隧道式灭菌烘箱质量控制难点分析及对策
2021-09-10 07:22张跃鑫蒋华吴海铭
机电工程技术 2021年2期
关键词:解决方案
张跃鑫 蒋华 吴海铭
关键词:疫苗制品;隧道式灭菌烘箱;质量风险;解决方案
0引言
西林瓶隧道式灭菌烘箱是疫苗分装关键设备,西林瓶由316L不锈钢网带承载直接穿越预热区、高温灭菌区和冷却区,这个穿越过程是质量风险严控过程。灭菌烘箱质量风险关键控制点有灭菌烘箱内部洁净度、输瓶网带运行速度确认、各区高效过滤器性能确认、各区高效过滤器出风口风速、各区压差控制、高温灭菌区灭菌程序及温度热分布验证、灭菌后西林瓶不溶性微粒的检测验证、冷却区温度确认等。结合多年的设备维修、维护及管理工作经验,本文总结梳理了5条设备的风险控制点,做好了这些风险点控制,产品质量才有保障。
1隧道式灭菌烘箱结构及工作原理
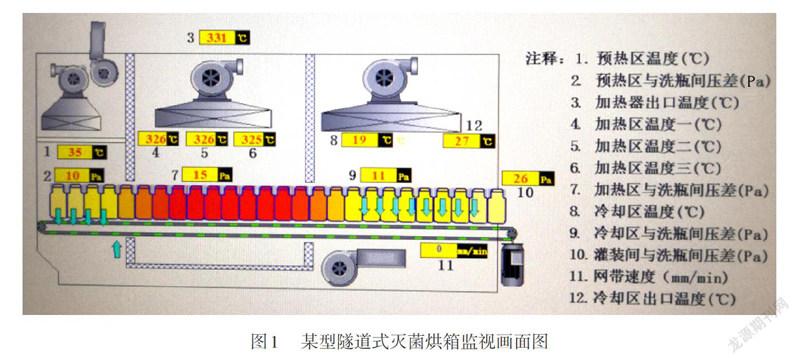
隧道式灭菌烘箱结构主要由预热区、高温灭菌区、冷却区组成,3个区域里都装有不同型号的高效过滤器,各区压力能自动控制始终高于外部压力且西林瓶在灭菌区的温度、时间、压差可控。预热区像是洗瓶间与高温灭菌区间的一堵热保护层,对刚从洗瓶机清洗完的西林瓶进行预干燥作用。高温灭菌区是烘箱的核心区域,主要工作原理是利用干燥的热空气以对流方式进行循环,且经高效过滤器呈垂直层流覆盖来进行灭菌,从而使西林瓶达到烘干、灭菌及除热原效果。冷却区主要功能是将已灭菌、除去热原的西林瓶快速冷却至25℃以下,并输送到灌装加塞机进行下一道生产工序,如图1所示。
2灭菌烘箱内部洁净度确认
灭菌烘箱内部洁净度主要指烘箱输瓶网带、烘箱内侧及高效过滤器导流板洁净度。其洁净度确认由悬浮粒子检测、沉降菌检测等手段进行确认,建议1个月进行1次。
(1)每批产品生产结束后的设备正常清洁、玻璃碎屑清扫等,特别是玻璃碎屑,如果清扫不彻底,造成大量碎屑停留在输瓶网带上,待下一次生产时会造成输瓶网带卡瓶、冒瓶、倒瓶、过渡板变形甚至会影响灌装理瓶系统。
(2)烘箱网带定期的超声波清洗、烘箱内侧及高效过滤器导流板表面清洁。因烘箱内部,特别是灭菌区温度较高,干烤过的瓶子较涩,与输瓶网带间摩擦阻力较大,会产生大量尘粒,低硼硅的玻璃瓶子更突出。高效过滤器因长期高温也会产生一定的脱落物着于导流板或烘箱内壁上,所以定期清洁非常重要。
针对设备清洁问题,建议企业必须重视与规范清洁程序,从清洁用具、流程、方法等做出明确规定,这项工作须由操作人、复核人共同完成。定期的超声波网带清洗工作,建议1周1次或生产2~3批次产品进行1次,烘箱内侧及高效过滤器导流板表面清洁建议1年2次,且在更换高效过滤器同时必需进行更为彻底的清洁。这是隧道式灭菌烘箱内部环境达标的重要保障,也是产品质量安全的基本保障。
3高效过滤器性能确认及风险预防
高效过滤器是隧道式灭菌烘箱核心部件,其性能关乎产品质量,属严控部件。高效过滤器根据过滤等级、耐温高低的不同,价格也相差较大,只有选择适合的滤器型号才能避免风险及不必要的浪费。
3.1高效过滤器选型
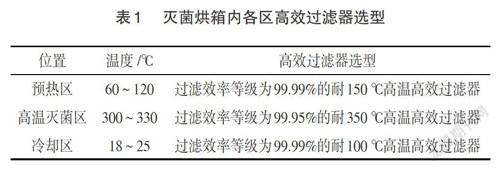
高效过滤器主要针对烘箱内0.3μm尘埃粒子。因工艺要求,各区温度设置不同对高效过滤器的选型也不同,如表1所示。
3.2高效过滤器更换周期
