某型发动机加力筒体穿孔故障维修技术研究
2021-09-10 18:43马双龙米廪营王广林仝磊
内燃机与配件 2021年11期
马双龙 米廪营 王广林 仝磊





摘要:针对某型发动机加力筒体在使用过程发生穿孔、严重变形等故障情况,从加力筒體结构、材料、维修条件等方面综合分析,结合一起加力筒体烧穿损伤,研究制定故障维修措施,并进行针对性修理,恢复发动机使用性能和技术要求,为航空装备按期重返训练场、参与飞行训练提供技术保障。
关键词:加力筒体;穿孔;故障维修
中图分类号:TK442 文献标识码:A 文章编号:1674-957X(2021)11-0171-03
0 引言
航空发动机在飞行训练时除了可能出现常见的转速摆动、T4温度高、喷口脉动、滑油压力摆动等故障,也可能出现因撞击外来物造成进气道相关机件损伤、飞机蒙皮破损,甚至发动机外部的机械损伤等。航空装备在故障情况下,能否及时维修,恢复可使用状态,是飞行训练保障能力的重要体现。下面就加力筒体在使用中可能出现的穿孔损伤,结合一起加力筒体烧蚀穿孔故障开展维修技术研究,制定可行、可靠的维修方案,确保在规定的时间内修复故障,恢复发动机使用技术要求,保障航空装备的飞行训练需要。
1 产品介绍
部分初级、中级教练机使用带有加力燃烧室的涡轮喷气式发动机,加力筒体属于发动机加力燃烧室的一部分,安装于发动机尾部,如图1所示。加力筒体是一个直径分段缩小的圆筒,由前安装边、五段不同厚度的壁和调节片安装边组成,前段用快卸环与加力燃烧室的扩散器后安装边连接,后端装有可调喷口的调节片、调节环和液压操纵系统等,外壁上焊接有吊挂支架、前后隔热罩支架等,通过左右两个吊挂安装于飞机发动机舱。为降低筒体的壁温,以及减少对飞机后机身的热辐射,在筒体内表面装有全气膜冷却的全长隔热屏,隔热屏共五段,均由耐热合金板材冲压而成,其中第一段主要起防止震荡燃烧的作用,二、三段隔热屏上均布有冷却气孔,四、五段隔热屏喷涂有隔热的氧化锆涂层。
2 故障损伤情况
某型发动机在加力状态使用时,加力燃油总管出现裂纹,总管裂纹后,航空燃油从裂纹处喷出,由于喷出的燃油雾化效果不佳,且燃油流体喷射在加力筒体上形成集中燃烧点,燃油最高温度可约达1600℃,导致加力筒体局部隔热屏烧蚀掉块、外壁烧穿,如图2所示。
3 技术要求
3.1 技术状态
加力筒体外壁、隔热屏、安装边等可视部位应无裂纹、严重变形等损伤,隔热屏氧化锆涂层无严重烧蚀掉块。隔热屏母线(凹下部分)与加力筒体外壁间隙为3~13mm。
3.2 损伤风险分析
加力筒体出现严重烧蚀或穿孔损伤后,一是筒体筒壁与隔热屏之间静压冷却效果下降,可能导致损伤进一步加剧,面积扩大;二是高温燃气流从穿孔处流出,且呈不规则流失,造成发动机推力下降,影响发动机正常飞行状态;三是高温燃气流从穿孔处流出后,导致发动机外部的状态操纵系统电缆和管路烧蚀短路,影响发动机状态操纵,严重时造成飞行事故。
3.3 维修可行性分析
查阅加力筒体图样,加力筒体壳体是材料为GH99,厚度1.2mm的薄壁件;隔热屏是材料为GH3128,厚度为0.8mm的薄壁件,表面氧化锆涂层厚度0.25~0.35mm,且氧化锆涂层允许在加力筒体组合件上进行喷涂。
查航空工程材料手册《变形高温合金、铸造高温合金》,GH99、GH3128材料在常温下具有良好的冷加工成型性能和满意的焊接工艺性能。
综合分析,加力筒体穿孔故障可采用氩弧焊焊接补片的方式进行修复,氧化锆涂层可进行等离子喷涂。
4 故障维修实施
根据故障维修“就低不就高、临时性修理、因地制宜修理、换件和拼装修理”的原则,加力筒体穿孔故障可采用占地拼接焊修的方法进行损伤修复,拼接件采用实地待用、备用或维修自带的同类产品、相似部位,修理工艺参照相关技术要求执行。
具体维修作业主要有加力筒体从飞机的脱下、损伤评估、维修方案制定、维修前准备、故障维修实施、装试及合格放行。
4.1 分下加力筒体
分下飞机尾部后,将发动机加力筒体从飞机上脱出放下专用车架上。如果条件允许时,将加力筒体外部的前后罩、液压操纵组件、调节环等分解,便于焊接补片、喷涂等维修作业。
4.2 损伤评估
分下飞机尾部和加力筒体后,检查飞机蒙皮、加力筒体及组件的损伤情况,按照故障维修原则评估损伤的修理深度。
4.3 维修方案制定
