
3D超薄曲面玻璃热弯工艺优化及分析
2021-09-10 14:51倪明堂卢亚于海深方浩贤郭正元
机电工程技术 2021年3期
倪明堂 卢亚 于海深 方浩贤 郭正元


摘要:曲面屏手机因其使用舒适性好、屏幕面积利用率高,在智能手机市场的需求正在稳步增长。高精度超薄玻璃热弯工艺是曲面屏手机的生产线上非常重要的工序之一,然而玻璃热弯过程由于能耗高、合格率低,不符合环保理念。鉴于此,对超薄玻璃热弯工艺性能进行了全面分析。介绍了超薄玻璃热弯工艺,对玻璃热弯装置结构进行了描述,并阐述了玻璃热弯工艺原理及工艺参数。基于一系列玻璃热弯实验,揭示了热弯工艺参数对能量消耗和合格率的影响。基于实验数据,采用BP神经网络的遗传-量子粒子群复合算法进行建模,确定最优工艺参数,并验证其可靠性。研究结果有助于高精度超薄玻璃热弯工艺的高效运作,提高产品合格率和生产效率,同时实现绿色可持续制造。
关键词:热弯工艺;超薄玻璃;能量消耗;合格率
中图分类号:TP23 文献标志码:A
文章编号:1009—9492f2021)03—0097—04
0引言
从2008年起,曲面屏手机的概念就被手机研发人员提出,近几年随着现代制造工艺技术水平的提高,曲面屏手机正式进入大众视野。曲面屏手机采用圆角替代棱角,不仅提高了使用者持握的舒适性和手机防撞性能,符合人体工程学,还扩大了触摸屏的有效使用面积,并且曲面玻璃在强光条件下能降低反光,有利于消费者长期使用手机,减少脸部肌肉疲劳的程度。
目前曲面屏手机材料主要以超薄玻璃为主,其光学性能介于蓝宝石和塑料之间,具有比较高的性价比。整块玻璃不在同一平面内,相关制造工艺更为复杂,曲面玻璃的制造工艺是以平板热弯工艺为基础发展而来,制造过程中主要包括原料计算机数字化控制精密机械加工、热弯成型、抛光、印刷和贴合等工序,其中热弯工艺是其中关键的环节之一,属于精密成型技术,相比材料机械加工去除具有明显优势,省时省力,很大程度上增加了曲面玻璃生产率。但目前传统热弯工艺制造出的曲面玻璃合格率低,能量消耗大,相对平面屏而言,造成了较高的生产成本,热弯参数的选择对曲面玻璃的制造有很大影响,但我国对热弯工艺参数的选择不够精准,和国外的技术水平相比还有一定差距。
因此,針对玻璃热弯工艺存在的上述问题,本文对超薄玻璃热弯工艺性能进行了全面分析,首先描述超薄玻璃热弯原理,针对大批量曲面玻璃生产,介绍所采用的玻璃热弯装置及相关热弯工艺参数;其次基于一系列玻璃热弯实验,揭示热弯工艺参数对能量消耗和合格率的影响;最后,基于实验数据,采用BP神经网络的遗传算法-量子粒子群算法进行建模,以确定最优工艺参数,并通过实验加以验证,从而改进玻璃热弯工艺,以加快曲面玻璃的生产,同时实现绿色可持续制造。
1超薄玻璃热弯工艺
目前超薄玻璃热弯工艺是一种制造曲面玻璃的先进且高效的技术手段,为了提高效率,降低生产成本,需要严格控制玻璃热弯的各项工艺参数,首先对热弯原理、玻璃热弯装置和工艺参数展开描述。
1.1热弯原理
