
常规岛1号高压加热器更换检修工艺及风险管控
2021-08-25 02:45崔运佳邹远波罗良华
中国核电 2021年4期
崔运佳,邹远波,罗良华,吴 强
(中核核电运行管理有限公司,浙江 海盐 314300)
秦山核电一厂(简称“秦一厂”)于2018年开始实施核电厂运行许可证延续(OLE)改造项目。由于原1号高压加热器(简称“1号高加”)换热效率不满足机组延寿升功率的设计要求,需要对1号高加进行更换。新高加对比旧高加尺寸不变,换热管材质由原来的SA213 TP304更换为SA803 TP439。
1 项目介绍
根据设备制造图新更换的高压加热器HP1的最大外形尺寸为(长×宽×高):12 780×2335×2660,净重为49 590 kg。旧高压加热器HP1净重为49 590 kg,在吊运过程中应考虑设备在运行期间产生的结垢和存水重量。
本次1号高压加热器更换,涉及的专业多,更换的难度大,涉及的专业有起重、土建、机械、管道、电气、仪表、保温防腐等,需要对高压加热器的运输路线加固,厂房+7.20 m层窗户、窗台等拆除,栓卷扬机立柱处的墙体开,1号高加基础修改施工,厂房内运输通道上方的管线切割、拆除,设备本体配管的切割、拆除,电动执行机构电缆、桥架、仪表等元件拆除,设备和管道保温的拆除,临时支座的制作、钢结构平台的制作、专用运输工具的制作等。
2 高加更换检修工艺
2.1 运输工艺
(1)运输路线选择
由于高加位于厂房7.2 m南侧,高加四个方向均有不同的厂房干涉及设备管道干涉。高加西侧为柴油机厂房,根据实地尺寸测量,高加无法从西侧窗户直线抽出;高加南侧为化水厂房,17号化水厂房内的罐体容器较多,该路线也无法实现;高加东侧距离墙体较远,而且干涉设备多,铺设运输路线成本巨大。综合选择,最终选择高加从北侧运出,北侧有宽度足够的通道,干涉设备少,只需切除通道上的系统管道即可,且北侧窗外具备吊运空间。根据现场测绘及沙盘演练,最终确定厂房内运输路线图(见图1)。
