谈一种埋置铝基板的塞孔方法
2021-08-25 05:44谢易松张亚锋
印制电路信息 2021年8期
蒋 华 郭 宇 谢易松 张亚锋
(胜宏科技(惠州)股份有限公司,广东 惠州 516211)
随着电子器件向着高密度高功率的方向发展,对于基板的散热与布线密度要求越来越高。为了适应这一趋势,业界着手引入了铝基芯板的制作工艺,称之为埋置铝基多层板。目前埋置铝基板是一种新型的工艺技术,通孔对应的铝基板处需在铝基板上预钻比通孔单边大0.2 mm的孔(该孔通常直径1.0 mm以上),再用高导热树脂油墨将铝板上的孔塞满,保证后续通孔与铝板绝缘。然而普通树脂塞孔在当前设备和工艺限制下最大塞孔能力为0.6 mm。使用普通树脂塞孔方法制作,品质无法得到保证,通常会出现树脂流动过快,无法填充现象。现周密论述部分埋置铝基板塞孔的制作流程预设和工艺扼制办法,此类型埋置铝基板塞孔的制作流程与普通的塞孔的制作流程有很大的区别,通过对不同的流程可行性进行验证。
1 产品基本信息
产品规格见表1所示,产品叠构如图1所示。
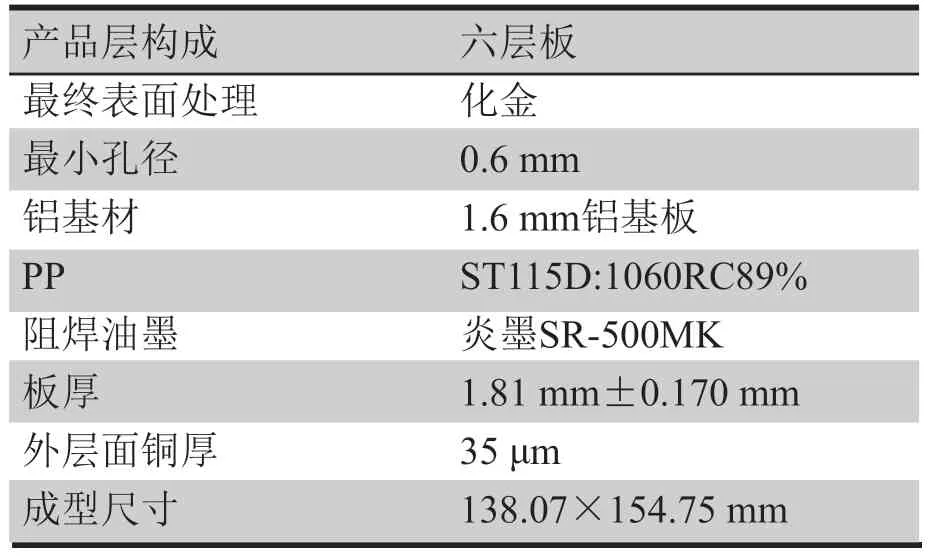
表1 产品基本信息

图1 产品叠构
2 流程设计
2.1 常规的树脂塞孔方式生产
(1)完成钻孔后,使用常规的真空塞孔机,树脂塞孔方式生产,树脂塞孔示意图,如图2所示。
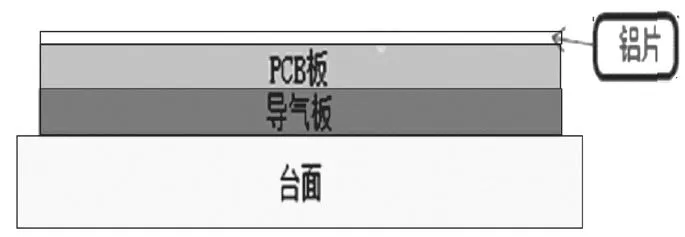
图2 塞孔示意图
(2)制作流程。开料钻孔树脂塞孔树脂研磨压合钻孔电镀至后制程。
(3)流程说明。
①塞孔铝片,导气铝片及白纸的设置一致:在需要塞孔的位置钻上孔径为0.3 mm的孔,如图3所示;
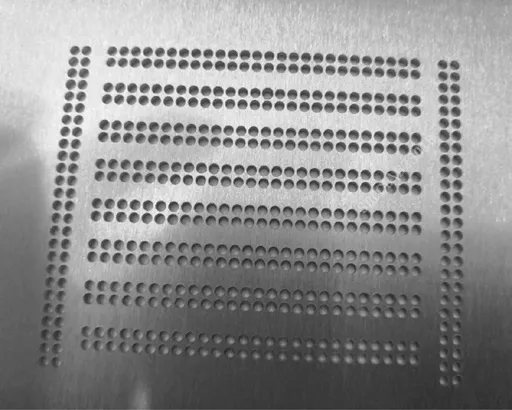
图3 待塞孔铝基板
②塞孔台面:先将导气板固定在台面上,再依次将定位PIN钉及铝片固定好;
③调整塞孔铝片框架位置,将塞孔铝片与导气板定位孔位置与PIN钉重叠;
④塞好的板再正常烤板,正常研磨。
(4)实验结果。常规的树脂塞孔工艺流程,塞孔制程能力要求孔径小于0.6 mm。而且由于铝板上孔径通常1.0 mm以上,行孔径较大时树脂油墨由于没有支撑会从孔底流走,导致塞孔出现空洞不饱满现象。
2.2 全胶压合代替的塞孔的方式生产
(1)制作流程。
铝基板钻孔→贴高温胶→激光割胶→压合→撕高温胶→树脂研磨→压合钻孔电镀至后制程
(2)流程说明。
①铝基板钻孔:在铝基板上钻出所要塞树脂的孔,铝基板钻孔前使用纸垫板代替铝片生产,防止孔口披锋;钻孔用精度较好的日立机生产,Cpk>1.33,全新钻头,用铝基板专用钻孔参数:一片/叠,孔限200个,每50孔换刀,防止发热断刀;钻孔程式设计为跳钻,防止邻孔发热导致变形;
②激光割胶:将贴好高温胶的铝基板进行激光割胶,将需要塞孔的位置进行开窗;
③压合:使用全胶PP上下各2张进行压合,确保Pp树脂能够充分精准的填充到开窗位置的孔内。压合后手动将压合层剥离,高温胶粘贴形式很容易剥离开。注:全胶PP指含胶量在RC90%以上的半固化片;
④树脂研磨:剥离高温胶的铝基板进行八轴陶瓷刷磨板,因通过压合方式进行的树脂填充,填充的区域无树脂凸起现象,在磨板中对陶瓷刷损害不大。为保证磨板的涨缩,树脂磨板采用横、竖交替方式。树脂研磨要求,板面无残留树脂、无擦花、刮痕等品质异常。
⑤其他工序正常生产。
(3)实验结果。