手机超薄玻璃热弯工艺主要包括4道工序:加热,加压,退火和冷却。首先将未经弯曲的玻璃放置在模具型腔中,加热使玻璃达到一定温度后软化,随后对玻璃预成型坯加压,再经过退火和冷却,最后打开模具获得所需的曲面玻璃。为了防止玻璃高温氧化,整个过程必须在无氧环境下进行,可通氮气或惰性气体。
1.2玻璃热弯装置
为了提高热弯效率并实现批量生产,通常在超薄玻璃热弯过程中采取多工位流水线策略。本文所采用的多工位超薄玻璃热弯工艺装置如图1(a)所示,包括数控系统、加热段、弯曲段、退火和冷却段、腔室、进出口机构以及辅助设备,例如水冷机和各种传感器。配备高分辨率温度传感器的数控系统,通过PLC技术可实现闭环控制。加热段和弯曲段分别有4个工位,退火和冷却段有3个工位。采用管道生产模型来显著提高玻璃热弯产出率,加热段的每个工位可分为6个部分,即上加热管(5个内置加热元件)、上导热板、模具、生玻璃样件、下导热板和下加热管(6个内置加热元件)。如图1(b)所示,采用的模具为石墨制成,包括设有凸起的上模和设有相匹配凹槽的下模,而玻璃则置放在凹槽中,凸起则用来对玻璃进行加压操作,通过透视镜可以直接观察上下模契合的位置状态。在石墨模具内部设置空腔,安装温度传感器和压力传感器等辅助设备,用于检测热弯的温度和压力参数值,方便每个玻璃热弯阶段的控制,辅助设备还包括真空调节装置,抽出炉腔中的空气并通入氮气,同时安装密封环确保密封性良好,从而使热弯过程完全处在无氧状态下。需要注意的是,所有弯曲工位都应用相同的部分。在退火和冷却段,用冷却元件替代加热段的加热元件。
1.3热弯工艺参数
手机超薄玻璃的精密热弯成型过程是非线性且复杂的,根据热弯的原理及文献调查的结果,影响到曲面玻璃的质量和生产率的主要包括加热温度、施加压力、弯曲持续时间等工艺参数,但每个工艺参数的影响程度大不相同。本研究采取多次加热、加压弯曲的方式来实现玻璃热弯过程,可一定程度地降低玻璃的热应力和热弯总能耗,每个弯曲步骤的温度、压力和持续时间设置不同。
基于前期研究观察和实验分析,选择如表1所示的7个参数作为实验控制变量。
2实验研究
为了研究加热温度、施加压力以及施压持续的时间对超薄玻璃热弯工艺的能量消耗和合格率的影响,针对玻璃材质设计有关实验,并对实验结果进行讨论分析。
2.1实验设计
本研究选择美国康宁的新型三代大猩猩玻璃作为热弯实验玻璃样件,表2所示为其机械特性、热力学特性以及粘弹性参数。
通过田口设计方法得出L32(2×146)正交阵列,控制参数水平的标准设置如表3所示。7个工艺控制参数为正交实验变量,加热温度(如)设计为2个水平,第1次弯曲步骤施加的压力(p1)和温度(T1)、第2次弯曲步骤施加的压力(P2)和温度(T2)以及最终弯曲步骤施加的压力(p3)和持续时间(t)都分别设计4个水平。
