
高压辊磨机柱钉辊面维保技术探索与实践
2021-08-23 01:06孙永生
现代矿业 2021年7期
孙永生
(中信重工机械股份有限公司)
硬质合金柱钉有极高的硬度、强度和耐磨性,自应用到高压辊磨机辊面后,极大地提高了辊面的使用寿命[1]。柱钉辊面在使用的过程中,若出现了如磨损过快、断钉、崩角等早期失效形式,如不能及时修复,将会造成辊套过早报废,造成巨大经济损失。近年来,高压辊磨机柱钉辊面维保技术受到人们的高度重视。
1 高压辊磨机柱钉辊面
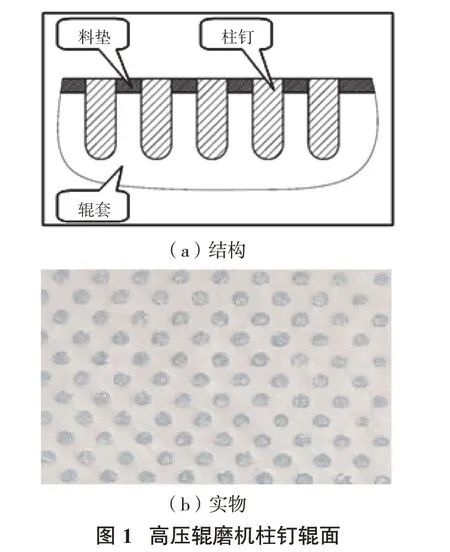
高压辊磨机柱钉辊面是使用硬质合金制作成的特殊形状的柱钉,按照一定规律镶嵌在辊套本体上,形成柱钉辊面。由于硬质合金有极高的硬度、强度和耐磨性,硬质合金镶嵌到辊套本体上形成耐磨面框架,同时间距布置的柱钉中间留有一定的间隙,在挤压物料的过程中,物料被挤压成密实的料垫留在辊套上,柱钉和料垫对辊套形成了一层坚实的保护膜。在高压辊磨机运行过中,形成了物料与物料,柱钉和物料间的挤压和摩擦,而辊面本体却不受磨损,从而大大提高辊套的使用寿命。高压辊磨机柱钉辊面见图1。
2 柱钉辊面失效形式
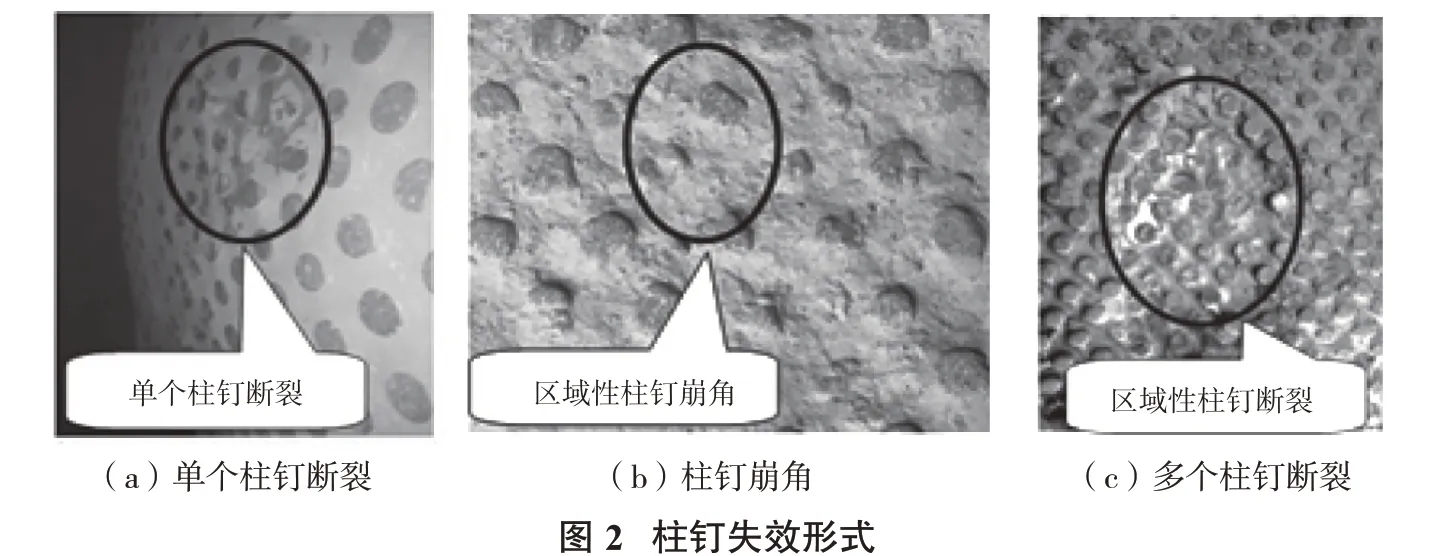