高效过滤器是烘箱重点管控部件,更换一般是定期更换(特殊情况除外)。每次更换高效过滤器后需对其标识牌做更新,正常运行循环风机,记录过滤器上下端压差的初阻力,并换算出相应的警戒阻力值和更换阻力值,并将相应的值填写在标识牌上。个人建议高效过滤器满足下列之一条件需进行更换。
(1)使用时间满12个月,即定期1年换1次。
(2)高效过滤器终阻力达到初阻力2倍的80%(警戒值)时做好更换准备,当终阻力达到初阻力2倍时进行更换。
(3)当循环风机以最大转速运转,在高效过滤器正下方约15~20cm位置处检测风速仍未达到0.36m/s时进行更换。
3.3高效过滤器的安装与检测
高效过滤器安装按照过滤器箭头标识方向进行安装。安装好的高效过滤器必需做完整性测试(PA0测试)、风速检测、悬浮粒子检测、沉降菌检测等,只有各项检测合格后才能投入使用。
3.4高效过滤器的风险预防
因高效过滤器对于灭菌烘箱来说十分重要,必需对高效过滤器进行有效地管理才能降低质量风险的发生,建议对每个高效过滤器实行标识牌管理制度。每次更换完成,高效过滤器都要进行标识牌信息更新工作,标识牌包含过滤器初阻力值、警戒值及更换值。
4压差控制
本文隧道式灭菌烘箱压差控制指烘箱内各区高效过滤器上下压差、烘箱内各区与洗瓶房间压差及冷却区风压平衡控制。生产进行时,操作人员需定时核对各压差值是否在指导值内波动。灌装间相对洗瓶间压差在20~30Pa为宜,烘箱内各区相对洗瓶间压差为正压且各区间需有压差梯度,建议压差值在2Pa以上。
個人建议压差波动设定值为:预热区相对洗瓶间压差8~14Pa;灭菌区相对洗瓶间压差10~16Pa;冷却区相对洗瓶间压差8~14Pa。
(1)各区高效过滤器上下压差监测
高效过滤器上下压差监测关乎高效过滤器、循环风机运行情况,会因过滤器破损、堵塞、密封、循环风机损坏或控制故障等发生波动,是产品质量保证的关键因素,所以建立合理的风险预警值至关重要。每次更换或调整高效过滤器后,必需做相应检测并及时更新压差标识牌,详细记录初阻力值、警戒值及更换值。生产过程中需真实、规范填写压差记录。
(2)各区与洗瓶房间压差
各区与洗瓶房间压差为正值,且灭菌区要比预热区和冷却区压力高2~3Pa。具体值需经烘箱相关验证而定,一般预热区、冷却区控制在8~14Pa,灭菌区控制在10~16Pa,各区间隔板高度根据洗瓶房间与灌装房间的压差变化自动或手动调节隔板高度,隔板高度一般控制在高于瓶口5mm为宜。
(3)冷却区风压自动平衡控制系统
冷却区与灌装间相连,受灌装间影响很大,压差波动较大,应在冷却区配置风压自动平衡系统,使烘箱内部在生产过程中实现风压的自动平衡,其主要原理是当环境风压发生变化时控制排风量,达到新的平衡点。
5高温灭菌区温度控制与验证
根据《药品生产质量管理规范(2010年修订)》、中国药典干热灭菌法要求,在设计灭菌程序时应当考虑被灭菌产品的完整性、稳定性、无菌保证及经济性等多方面的因素。灭菌时间和温度的选定,在保证达到无菌要求的同时,还应防止灭菌时间过长或温度过高,造成西林瓶不溶性微粒、可见异物增多或高效過滤器的损坏。建议灭菌区用于记录的温度探头与用于控制的温度探头应分别设置或设置为双温度探头,位置需通过验证确定。灭菌区灭菌温度设定为320℃,工艺验证时要求各测试温度传感器在通过灭菌区时温度不低于300℃、时间不少于5min为合格。
