
盐酸合成炉本质安全与智能化探索
2021-09-09 13:25丁海飓王松林孙正刚
氯碱工业 2021年5期
丁海飓 ,王松林,孙正刚
(万华化学(宁波)氯碱有限公司,浙江 宁波 315812)
万华化学(宁波)氯碱有限公司前身为1958年建厂的宁波电化厂,是一家专业生产氯碱产品的企业。目前运行中的盐酸合成炉包括3台三合一合成炉(31%高纯酸,150 t/d)、1台二合一合成炉(36%试剂酸,105 t/d),建设中的装置还有1台三合一盐酸合成炉。
1 盐酸合成炉工艺安全分析
1.1 盐酸合成炉合成工艺
来自氯气液化装置的尾氯经过两级减压,压力达到0.12 MPa后进入盐酸合成炉氯气缓冲罐,经氯气流量计、氯气调节阀、氯气切断阀进入合成炉;同时,来自氢处理工序80 kPa氢气经冷却除水后,再经过氢气流量计、氢气调节阀、氢气切断阀、氢气阻火器进入合成炉。进入合成炉的氢气与氯气的体积比为(1.15~1.30)∶1,在合成炉进行燃烧反应生成氯化氢。氯化氢气体经膜式吸收器,溶于稀酸中得到主产品31%或36%的盐酸;未被吸收的氯化氢进入组合尾气吸收塔,形成稀酸。为进一步降低尾气中氯化氢的排放浓度,组合吸收塔后的尾气送至稀碱吸收系统进行喷淋吸收,合格尾气经有组织排放口排入大气。
在整个盐酸生产过程中涉及的危险物料有氢气、氯气、氯化氢等;现场主要风险为火灾爆炸、环境污染、人身伤害等。
1.2 盐酸合成炉放空口氯气泄漏风险分析
利用Bow-tie分析软件对盐酸合成炉放空口氯气泄漏进行屏障和保护层分析,目标为氯气泄漏失效频率降至10-4(事件/a)。结合盐酸合成炉工艺特点,导致盐酸合成炉尾气中氯气含量超标的主要风险源为:①氯氢配比失调,氯气未完全反应;②火焰熄灭,未反应的氯气外排;③燃烧混合不均,氯气未完全反应;④紧急停车等状态下氯气异常泄漏。
盐酸合成炉放空口氯气泄漏风险Bow-tie分析如图1所示。

图1 盐酸合成炉放空口氯气泄漏风险Bow-tie分析
1.3 盐酸合成炉爆炸风险分析
利用Bow-tie分析软件对盐酸合成炉爆炸风险进行屏障和保护层分析,目标为盐酸合成炉爆炸风险失效频率降至10-4(事件/a)。盐酸合成炉爆炸的主要风险源如下。①氢气泄漏进入盐酸合成炉形成混合爆炸气体,点火时发生闪爆。②火焰熄灭,氢气和氯气混合,遇点火源发生爆炸。造成火焰熄灭的原因有:石墨筒体冷却不足,高温破损,导致火焰被夹套水浇灭;火焰检测器故障,未检测到火焰熄灭或者联锁未发生;炉底冷凝酸排液管线堵塞,炉内积液过多,导致火焰熄灭。盐酸合成炉爆炸风险Bow-tie分析如图2所示。
2 装置本质安全提升
针对盐酸合成炉存在的氯气泄漏、氢气爆炸等风险已经涉及盐酸合成炉整体控制系统,须从盐酸合成炉设备监控、流程控制出发进行整体设计。
2.1 整体自动控制水平的提升
在盐酸合成炉生产控制系统自动化程度不断提高的背景下,如何提高控制系统的可靠性也变得越来越重要。就控制系统而言,主要从设计冗余、可靠性、独立控制3个角度进行考虑。
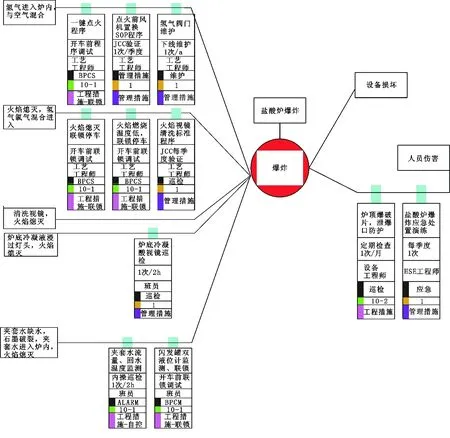
图2 盐酸合成炉爆炸风险Bow-tie分析
在设计时须考虑系统冗余量控制,例如火焰检测器就需要两个,以免在单个火焰检测器故障或出错时导致盐酸合成炉未及时停炉或异常停炉。
考虑到自动点火等控制需要,盐酸合成炉系统目前大部分采用DCS联锁控制,但就系统可靠性和独立性而言,DCS与SIS相比,仍有较大的差距。为保证关键参数联锁时控制系统能将盐酸合成炉安全停车,可以在盐酸合成炉进气切断阀后增加1套有SIS联锁控制的切断阀,以确保DCS异常时,也能依靠SIS将盐酸系统安全停车。
采用双切断阀不仅实现了盐酸合成炉SIS安全联锁,更重要的是实现了对氯气、氢气两种危险介质的双重隔离,可以有效避免在停炉后氯气、氢气的泄漏。
2.2 冷却系统自动控制水平的提升
盐酸合成炉运行过程中需要冷却系统不断地将系统内热量带出,控制盐酸合成炉石墨筒体温度,避免石墨筒体在高温下破损。因此,冷却系统的可靠性极其重要,在传统观念中,循环冷却系统作为工艺生产的基础,其可靠性毋庸置疑;但在极端条件下(全厂失电、误操作等),这样的风险也会发生。
为避免冷却系统故障导致盐酸合成炉缺水损坏,进而发生有害物质泄漏等事故,考虑对冷却系统进行实时监控。按照Bow-tie分析的结果,须将盐酸合成炉各路冷却水(循环水和循环纯水)的流量进行监控并加入盐酸合成炉联锁中。当某一路冷却水流量低于联锁值时,立即联锁停盐酸合成炉,此时夹套内残留的冷却液仍可维持,确保不会出现缺水干烧的情况。