高压辊磨机柱钉辊面相比市场上的堆焊辊面和复合辊面寿命更长,不仅减少了现场对辊面的维护,同时也提高了高压辊磨机的运转率,降低了企业的综合运营成本。但柱钉辊面在使用的过程中,出现了一些柱钉失效形式(图2)。柱钉辊面失效形式主要有3种:①柱钉磨损过快或中部区域磨损过快。由于高压辊磨机现场使用问题或柱钉选择的材质不合适,导致柱钉整体磨损过快或局部磨损过快,磨损快的柱钉,辊面很难形成料垫,导致辊套基材的加速磨损,最终导致辊面失效。②柱钉断裂。柱钉断裂是最常见的柱钉损坏形式,断裂后的柱钉无法形成料垫,继而使其周围柱钉也发生断裂,依次恶性循环,导致辊面出现深坑进而失效。③柱钉崩角。柱钉崩角是柱钉未断裂,但柱钉圆周出现块状剥落。
通过对柱钉材质的选择,可有效避免第1种柱钉失效形式的出现,但柱钉断裂和崩角可能是因为柱钉材质问题,也可能是现场物料块度过大或过铁导致。因此,所有的高压辊磨机柱钉辊面均有柱钉断裂和崩角现象存在。
3 柱钉辊面维保技术
柱钉辊面整体使用寿命较高,当出现局部的失效时,若能够及时修补,则可避免辊面的整体损坏。同时,由于柱钉使用的材质一般为钨钴类硬质合金,原材料价格十分昂贵,辊面一旦整体损坏,对用户造成的损失较大,因此柱钉辊面的维保技术研究显得极其重要。近年来,经过多年的经验积累,市场上出了以下几种柱钉辊面维保技术。
(1)针对辊面的柱钉大面积脱落和断裂情况,张海燕等[2]研究使用高碳高铬铸铁型堆焊焊丝ZD501,该种焊丝有较好的抗冲击和抗剥落性能。修复方法首先对辊面焊接部位预热180℃,然后使用硬度较低的焊丝将辊面焊接平整,然后焊接耐磨焊丝ZD501,焊接高度约10 mm,最后再焊接上3 mm的花纹。该修复方法在现场取得了良好的效果,保证了高压辊磨机能够持续稳定运行。该焊接式修复方案的优点是可在线修复,操作简单,且修复时间短。