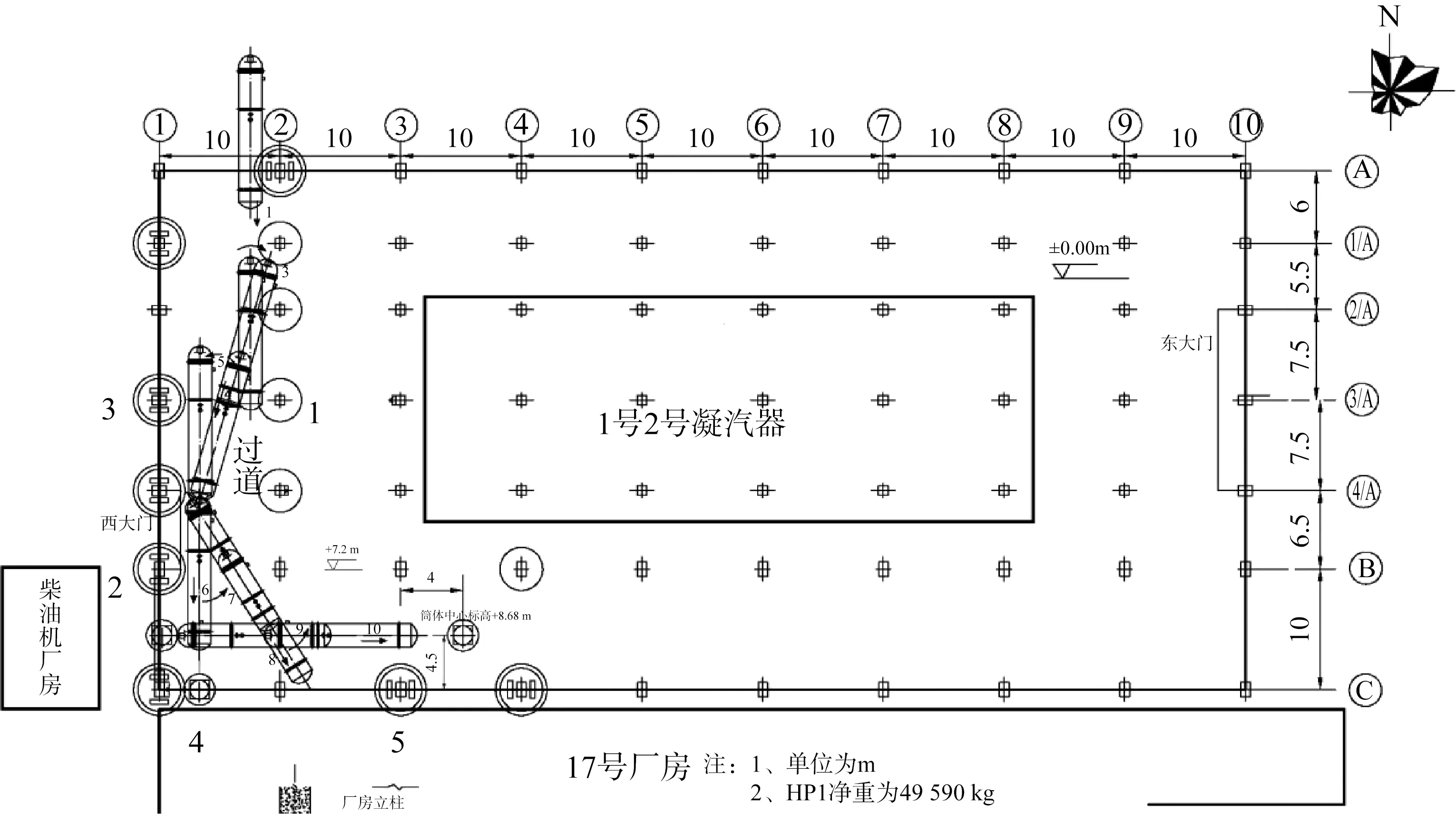
图1 运输路线示意图
(2)运输工艺
根据运输工具的不同,高加运输有两种方式。
1)“雪橇”式运输。转弯灵活,受力面积大,便于保护楼层地面。虽然使用黄油减少摩擦系数,但滑动阻力依然很大,对拉点受力要求高,也即卷扬机需求数量多(雪橇由两端槽钢构成,运输时装于高加底部两侧)。
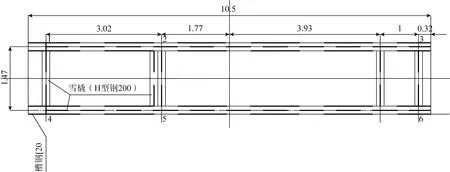
图2 雪橇制作图
2)地牛式运输。无法转向,受力面积小,不便于地面保护。滑动阻力极小,对拉力要求不高(地牛为一种设备运输专用工具,由多个滚轮加履带构成)。
本项目实施根据厂房环境及地面承重要求,结合了以上两种运输方式:将雪橇装在高加底部,地牛装在雪橇槽钢内部并固定。高加转弯段路程采用雪橇式运输方法,通过设置锚点,利用雪橇转向的灵活性进行运输。当运输至直线路段时,将地牛与雪橇槽钢脱开,高加与地牛仍然固定,利用地牛进行运输。此时槽钢正好作为地牛轨道,保证了运输的直线性,同时槽钢能减小高加对地面的单位面积载荷,充分保护楼层地面。
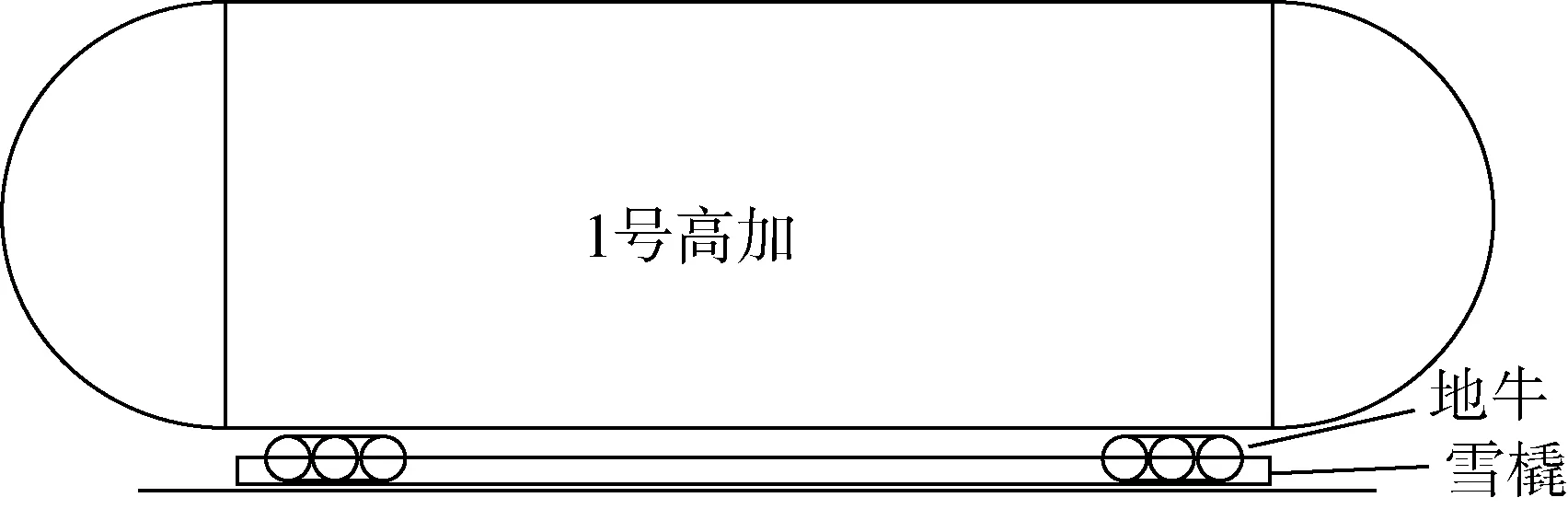
图3 运输方式示意图
2.2 吊装工艺
(1)吊装平台设计
吊装平台承载高加负荷前应保证高加设备重心始终在厂房内部,这样可以防止高加吊出厂房产生倾斜,使高加水平吊出,根据《钢结构设计规范》(GB 50017—2003)进行设计加工,见图4。
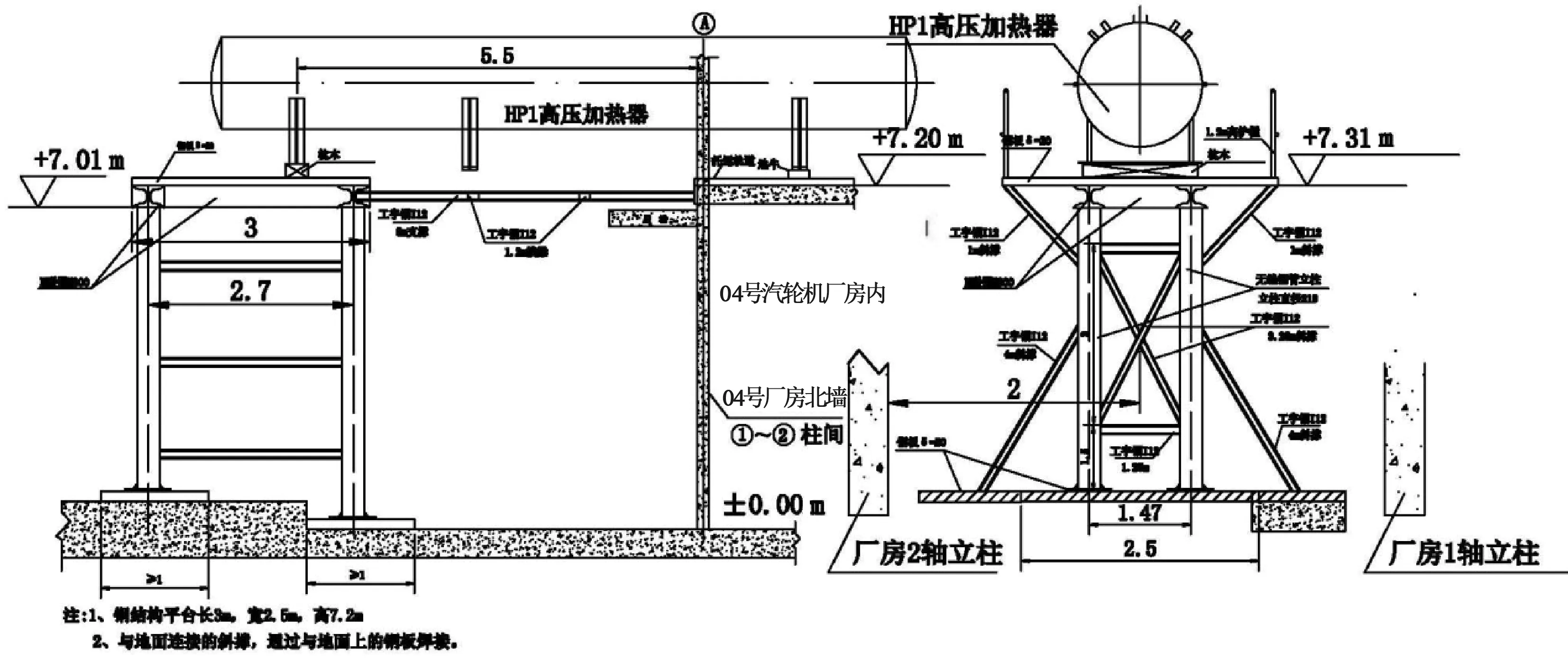