2.3 氯氢配比在线监测与智能化
目前盐酸合成炉常见的氯氢配比控制方式为在线串级调节,但是在尾气纯度变化、氢气压力波动、负荷调整等过程中,合成炉内实际仍会出现氢氯配比过低,甚至过氯的情况,因此,在实际生产中,氢氯配比往往要比理论需要的高15%~30%方可在一定程度上避免过氯的发生。单独依靠串级调节控制氯氢配比,不仅会造成氢气的大量浪费,还无法做到在异常情况下对氯气过氯的有效控制。
想要摆脱依靠经验,用消耗更多氢气的方式控制氯氢配比,最终达到氯气不过量的目标,就必须能够实时在线监测炉内的反应情况,并根据反应情况、上下游联动实时调整氯氢配比。结合目前最新技术,要实现这个目标,可以从两个方面进行考虑:①将目前人工观察火焰进而判断氯氢配比是否合适的方法进行模拟量化,利用视频AI分析技术实现24 h实时监控火焰,当火焰出现异常时进行报警,通知操作人员处理;②对合成炉内氯化氢气体含量进行分析,实时监测氯化氢气体中氯化氢、氯气、氢气的含量,并根据氯气、氢气含量变化调整氯氢配比。
就两种技术优缺点而言,视频AI分析技术基本不会对现有盐酸合成炉进行任何工艺上的改变,现场实施较为便捷,异常情况时反应也较为直观和快速,但也正因为没有参与到工艺控制中(无法量化),该技术也并不能实时有效地干预实际生产控制,更多地是减轻现场巡检和监控人员的负担。对于厂区已有视频AI分析平台的,可以将此方案作为报警控制方法进行使用。
采用在线实时监测其他组分含量的方法,需在现有系统中设置检测回路,通过量化分析数据进而直接参与到生产控制中,理论上可以实现氢气消耗的最小化卡边控制,生产异常时也能及时发现并按设定方案进行自动控制。目前,该技术还处于探索试用阶段,且实施过程中检测位置的选择、仪器的可靠性等均会对实际控制效果产生影响,须根据实际工况进行综合考虑。
2.4 尾气吸收过程的自动控制
无论采用了怎样的控制方案,作为一个工艺控制复杂、运行风险较高的装置,盐酸合成炉运行首先要做到安全、环保。作为日常生产中对排放尾气进行处理和控制的稀碱吸收系统是最后的安全防线,避免有害物质氯化氢、氯氢排放至环境中。因此,稀碱吸收系统不仅要时刻保持运行,更重要的是要时刻保持有效运行。目前,主流设计中稀碱吸收系统都是只能在一定时间内对异常排放进行净化、处理。当前段控制异常(例如过氯)未被及时发现时,稀碱吸收系统就会因吸收液饱和而无法继续发挥作用,最终导致氯气外逸的泄漏事故。
为确保尾气排放口不出现有害气体泄漏事故,除了要做好前述的控制措施外,稀碱吸收系统能够及时报警并进行智能化自动控制也是极有必要的。由于盐酸尾气中既有氯化氢也可能有氯气,氯化氢过量时稀碱吸收系统表现为碱度降低(pH值降低),氯气过量时表现为碱度降低(ORP升高)。实际生产中碱度在线检测较为困难,所以稀碱吸收系统检测方式的选择对实际控制效果具有决定性作用。考虑到盐酸合成炉整体装置的构成,一般会配置水吸收系统来吸收尾气中的氯化氢气体。而氯化氢极易溶于水,因此,稀碱吸收系统中更多的是要防范氯气过量的问题。基于以上分析,在每台稀碱吸收塔回液管线上增加ORP检测并设置报警。在稀碱循环槽处设置自动换碱装置,除日常情况下减少现场操作,更重要的是在异常情况下根据ORP检测仪的反馈,自动进行在线换碱。即使系统氯气过量,也会被碱液不断吸收,而不会造成有害物质泄漏。
3 结语
近年来,伴随着盐酸合成炉自动点火系统等的运用,装置自动化水平不断提高,现场人员管控也将越来越少,装置的本质安全和智能化也应当不断进步。笔者就当前国内技术条件和现场应用实践总结了几条提升方案,希望盐酸生产装置更加安全、高效、环保。
猜你喜欢
石油炼制与化工(2022年10期)2022-11-26
科技经济导刊(2021年24期)2021-11-30
消费导刊(2018年10期)2018-08-20
中学化学(2015年5期)2015-07-13
中学化学(2015年5期)2015-07-13
医学研究杂志(2015年12期)2015-06-10
汽车维护与修理(2015年1期)2015-02-28
科学启蒙(2013年2期)2013-07-11
高中生·职教与就业(2013年3期)2013-05-30
中学理科·综合版(2008年1期)2008-04-21
