泥的企业资质较少,处理技术还均不成熟,处理难度较高。
含油污泥除了油、水及固体废物等一般常规的物质外,还含有一些有毒有害的物质和其他难以处理的组分,直接排放会对周边的农田、水环境和空气有较大的危害,在国内外均被列为危险废物[1-2]。目前,国内外含油危废常见的处理方法有:焚烧法[3]、热解法[4]、生物处理技术[5]、水热法[6]等。其中,焚烧法和热解法处理虽然效率高,但具有成本高且易造成环境二次污染等问题[7];生物处理技术虽然处理成本能耗低,但处理周期长,受工艺影响较大,后续发展空间较小[8]。水热法具有处理含油污泥处理效果好、污染小和处理成本低等优势,具有较好的应用价值和发展前景[9]。
采用水热法处理油基钻井液泥浆池底部沉积的含油污泥,降低含水率从而实现对含油污泥的减量化处理,探讨处理条件对水热处理后含油污泥性质的影响,为后续油基钻井液废弃物的资源化利用提供理论依据。
1 含油污泥水热法试验
1.1 试验材料及仪器
含油污泥为国内某大型油气田开发企业的油基钻井液沉砂池罐底污泥,质地黏稠、黑褐色、具有浓重的呛鼻性气味,静置后会出现轻微的液固分层。含油污泥(w)的含水率为70.62%,挥发分为10.53%,灰分为15.79%,固定碳为3.06%。
试验水热载体为0.5 mol/L的 NaOH溶液,主要试验仪器见表1。
表1 主要试验仪器
1.2 试验方法
在微型反应釜中放入50 g含油污泥试样,然后加入一定体积的水热载体,密闭反应釜,确保在反应过程不泄压,不漏气。调整好转速,加热速率,待达到所设定的温度后,开始充压,然后在5 MPa的氮气氛围下开始计时。到预定时间后,关闭气瓶,停止加热自然冷却,打开排气阀,开始排气。待反应釜温度降到室温后,旋开反应釜,将罐内的固液进行收集。取出的固液离心后实现固液分离,固体(油泥残渣)待测,沉淀经压滤脱水后即为最终减量化处理后的含油污泥。
1.3 分析方法
检测含油污泥的处理效果主要有热重分析法、工业分析法及傅里叶红外分析法。热重分析法是采用热分析仪检测油泥残渣在高温下的稳定性,温度为25~850 ℃。工业分析主要对油泥残渣的水分、灰分、挥发分及固定碳进行分析。傅里叶红外分析法是采用Tensor-27 傅里叶红外变换光谱仪对油泥残渣的表面官能团进行检测,检测波数为500~4 000 cm-1,分辨率为4 cm-1。
对于含油污泥减量化率计算公式见式(1) 。

式中:w——含油污泥减量化率,%;
m1——处理后含油污泥的固含率,%;
m2——处理及压滤后泥饼的固含率,%。
2 结果与讨论
2.1 含油污泥的热重分析
含油污泥的热重分析结果见图1。
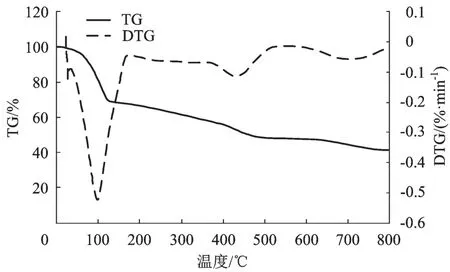
图1 油泥的TG-DTG曲线
