微型步进马达线架组自动卷线设备设计
2021-09-10 07:22王永亮廖新明
机电工程技术 2021年2期
关键词:触摸屏
王永亮 廖新明



关键词:微型步进马达;触摸屏;自动卷线;自动上下料
0引言
随着企业生产成本的增加,各行各业秉持机械换人,把需要重复动作的岗位交给机器,从而降低成本,其中微型步进马达线圈组卷线工作也急需从人工手动上下料卷线不断创新转换,本文从减少公司人工成本、提升卷线良品率出发,专门设计研发一种能提升微型步进马达线圈组卷线效率,同时能自动线架上料及线圈组卷线完成后自动卸料的机构,解决了本行业中线圈组卷线的瓶颈,降低了工人变换频繁造成的浪费,提升了微型步进马达线圈组卷线的良品率,同时为逐步向智能制造迈进奠定了一定基础。
为此,本文从微型步进马达线圈组自动卷线出发,探究微型步进马达卷线组的创新成果。
1线圈组自动卷线方案
线圈组自动卷线设备包括线架上料、线架搬运组装至卷线机、卷线组完成后自动下料等机构,本着提升产品品质、提高生产效率和减少工人劳动量的目的,采用振动盘及直振料槽把线架单体运送至目标位置,搬运机构插取线架组装至卷线机治具上,卷线完成后,通过外部机械机构自动卸料。最终在优化设计、通力协作、有序运行前提下,实现设备每天最大工作效率生产,减少公司运营成本。
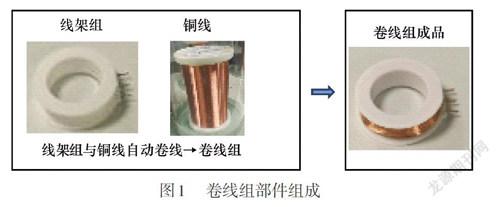
微型步进马达卷线组由线架组、铜线2个部件构成。卷线组部件组成如图1所示。
1.1设备整体
自动卷线机主要成本由线架自动上料机构、线架运送组装机构、卷线机、自动卸料机构等部分组成。自动卷线设备如图2所示。
1.2自动卷线工艺困难点
(1)线架自动上料移送精度不足时,会压坏线架,导致线架上料不良。
(2)线架搬运移送治具存在间隙,运送过程会发生位置偏移,发生组装至卷线机时线架偏移,导致卷线针断裂。
(3)卷线组完成品自动卸料时与治具等碰撞,以及和卷线组两两摩擦碰撞导致线伤、线断。
2自动卷线机重要机构说明
2.1线架自动上料机构
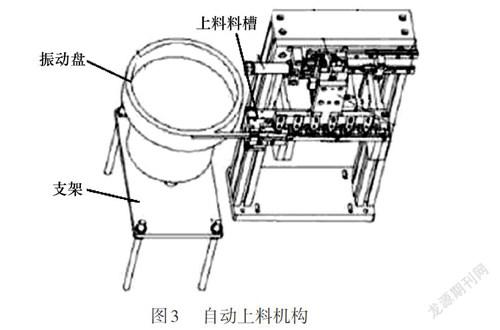
线架上料机构由支架、振动盘、上料料槽等机构组成。自动上料机构如图3所示。
振动盘内线架通过振动盘上料,运送至上料料槽位置后,等待线架运送机构插料组装至卷线机。
2.2线架运送组装机构
线架运送组装机构主要包括支撑机构、驱动机构和抓料机构。支撑机构包括底架、支撑架和支撑板,支撑架设置在底架的一侧,支撑板固定在支撑架上。驱动机构包括第一驱动机构和第二驱动机构,第一驱动机构固定在所述底架上,驱动端固定在支撑架的底部;第二驱动机构设置在支撑板上。抓料机构包括架头、真空吸料管和卡料端头,架头与第二驱动机构的驱动端固定连接,真空吸料管固定在所述架头上;一端开有吸料孔,卡料端头设置在真空吸料管开有吸料孔的一端,并且吸料孑L均匀分布在卡料端头的周围。线架运送组装机构如图4所示。
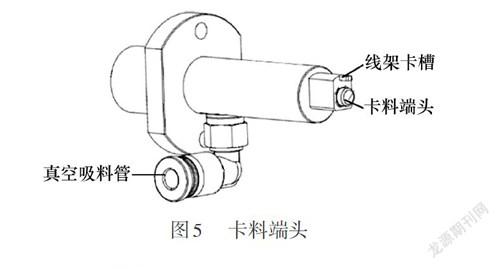
线架运送过程中,卡料端头插料会发生位置偏移,导致线架组装至卷线机时,发生位置偏移,导致线架损伤,甚至导致卷线机卷线针断,为了彻底解决线架运送过程组装卷线机时发生位置偏移的问题,特对线架运送组装机构进行防呆设置,重新设计卡料端头,增加线架卡槽和真空吸料管,如图5所示。
2.3自动卸料机构