在这项研究中,选取超薄玻璃热弯工艺的加工能量消耗和曲面玻璃合格率作为响应变量。工业领域能量效率通常用比能耗(SEC)来衡量。针对本文研究内容,SEC定义为每块超薄曲面玻璃在完整的热弯工艺中所消耗的能量,即能耗(通常以kW·h为单位)与曲面玻璃产出量的比率。在整个实验过程中,使用秒表跟踪处理时间,同时使用三相能量分析仪(FLUKE 434)实时检测能量效率。为保证能量耗散的测量值准确可靠,所有实验均进行3次。合格率是用来评价超薄玻璃精密热弯工艺的性能和质量的一项指标。在不同水平的工艺控制参数组合条件下制造10块曲面玻璃,使用具有高景深的数码显微镜(Leica DVM6)观察玻璃表面是否存在裂纹、气泡、水波纹等主要缺陷,对次品进行计数,统计合格率。
2.2结果和讨论
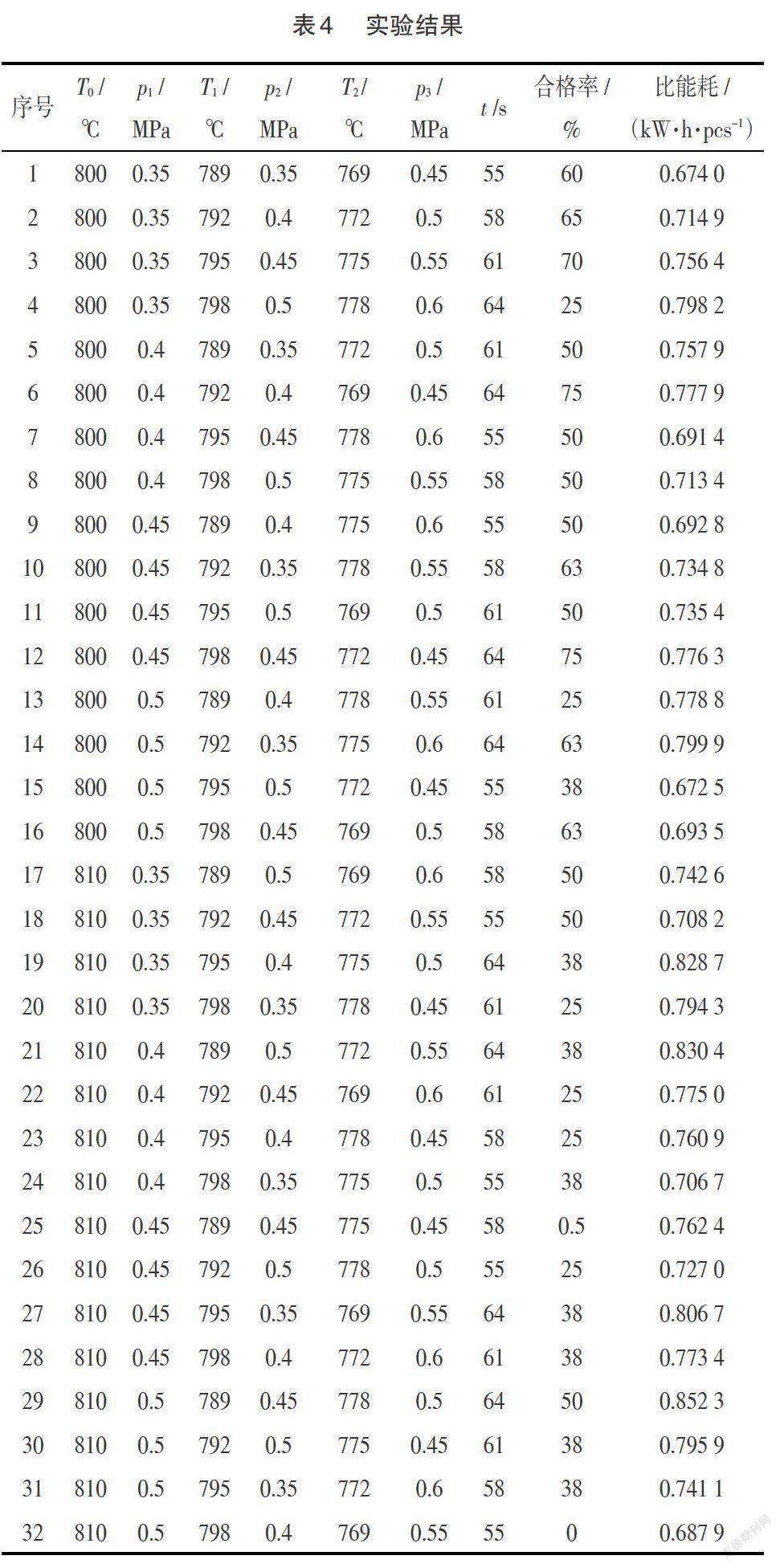
玻璃热弯工艺的实验结果如表4所示,下面就曲面玻璃合格率和比能耗对7个工艺控制参数的响应情况和成因进行分析。
合格率是反映超薄玻璃热弯工艺性能和产品质量的直观指标。如图2所示,通过高景深显微镜观察劣质曲面玻璃产品,发现其主要缺陷是表面裂纹、气泡、水波纹和碳颗粒附着。研究表明在超薄玻璃的弯曲区域和小孔处容易产生表面裂纹,还易附着部分碳颗粒,而在边缘区域中更容易产生气泡和水波纹。图3(a)所示为每个工艺参数对合格率的主效应比,加热温度(T0)对合格率的影响最大,第2次弯曲步骤施加的压力(p2)对合格率的影响也很大,其他5个工艺参数对合格率的影响程度中等。加热温度过高会降低产品合格率,由于过多的热量可能导致玻璃过度软化并加速了粘性流变,这对超薄玻璃的高精度热弯工艺是不利的,而且由于曲面玻璃热弯过程采用的是石墨模具,玻璃和石墨在过高温度下熔化,会导致制造的曲面玻璃上附着部分碳颗粒。施加过大的压力(外部载荷)则会导致在超薄玻璃的表面形成微裂纹,这是因为过大的力导致玻璃内应力快速波动,可能超出超薄玻璃样件的断裂极限,同时一旦曲面玻璃出现表面裂纹后,还会划伤石墨模具,在后续的热弯过程中直接影响着玻璃的热弯质量。弯曲形成是一个复杂的过程,弯曲温度和所施加的压力T1、和T2都有临界点,对这些临界点进行优化有利于提高合格率。
SEC被定义为制作一块曲面玻璃需消耗的能量,实验结果表明T0,T2和t与SEC呈显着正相关,而T1与SEC呈负相关。每个工艺参数对SEC的主效应比如图3(b)所示,最后弯曲步骤的持续时间(t)对比能耗影响最大,而温度T0、T1和T2对比能耗影响显着,所施加的压力p1、p2和p3对能耗的影响微弱。研究结果表明,在玻璃精密热弯工艺中,相比压力设备,加热设备会消耗更多的能量。因此,控制加热参数,即加热时间和温度,对能耗影响更显著。
3工艺参数优化及分析
为了改进超薄玻璃热弯工艺,提高曲面玻璃合格率,同时减少能耗,本研究采用多目标优化算法,结合BP神经网络(BPNN)、遗传算法(GA)和量子粒子群算法(QPSO)对热弯工艺进行优化。
3.1带有BPNN的遗传-量子粒子群复合算法