图4 吊装平台示意图
(2)吊装工艺
吊装平台上提前挂设好的手拉葫芦通过卸扣和吊带相连,将高压加热器缓缓向厂房外拖运,当高压加热器端部露出厂房外的部分300 t汽车吊能接钩时停止。300 t汽车吊用两根吊装带绕一圈兜底高压加热器,缓缓起吊,使高压加热器中部滑动支座支座稍稍离开地牛顶面时停止起升。将地牛取出,然后继续通过手拉葫芦将高压加热器往厂房外拖运(汽车吊配合转杆),直至高压加热器固定端支座在钢平台正上方时停止。汽车吊缓慢落钩,将高压加热器固定支座放置在枕木上,待确认高压加热器放置稳定后松钩。
3 项目风险管控
由于1号高加更换涉及专业多,设计接口多,焊接要求高、工作量大,起重运输风险较大,加强高加更换实施过程的质量和进度控制及风险管控尤为重要,主要包括以下方面。
3.1 项目前期准备
施工计划优化。组织土建、脚手架、机械、焊接、起重、役检各专业讨论高加更换的各专业接口节点,编制施工二级网络计划并推演,如脚手架搭建及拆除时间直接影响着高加的运输进度。通过二级网络计划最终进一步编写三级网络计划,具体到每一个具体施工节点的内容及实施时间。
备件及设计图纸确认。高加更换涉及接口多,需要割除更换的管道多,前期需要充分了解每一个涉及备件的具体尺寸、材质,并与现场和图纸核对。高加实施涉及的管道设备保温必要时可拆除,必须做到新备件、原备件、设计图纸三方面的比对,当发现问题时,及时进行修改确认。如本项目实施过程中发现图纸中壳侧安全阀公称直径与原尺寸不一致,需要更改安全阀排放管。若施工过程中发现备件不符另行采购会严重影响施工进度,造成不可估量的损失。
施工方案及吊装方案的准备。组织专业人员确认高加现场的施工环境及各相关尺寸测绘,根据《电力建设施工及验收技术规范》,编写施工方案及吊装方案,施工方案及吊装方案编写完成后应进行1∶1沙盘模拟推演,确保方案的可实施性。