下料机构包括搬料机构和存料机构。存料机构包括存料架和取料架,存料架固定在设备的前侧,存料架上设置有存料杆,取料架设置在设备的后侧,取料时,设备停止,拉出存料架至取料位置,取料架上设置有卡料套。搬料机构包括搬料架和吹料管,搬料架上设置有卡接柱,卡接柱分割为两部分并且之间设置有弹性件,吹料管设置在搬料架上,吹料管的吹风口朝向存料架,彻底解决了下料速度快导致卷线组铜线碰撞而发生工件损坏的问题。自动卸料机构如图6所示。
3控制系统
控制系统独立设置,由三菱PLC FX3G和威纶触摸屏MT8100IE组成。设备操作分手动调整模式和自动模式,运用威纶触摸屏对各组装点独立控制和延时补正。手动调整模式是为卷线针更换后或设备故障调机及设备初始调整使用。设备自动运行时实时监控线架自动上料机构、线架运送组装机构、自动卸料机构的物料情况,并监控线架压人端子有无,线架无压入端子时,卷线工作无法实施,严重时可导致卷线机针断裂,造成设备故障。
4设备测试及解决的關键技术
4.1设备运行测试
自动卷线机的实际测试步骤:
(1)接通机器的电,并检测系统气压0.45MPa以上;
(2)通过触摸面板系统设置确认相应参数;
(3)线架、铜线部件安装准备;
(4)自动卷线组OK品按照各号位区分放置;
(5)完成一定数量,关闭设备记录实验结果。
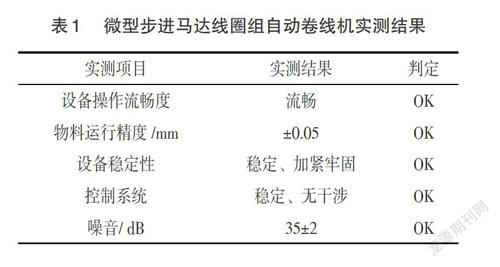
实测结果如表1所示。
4.2解决的关键技术
本项目在实施过程中主要解决了以下关键点。
(1)自动分料振动盘通过独特分料机构,解决了上料过程中发生的叠料、卡料等问题,通过整个上料机构的结合,在运行过程中确保了供料稳定运行。
(2)线架自动上料机构单独等距搬用线架,一次上料6个线架,解决了线架搬用中因卡料后的线架断裂导致无法成功上料的问题,进而影响设备运行。
(3)对线架运送组装机构增加线架端子检测,解决了线架无端子时造成卷线机针断的问题,影响整体自动卷线机的运行,避免设备停机,浪费时间。
(4)自动卷线时,线架运送组装机构增加顶住线架柱子,解决了自动卷线时线架发生位置偏移造成的自动卷线不良的问题。
(5)对自动卸料机构增加排料后吹气,避免卸料时发生卡料而导致后续卸料挤压出现问题。
5结束语
通过本设备的线架自动上料、线架运送组装、卷线组卸料设计,实现了微型步进马达线圈组自动卷线机的设备设计。目前市场上有众多自动卷线机,适用于微型步进马达专业领域的设备还需深入研究,各行业自主研发设备推动着电子产业迅速发展,实现产品的精密生产和批量生产。最重要的是可以有效地缓解劳动力短缺,改善工人的工作环境;模组化的设备设计,为后续整体微型步进马达智能产业化奠定了一定基础,同时自动卷线机的研发促使高技能人才不断地成长,全自动化(无人)产业链的全面应用成为后续奋斗的目标。
猜你喜欢
少儿科技(2020年2期)2020-05-13
汽车实用技术(2020年1期)2020-02-25
知识就是力量(2018年7期)2018-07-11
大众健康(2017年5期)2017-05-20
科技创新与品牌(2015年10期)2015-10-27
中国信息化·学术版(2013年5期)2013-10-09
中国信息化·学术版(2013年5期)2013-10-09
职业·下旬(2009年11期)2009-12-29
计算机世界(2009年49期)2009-05-13
中学科技(2008年1期)2008-02-27