由图1可见:含油污泥的处理中质量减少过程主要分为3个阶段,分别为挥发阶段、一次失重和二次失重阶段。挥发阶段对应的温度为25~105 ℃,主要是水分及一些低沸点烷烃类物质的挥发,失重率为31.39%,占总失重量的58.75%,也是3个阶段中失重最大的阶段,表明含油污泥中的含水量和容易溢出的小分子化合物所占的比率较大,因此对含油污泥的减量化处理,需要重点关注挥发阶段。一次失重对应的温度为105~550 ℃,在该阶段含油污泥中的有机物直接挥发或者经高温作用裂解为相对较小的有机物挥发出来,失重量为21.04%。二次失重阶段对应的温度区间为550~780 ℃,该阶段主要是经热处理后的含油污泥残渣中无机碳酸盐等发生分解反应,失重量仅为6.32%。
2.2 水热法处理含油污泥工艺条件考察
2.2.1 水热温度的影响
在反应时间为120 min,固液比为1∶10,水热载体为0.5 mol/L NaOH溶液的试验条件下,考察反应温度对含水率的影响,结果见图2。
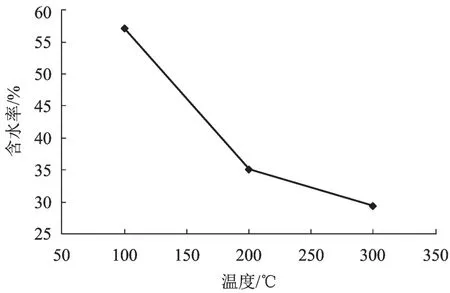
图2 反应温度对含水率的影响
由图2可见:随着温度的升高,含油污泥的含水率呈下降趋势。100~200 ℃时,含水率下降幅度较大,由57.12%下降至35.20%;200~300 ℃时,含水率下降速率变小,由35.20%下降至29.48%。考虑节能方面的因素,水热反应温度优选200 ℃。
2.2.2 固液比的影响
在反应时间为120 min,反应温度为200 ℃,水热载体为0.5 mol/L NaOH溶液的反应条件下,考察固液比对含水率的影响,结果见图3。
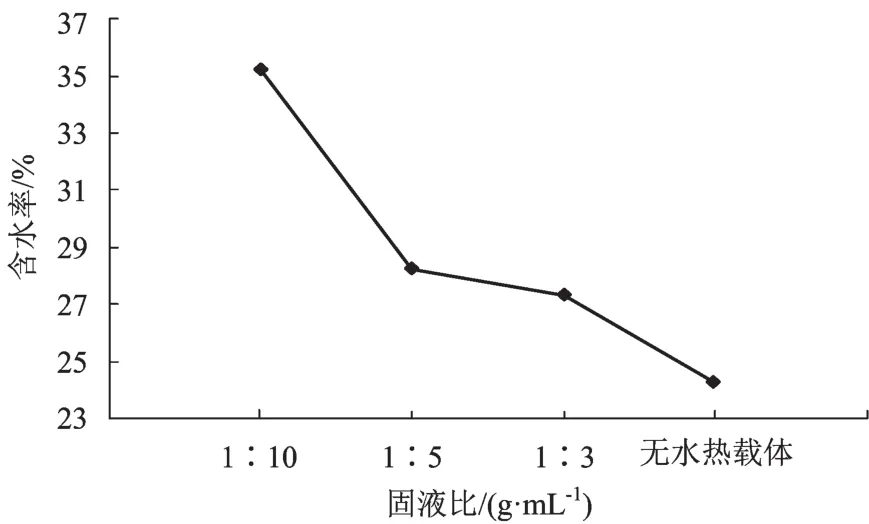
图3 反应固液比对含水率的影响
由图3可见:随着固液比的增大,含油污泥的含水率逐渐下降,但是当固液比从1∶5增大为1∶3时,发现含水率的下降趋势并不明显。当无热水载体存在时,含油污泥中的含水率显著降低至24.37%。由于油泥本身的含水率就很高,因此利用油泥自身所含水分来充当水热反应中的介质进行水热反应就已足够,进而确定含油污泥的最佳固液比为油泥本身,不用外加水热载体。
2.3 水热处理含油污泥的减量化效果
经测量分析,原始含油污泥的含水率为70.62%,挥发分为10.53%,灰分为15.79%,固定碳为3.06%,在反应时间为120 min,反应温度为200 ℃,无热水载体条件下,进行了含油污泥处理试验,并对比其他温度及固液比条件下不同水热条件处理后,水分含量均有不同程度降低,见表2。
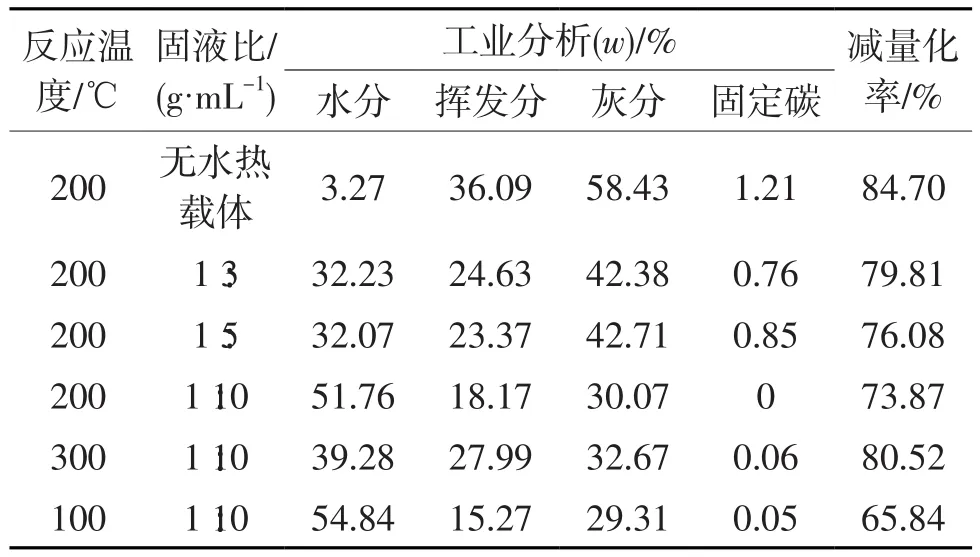
表2 不同水热条件处理后含油污泥工业分析的变化情况