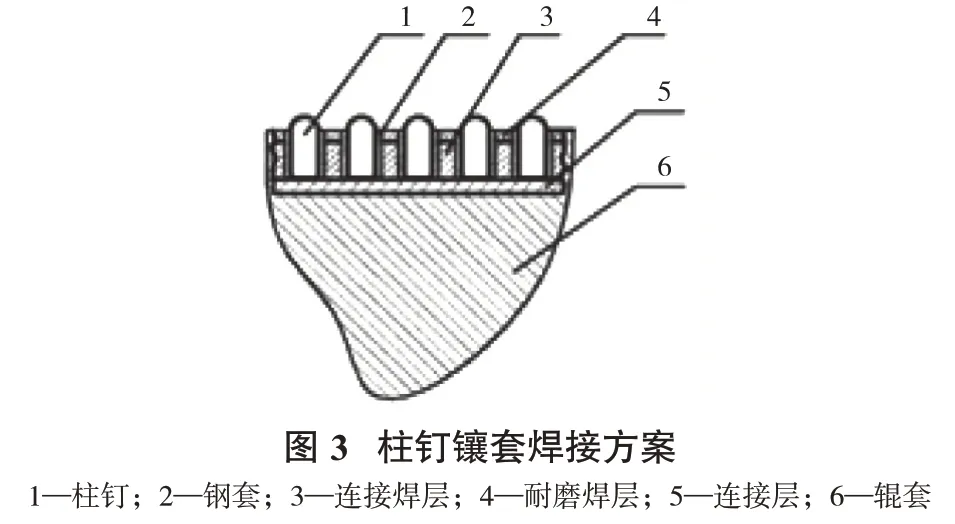
(2)针对柱钉的大面积损坏,于江[3]研究出了新型修补方案。由于柱钉为粉末冶金制造而成,无法通过焊接将柱钉直接焊接在辊面上,因此通过在柱钉外圆柱面过盈安装钢套,然后通过将钢套焊接在辊面上,实现柱钉固定在辊套上。其具体操作方法首先将辊面焊接3 mm厚的连接层,然后将镶套的柱钉按照一定间距焊接在辊面上,最后上层焊接1层耐磨焊层。该修复方案解决了有深坑情况下无法固定柱钉的问题,同时,修复后的辊套更耐磨,使用寿命更长。柱钉镶套焊接修补方案见图3。
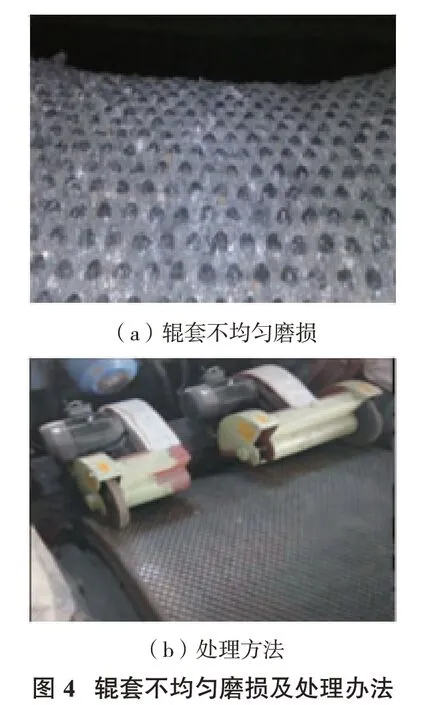
(3)高压辊磨机的边缘效应会导致辊面中部磨损较快,而两侧磨损较慢,当辊子出现该情况后,中间挤压效果变差,影响高压辊磨机辊磨效果。陈代彦[4]针对该种情况,设计了柱钉辊面磨削装置,通过对两端柱钉辊面进行磨削,恢复辊面的均匀性,提高高压辊磨机的工作效率。辊套不均匀磨损修复方案见图4。
(4)个别柱钉断裂处理。柱钉通过胶黏或过盈配合镶嵌在辊面上。粘黏连接方式可通过加热的方式使胶水失效,然后进行柱钉更换。过盈连接方式无法通过加热拆除旧柱钉,可通过在原断裂柱钉周围钻制小尺寸柱钉孔,然后安装上小柱钉,以保护断裂柱钉处的辊面[5]。柱钉过盈连接修复方案见图5。