工器具及专用运输、吊装工具的制作与校验。施工过程涉及的工器具应提前检验确认,制作工器具清单并记录,确保无遗漏。钢结构平台焊接完成应做焊接后无损检测,并进行承载实验。
3.2 实施过程风险管控
(1)防异物控制
高加更换项目的防异物工作尤为重要,在以下方面应做好防异物控制:
1)系统管道防异物切割工艺。为防止切割系统管道时杂质进入系统,对于垂直管道,采用机械冷切割工艺。切割时遵循先下后上的原则,下部管道切割后,使用防异物钢板覆盖并点焊牢固,防止切割上部管道时杂质落入系统。
2)QC(质量控制)。所有管道及接口焊接组对前检查选取为防异物控制H点,由实施负责人、焊接负责人、QC人员三方确认,管道内部清洁无异物方可实施焊接。
3)各管道及接口防异物措施。管道切割完成后,应对管口进行防异物包裹,可采取防异物钢板电焊、防异物袋包裹的方式,防止有异物进入。
(2)运输及吊装风险管控
由于高加自重较大,在运输过程中需要对路面及厂房等进行保护加固。
1)地面保护。使用厚钢板铺设在高加运输路线上,钢板铺设应平整无凸起高点;吊车施工路面应由土建评估,并重新加固,吊车立点加厚钢板进行保护。
2)楼层加固。运输层的钢筋混凝土框架梁需要进行加固,卷扬机锚点立柱也要进行加固,由土建专业根据承重情况选用特制钢梁进行加固保护。
3)运输吊装力学计算。根据高加尺寸重量,计算选用合适吨位的吊机,计算吊装带载荷、高加平面运输拉力,计算吊机起吊高加时站位地面的最大承载压力。根据计算要求选用吊带、卷扬机等工器具,并对地面和楼层做满足计算承载力的加固。