由表2可见:当水热温度为200 ℃,无外加水热载体,反应时间为120 min时,含油污泥的水分含量仅为3.27%,而随着固液比由1∶3减小到1∶10,随着水热载体加量的增大,含油污泥的水分含量由32.23%上升至51.76%。这是由于在水热过程中,利用水热载体将大分子有机物从含油污泥中的难溶固体中脱离并发生水解,同时与大分子有机物结合的水分子也被释放,从而降低含油污泥的含水量。
在固液比为1∶10的反应条件下,含油污泥的减量化率随着反应温度的升高而提高。相较于300℃的减量化率80.52%,在200 ℃不添加水热载体的情况下,具有更高的减量化率84.70%。
2.4 水热处理后的FT-IR分析
通过上述对比,可以发现当水热温度为200 ℃,无水热载体时,含油污泥的水分含量是最低的,而且减量化率是最高的,因此将其与原始含油污泥进行FT-IR对比分析,观察水热处理前后含油污泥的官能团变化情况,见图4。
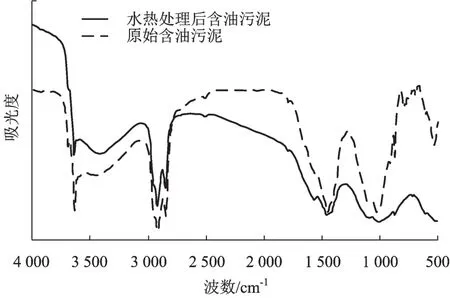
图4 水热处理前后含油污泥的FT-IR图谱
由图4可见:水热处理前后官能团的变化主要是以波数872 cm-1为分界点,在高于872 cm-1时官能团均未发生改变,主要是以—OH,C—H,C—O为主,而低于872 cm-1时,水热处理前存在链状的官能团,可能是一些聚合物,而水热处理后链状官能团消失,表明水热反应能够促进无机物大分子的水解,该结论和水热反应降低含油污泥的水分含量原理相符合[10]。FT-IR图谱中对应的主要官能团见表3。

表3 FT-IR图谱中对应的主要官能团
3 结论
1)对水热处理含油污泥的影响因素进行考察,得出最优的水热温度为200 ℃,在不添加水热载体条件下,含油污泥的减量化率最大达84.70%;温度的升高和固液比的增大大都是有利于促进含油污泥的减量化处理的手段,相对于反应温度,固液比在含油污泥脱水过程中影响更大一些,对后续油基钻井液含油污泥的工程化处理提供了指导意义。
2)水热法在降低含油污泥的含水率及含油污泥的减量化方面效果较好,但是含油污泥中仍存在少量的矿物油,可能会对动植物及环境造成较小的危害,因此后续应重点研究含油污泥中矿物油的处理方法。
猜你喜欢
油气田环境保护(2022年3期)2022-07-04
上海航天(2022年2期)2022-04-28
润滑油(2021年3期)2021-06-15
ViVi美眉(2020年3期)2020-10-20
建材发展导向(2019年17期)2019-12-20
宇航总体技术(2019年5期)2019-10-11
时代汽车(2018年6期)2018-07-15
科学与财富(2017年18期)2017-07-09
中国市场(2016年41期)2016-11-28
科教导刊·电子版(2016年16期)2016-07-18