4 新型柱钉辊面修复技术
为使柱钉辊面形成料垫,一般设计柱钉凸出辊面3~5 mm,也因此难免出现个别柱钉断裂和崩角的现象。但如有铁器等硬度高、韧性大的异物进入高压辊磨机,会造成大面积柱钉断裂的情况。辊面堆焊处理能够快速修复辊面,但堆焊的硬度为58~62 HRC,而柱钉硬度一般在68~72 HRC,修复后的辊面运行一段时间后,堆焊处磨损后需重新修复,且多次焊接对辊套性能影响较大,易出现辊套开裂现象。柱钉镶套焊接形式操作比较复杂,停机时间较长,易出现焊接应力,导致辊套抗疲劳性能下降。基于此,经过多次试验和实践,研究出了新型柱钉辊面修复技术。
通过使用高强度的金属修补剂掺入金刚砂细粉,对柱钉辊套基体增材,可实现柱钉辊面的无损修复。新型柱钉辊面修补方案见图6。
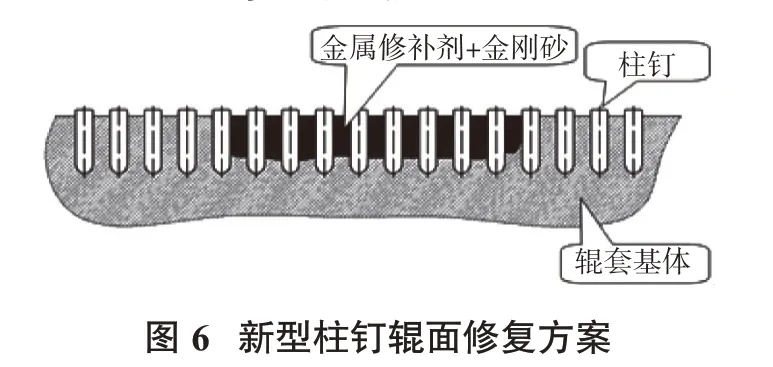
新型柱钉辊面修补方案具体操作步骤:①将需要修复的辊面残料、柱钉孔使用清洗剂清洗干净,清洗后使用吸油棉擦干;②安装新柱钉;③将混合好的金属修补剂将柱钉缝隙、辊面凹坑处填满,并适当按压表面,使修补剂能够填充密实;④将混合均匀的修补剂涂抹至新安装的柱钉处;⑤辊面修复完毕后,等待24 h(金属修补剂强度在24 h后达到最大),使金属修复剂完全固化。
高强度金属修补剂参数见表1。
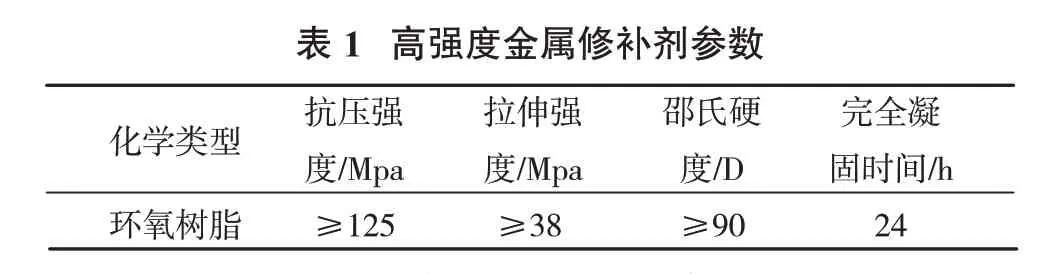
?