开窗压合全胶代替树脂塞孔的制作方法,可有效地避免在正常塞树脂过程中出现的空洞、树脂凸起严重、塞孔不饱满等问题。新方案压合通过抽真空、高压的方式能有效、快速将全胶半固化片填充到所要塞树脂的孔内。压合过程中板子受到的压力均匀,填充的树脂能够与孔口保持一致,不会出现凸起、凹陷等问题。但工艺烦琐,研磨麻烦,不适合批量生产。
2.3 在导气板与PCB板之间增加一张铝片和白纸的方式生产
(1)完成钻孔后,使用常规的真空塞孔机,树脂塞孔方式生产,树脂塞孔示意图,如图4所示。
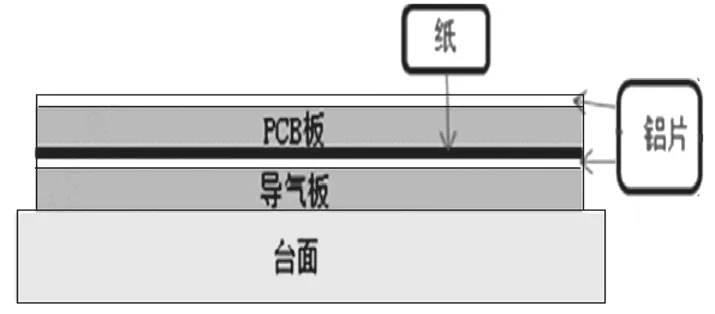
图4 塞孔示意图
(2)制作流程。开料钻孔树脂塞孔树脂研磨压合钻孔电镀至后制程。
(3)流程说明。
①在常规的树脂塞孔工艺流程的基础上增加一张铝片和白纸,铝片的作用是支撑作用,防止行孔径较大时树脂油墨由于没有支撑会从孔底流走,白纸的作用是防止换板塞孔时,导气孔内油墨被铝片反粘带走。
②塞孔铝片,导气铝片及白纸的设计:
塞孔铝片,导气铝片及白纸的设置一致:在需要塞孔的位置钻上孔径为0.3 mm的孔;
塞孔铝片钻孔时,将生产板相对应数量的白纸夹在中间一起生产;
③塞孔台面:先将导气板固定在台面上,再依次将定位PIN钉及导气铝片固定好;
④调整塞孔铝片框架位置,将塞孔铝与导气铝片定位孔位置与PIN钉重叠;
⑤每生产一片前在导气铝片上加一张钻好孔的白纸;
⑥每塞好一片板,拆下台面插架时,必须将板子与白纸一起拆下来插入烘烤架;
⑦烤好后将板面上的纸撕掉正常研磨;
(4)实验结果。
在常规的树脂塞孔工艺流程上增加一张导气铝片和白纸的树脂塞孔制作方法,生产此类大于0.6 mm以上的树脂塞孔板可有效地避免在正常塞树脂过程中出现的空洞、塞孔不饱满等问题,可以大批量生产,其品质可满足客户需求,可以提高公司树脂塞孔工艺的制程能力符合客户需求。
4 结论
方案一,常规的树脂塞孔工艺流程,塞孔制程能力要求孔径小于0.6 mm。而且由于铝板上孔径通常1.0 mm以上,孔径较大时树脂油墨由于没有支撑会从孔底流走,导致塞孔出现空洞不饱满现象,生产品质无法满足要求,验证失败。
方案二,开窗压合全胶代替树脂塞孔的制作方法,可有效地避免在正常塞树脂过程中出现的空洞、树脂凸起严重、塞孔不饱满等问题,新方案能将全胶半固化片填充到所要塞树脂的孔内,压合过程中板子受到的压力均匀,填充的树脂能够与孔口保持一致,不会出现凸起、凹陷等问题,但工艺烦琐,研磨麻烦,不适合批量生产。
方案三,在常规的树脂塞孔工艺流程上增加一张导气铝片和白纸的树脂塞孔制作方法,生产此类大于0.6 mm以上的树脂塞孔板可有效的避免在正常塞树脂过程中出现的空洞、塞孔不饱满等问题,可以大批量生产,其品质可满足客户需求。
猜你喜欢
光明中医(2021年18期)2021-11-30
小天使·五年级语数英综合(2021年3期)2021-06-15
西安理工大学学报(2021年4期)2021-03-29
轻兵器(2018年7期)2018-07-07
物理实验(2017年9期)2017-09-26
红领巾·萌芽(2017年1期)2017-02-06
数学大王·中高年级(2014年12期)2014-12-13
针灸临床杂志(2011年7期)2011-08-15
印制电路信息(2011年1期)2011-07-30
兵工学报(2011年4期)2011-02-21