5.1灭菌区温度控制
灭菌区温度控制是整个烘箱控制的核心部分,控制系统一般由PLC、PT100温度传感器、温控仪或可控硅、有纸记录仪、热风循环风机、不锈钢电加热管等组成,分灭菌前、中、后三段控制,三段间温度波动应在灭菌温度设定值的±10℃内波动,只有保证温度的均匀性,产品质量才稳定可控。
5.2灭菌区工艺验证
灭菌工艺验证主要从烘箱温度热分布的均匀性和内毒素灭活性验证两方面进行测试,通过检测,分析出烘箱存在的问题,从而采取相应措施,避免质量事件发生。
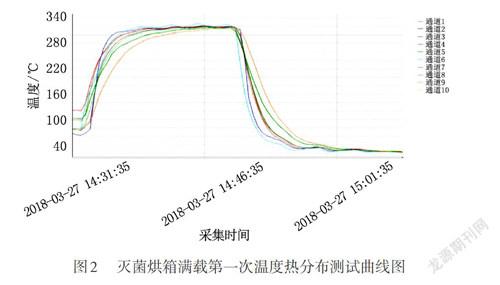
(1)灭菌区温度热分布验证,分空载与满载热分布验证分开进行,各连续检测3次。灭菌烘箱测试温度传感器通过灭菌区要求:空载热分布、满载热分布满足温度不低于300℃、时间不少于5min。各检测点温度在灭菌温度设定值±10℃内波动较为均匀,如图2所示。
(2)细菌内毒素灭活验证。测试方法:按照满载热分布试验方法布置检测点,以生产速度让内毒素标准品通过灭菌烘箱。检测标准:一般将不小于1000单位的细菌内毒素(>1000EU)加入待去热原的物品中,证明该去热原工艺能使内毒素至少下降3个对数单位。细菌内毒素灭活验证试验所用的细菌内毒素一般为大肠埃希菌内毒素(大肠杆菌内毒素)。
6冷却区温度风险控制
冷却区在烘箱的末端,直接与灌装加塞机的理瓶区相连,主要作用是冷却经过高温灭菌去热原的瓶子,使瓶子在经过冷却区后温度能满足灌装产品的工艺要求。大家往往把关注的重点放在了温度、压差、风速这些上,建议重点关注冷却区的水冷换热器这个部件,生产过程中需要引起重视,这是质量风险控制容易被忽视的。对于换热器,只有做到以下2点措施才能确保不发生事故,从而有效降低质量风险发生。
6.1水冷却器定期检查
水冷却器主要是依靠循环冷却水,冷却水温度一般为7~12℃,这个温度容易在管壁上产生大量的冷凝水,所以冷却器下方都会设置一个积水盘,积水盘与排水管相连,有利于及时排走收集到的冷凝水。建议1个月要拆开烘箱外罩检查一下积水盘是否有积水、排水管是否有堵塞。这是非常重要的,别等水渗进冷却区才发现。
6.2水冷却器定期化学清洗
水冷换热器定期清洗十分重要,需引起重视。因换热器传输介质主要是冷却水,而冷却水杂质较多,长期使用后使得换热器内部循环盘管内壁结垢,易造成堵塞影响冷却效率,建议1年进行1次化学清洗。
7结束语
本文对隧道式灭菌烘箱质量风险控制进行分析,所述5条质量风险控制点很关键,需引起生产企业重视。只有加强设备风险点的控制工作,才能保证产品质量,为疫苗安全生产保驾护航。
猜你喜欢
阅读与作文(英语初中版)(2021年8期)2021-09-13
科学家(2021年24期)2021-04-25
电子乐园·下旬刊(2021年3期)2021-02-08
华声文萃(2020年10期)2020-10-21
文萃报·周五版(2020年31期)2020-08-19
通信产业报(2020年19期)2020-06-19
造纸信息(2019年7期)2019-09-10
中国信息化周报(2017年12期)2017-05-04
软件和集成电路(2016年8期)2016-10-15
微型计算机·Geek(2009年3期)2009-12-11