新型柱钉辊面修复技术无需使用焊接方式,可有效避免辊套受到热应力和焊接应力,不会对辊套组织和性能产生影响。加强版金属修补剂一方面对辊套母体进行增材,降低柱钉凸出高度,避免柱钉受到过大弯矩而断裂,起支撑柱钉的作用,同时金刚砂本身又有一定的耐磨性,避免修补剂的快速磨损;另一方面,金属修补剂可自适应形成料垫,料垫又有效地保护了金属修补剂不受磨损。该修补方法适用于柱钉辊面因过异物大面积断裂的情况。
5 辊面修复案例
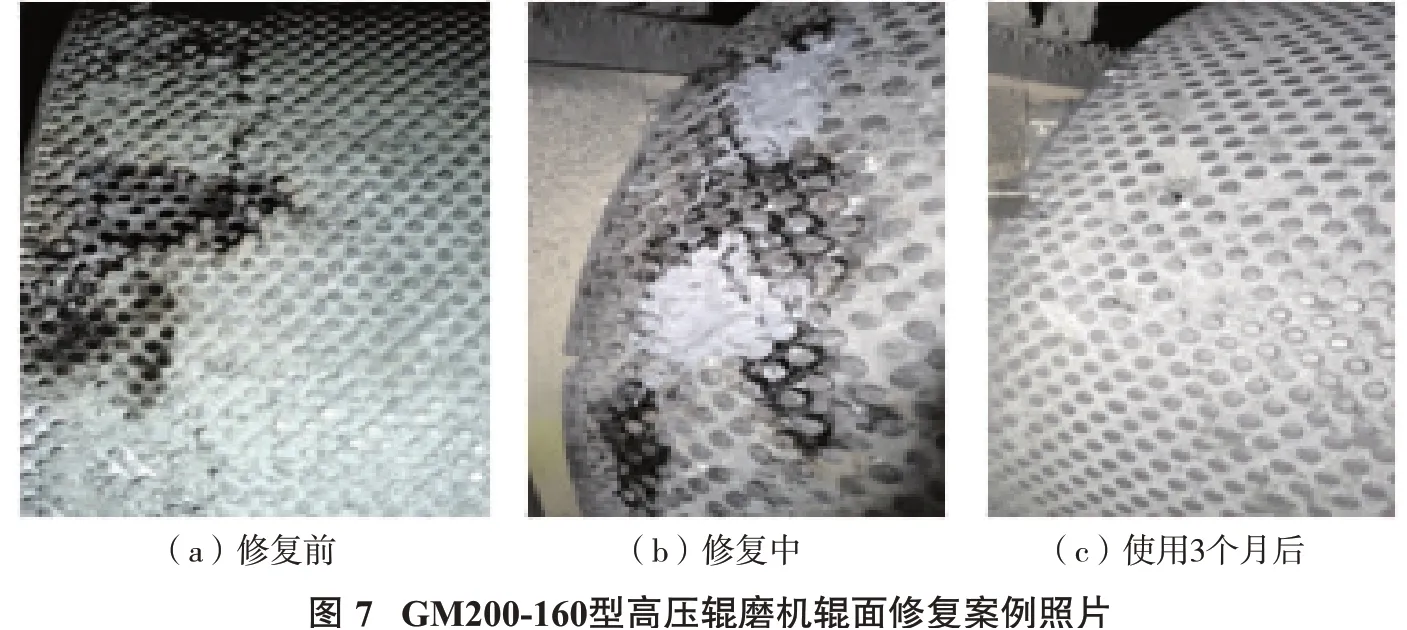
河北承德地区某铁矿厂使用GM200-160型高压辊磨机进行矿石破碎,高压辊磨机投产初期除铁效果较差,动定辊辊面约有300 mm宽度出现严重断钉问题,由于未及时对辊面进行换钉,断钉处的辊套出现严重磨损,后期将新的柱钉更换上后,由于柱钉凸出面太长,导致柱钉很快断裂。由于辊面损坏,导致高压辊磨机该侧辊缝无法撑开,挤压效果变差,辊偏大。
利用高强度金属修补剂加金刚砂对辊套基体进行增材,实现辊面的修复。经过修复,辊面恢复到原尺寸,且辊面形成了坚实的料垫,柱钉未再发生断裂,新型辊面修复方案在该现场取得了良好的应用效果。辊面修复前后情况见图7。
6 结 论
柱钉修复技术是保证柱钉辊面完好的重要技术,传统的柱钉辊面修复技术还需进一步优化。本文提出的新型柱钉辊面修复技术,可有效提高辊面的使用寿命,减少辊面修复时间,同时可大幅降低辊面的维护成本。
猜你喜欢
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
金属加工(热加工)(2020年12期)2020-02-06
上海建材(2019年3期)2019-09-18
山东冶金(2019年3期)2019-07-10
现代矿业(2018年12期)2019-01-22
中国金属通报(2019年5期)2019-01-03
Asian Journal of Urology(2018年2期)2018-04-19
现代矿业(2018年3期)2018-04-12