曲面玻璃合格率和SEC是评价热弯工艺性能和质量的关键因素,为了进一步控制生产成本,改进玻璃热弯工艺,以超薄玻璃热弯工艺实验结果作为输入,并以非最大集作为输出,同时以曲面玻璃合格率和SEC作为输出,根据优化的结果可以为热弯工艺参数提供更好的设定组合,有助于高精度超薄玻璃热弯工艺的高效运作,提高产品合格率和生产率,同时减少能耗,实现绿色可持续制造。
在寻找优化方案的过程中,针对需要实现的多个目标,对每个目标分别进行比较,以获得最佳结果。多目标优化的最佳方案是一组其中每两个方案都互不主导的方案,即在不同情况下最优,这种最优解称为帕累托最优,多目标优化的结果不是单个解,而是解集。
遗传-量子粒子群复合算法采用量子物理学中的波函数,粒子状态通过具有δ势阱的波函数来描述,此外,局部因素由高斯分布确定,它有助于全局优化的实现。粒子状态用以下公式描述:
BP神经网络具有很强的适用性并且逼近最佳结果的能力较强,具有非线性建模的能力,它主要分为3层,即输入层、隐藏层和输出层,输入层将实验数据传输至中间隐藏层,隐藏层经过学习和处理后将数据传输至输出层,随后判断输出层中数据是否符合期望输出,识别偏差大时,输出层将数据逆向输送至隐藏层,修正隐藏层的权值和阈值,反复迭代这个过程直到输出值与期望值一致,它根据已知数据类型和期望的输出类型作为参考确定输入层和输出层节点的个数,其中隐藏层的个数对合格率、SEC的预测结果影响很大,个数较少难以获取有效信息,预测结果误差大,而个数多又会增加训练时间且容错性较低,假设输入层的节点数为a,输出层的节点数为b,那么根据公式(6)确定隐藏层的节点个数c。
式中:e为1~10的常数。
c的值起初是一个范围,将这个范围内的整数作为隐藏层节点的个数,分别记录不同个数下结果的误差,其中误差最小的隐藏层节点个数即为最终确定的BPNN模型中隐藏层节点的个数。
BPNN用于生成模型,该模型将用作遗传-量子粒子群复合算法的适应度函数,用来计算权重以改善网络,直到其能够执行要为其训练的任务为止。在BPNN中,输出错误会连接回输入,直到算法遇到最大迭代次数或最小误差为止。
本文中,遗传-量子粒子群复合算法的粒子被用作模拟实验轨迹。每个粒子有7个维度,分别为加热温度(T0)、第1次弯曲步骤施加的压力(p1)和温度(T1)、第2次弯曲步骤施加的压力(p2)和温度(T2)以及最终弯曲步骤施加的压力(p2)和持续时间(t)的值。每个粒子都有2个适合度的标准:合格率和比能耗,创建具有7个输入,2个输出,4个神经元的隐藏层的BPNN模型。每个粒子的适应度值均由BPNN计算,每个粒子都有一个最佳状态。对于所有粒子,非主导集用于最佳状态。为了保持结果的多样性,将为非优势集中的点计算人群距离。当gbest集合的大小超过最大值時,新的非主导点将用最近的拥挤距离替换该点,复合算法流程如图4所示。
3.2优化结果及分析