4)施工过程监护。由于厂房内施工空间狭小,运输路线长,利用厂房立柱作牵引的受力点多,物项保护难度大。在新、旧高压加热器拖运过程中,必须安排专人密切监视设备与管道及构筑物的间距,避免相碰,损坏设备、管道及构筑物。吊装过程严格执行“十不吊”的规定,汽车吊将高压加热器放置到拖运轨道的过程必须缓慢进行,高压加热器放置到拖运轨道上确认轨道稳定、方向正确、防倾倒手拉葫芦挂设完毕后,汽车吊方可松钩。
(3)焊接质量控制
焊接过程需严格遵守火力发电厂焊接技术规程DL/T 869—2012,焊接前需有专业人员进行组对及坡口检查,焊接过程严格按照焊接工艺卡内容执行,焊后应进行RT、PT检测。1号高加进出口管道(Φ加进出口管道(焊)焊接要求高、焊接难度大。为保证焊接质量,应使用机械切割方式加工焊接坡口,坡口形式为双V或者U形,焊前进行相应的热处理工艺等,确保焊接质量。
4 结束语
秦一厂1号高压加热器更换项目,是一次成功的大型容器更换良好实践案例。项目实施顺利,未发生人员或设备风险,在检修工艺以及风险管控方面有很多值得借鉴之处。作为OLE项目的重要工作之一,秦一厂1号高压加热器更换项目具有一定的示范作用,为后续国内其他电厂以及巴基斯坦恰希玛核电厂的OLE项目打下了坚实的基础。
猜你喜欢
小雪花·成长指南(2021年6期)2021-08-18
小天使·一年级语数英综合(2021年2期)2021-05-08
科技创新导报(2021年33期)2021-04-17
航天器工程(2021年1期)2021-03-03
北京汽车(2019年2期)2019-05-16
阅读与作文(小学高年级版)(2018年12期)2018-12-18
文萃报·周二版(2018年22期)2018-09-18
儿童故事画报(2018年1期)2018-01-23
语文世界(初中版)(2017年12期)2018-01-16
活力(2009年2期)2009-06-08