以美国康宁新型三代大猩猩玻璃作为研究对象,表5所示为基于BPNN的遗传-量子粒子群复合算法优化获得的最低能耗和最高良率,能耗的范围是0.718 6~0.799 1 kW·h/pcs;合格率的范围是67.8%~75.21%。在表4和表5中均具有最小比能耗和最大合格率的结果可以视为本文优化中的典型情况,表4中NO.15和表5中NO.I在表中具有最小的比能耗,比较这两个结果,比能耗增加约4.6%(从0.672 5 kW·h,pcs增大至0.718 6 kW·h/pcs),而合格率提高约78.4%(从38%提高至67.8%),这意味着以一定的比能耗为代价能显著提高产品合格率。表4中NO.6(NO.12)和表5中NO.2在表中具有最大的合格率,合格率提高约0.3%(从75%提高至75.21%),比能耗增加约2.7%(2.9%)(从0.777 9 kW·h/pcs(0.776 3 kW·h/pcs)增大至0.799 1 kW·h/pcs),这意味着以一定比能耗为代价还能进一步提高合格率,但提高水平不显著。对于实验结果,比能耗和合格率的平均值分别为0.751 9 kW·h/pcs和43.39%,而针对优化结果,比能耗和合格率的平均值分别为0.7508 kW·h/pcs和72.32%。经过优化处理后,比能耗(SEC)降低约0.12%,合格率提高约66.67%,它表明目标优化有助于获得更好的工艺参数组合。图5所示为基于优化数据得到的帕累托图,观察可知,比能耗降低的同时合格率也会降低,比能耗增大时合格率也相应提高,而研究目标就是提高玻璃热弯合格率,同时降低比能耗,因此,选择图中所示优化区间内(椭圆范围内)对应工艺参数组合能同时权衡并获得更好热弯质量和较低能耗。
4结束语
本文针对高精度手机超薄玻璃热弯工艺性能进行了实验研究和优化,分析得到如下结论。
(1)实验研究发现,超薄玻璃上观察到的大部分缺陷(裂纹、气泡、水波纹)的形成主要归因于超薄玻璃的边缘、加工孔及缝隙处应力集中,尤其在热弯区域更为显著。
(2)加热温度和加压持续时间对超薄玻璃热弯过程中的能耗与合格率有特别显著的影响。具体而言,研究表明加热温度和能耗相关的主效应比为23.65%,而加压持续时间和合格率相关的主效应比达到52.48%。
(3)基于BPNN的遗传一量子粒子群复合算法优化过程,比较优化结果和实验结果,比能耗(SEC)降低约0.12%,合格率提高约66.67%,采用优化过的工艺参数组合能达到至少67.8%~75.21%的合格率,并实现不超过0.799 1kW·h/pcs的比能耗,目标优化有助于获得更好的工艺参数组合,改善加工性能,提高玻璃热弯質量,满足绿色制造要求。
猜你喜欢
中国药学药品知识仓库(2022年9期)2022-05-23
中国药学药品知识仓库(2022年7期)2022-05-10
体育风尚(2018年5期)2018-09-10
佛山陶瓷(2018年2期)2018-03-10
数字技术与应用(2016年10期)2017-04-01
山东工业技术(2017年6期)2017-03-28
筑路机械与施工机械化(2016年2期)2016-03-12
读写算·高年级(2015年11期)2015-11-17
软件导刊(2015年6期)2015-06-24
恋爱婚姻家庭·青春(2009年12期)2009-01-14