根据损伤情况,分别制定飞机蒙皮、加力筒体的损伤维修技术方案,明确维修项目、人员、工装设备、备件明细、辅助材料及具体的技术路线、方法和验收标准、方式等。
4.4 维修前准备
按照维修方案做好人员调配、工装设备、备件等准备工作,并根据故障维修等级在规定时间将发动机送修理工厂或赴战场就地维修。
4.5 故障维修实施
4.5.1 飞机蒙皮及部件修复
脱开飞机尾部,针对飞机蒙皮及部件损伤情况通过补片、铆接、换件等手段进行修复。
4.5.2 加力筒体修复
4.5.2.1 技术路线
检查确认损伤部位→确定需切割的具体位置并划线→切割损伤部位→按实际需要准备补片→氩弧焊焊修→焊后检查→安装连接销→喷涂涂层。
4.5.2.2 具体实施内容
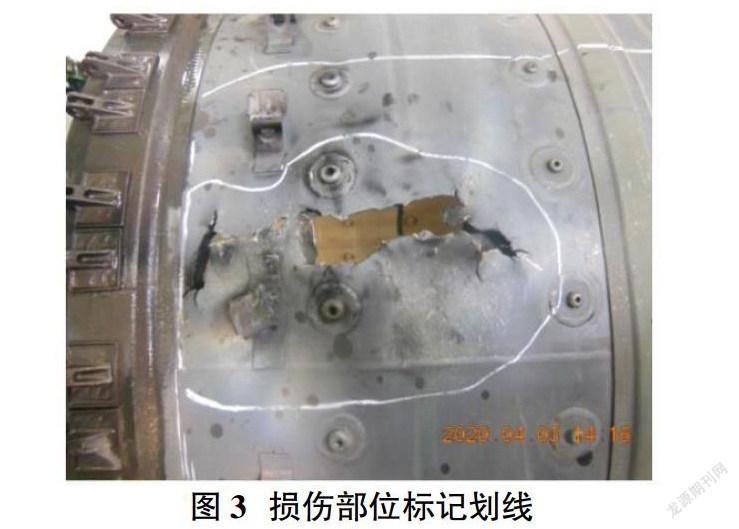
①详细检查损伤情况,标记每一处损伤部位,确定需切割补焊的具体位置并使用直尺、划规进行划线,如图3所示。针对较为零散的小穿孔,尽量归为整体后进行补片,减小零星焊修对整体强度的影响。
②取下外壁与隔热屏连接的销子,并按划线切割损伤部位。取下销子时应小心切割焊道,避免损伤销子。为保证补焊时能够啮合,切割过程中应保持切边的工整,切边上凹凸量不大于0.5mm,切割后可使用锉刀进行修整,如图4所示。
③按照切下的损伤部位形状、尺寸准备补片,补片与基体损伤部位啮合处间隙不大于0.5mm。补片采用同类产品的同一或相似部位,确保材料相同。隔热屏补片需考虑销子孔与外壁安装座的位置,确保外壁和隔热屏焊接后能够顺利重新安装连接销。
④氩弧焊焊修。焊接前使用洁净洗涤汽油清洗待焊部位,擦除表面金属屑等多余物,然后进行焊接作业,焊接过程中为防止因焊接热容量输入过高导致热影响区变形严重或残余应力过大,可采用分段焊接或使用专用的防变形工装。补片焊接后见图5。
按照焊接手册,加力筒体母体材料为GH99,可采用焊丝HGH3533,直径Φ1.6mm~Φ2.0mm;隔热屏母体材料为GH3128,可采用焊丝HGH3044,直径Φ1.6mm~Φ2.0mm。其他焊接参数选用如下:
钨丝:Φ1.6mm~Φ2.4mm;
焊接电流:40~80A;
极性:直流正接;
氩气流量:10~15L/min。
⑤焊后检查。补片焊接后使用10~20倍放大镜目视检查焊道、热影响等部位应无裂纹、严重变形等缺陷。出现裂纹时,重新打磨去除裂纹并补焊。出现严重变形时,使用木锤等工装进行校正,确保加力筒体外壁与隔热屏之间的间隙要求。
⑥安装连接销。补片焊修检查合格后,重新焊接安装连接销。
⑦补喷(涂)氧化锆涂层。补片焊接、重新焊接安装连接销后,在焊道部位或涂层损伤部位重新等离子喷涂氧化锆涂层。若条件限制,无法等离子喷涂,可使用B44调制涂料后刷涂,刷涂时使用汽油喷灯加热去除待涂部位油污。等离子喷涂后的加力筒体见图6。
4.6 装试
在修理工厂修复后,将加力筒体装配在发动机上在试车台架上进行试验验证;在训练基地维修后使用加力筒体固定架替代发动机尾部,将修复合格的加力筒体与发动机主机连接、装配,地面起动试车,调试发动机慢车、额定、最大、加力等状态性能,试车后检查加力筒体修理部位应无裂纹、烧蚀、严重变形,隔热屏涂层应无分层、掉块等缺陷。
4.7 合格放行
检查加力筒体符合技术要求后,安装飞机尾部,交付使用。
5 结论
针对加力筒体穿孔故障情况,通过分析产品结构、材料性能、技术要求等,采用切割、校正、焊修、喷涂等修理技术,形成了一套可行可靠的修理方法。通过装试检查,能够保证产品修复后的状态、性能满足使用要求。该技术研究为加力筒体穿孔故障维修提供了有力的技术支撑,能够指導及时、快速、顺利地完成故障维修作业,恢复航空装备使用要求。
参考文献:
[1]邓华州.飞机发动机构造[M].空军第一航空学院,1996.
[2]陈惠文.航空发动机控制[M]. 空军第一航空学院,1989.
[3]张绍维.航空工程材料手册-变形高温合金、铸造高温合金[M].中国标准出版社,1992.
[4]斯重遥.焊接手册-材料的焊接2[M].机械工业出版社,1992.
猜你喜欢
科学与财富(2019年22期)2019-04-17
澳门月刊(2018年1期)2018-01-17
三联生活周刊(2017年26期)2017-06-29
山东工业技术(2016年24期)2017-01-12
现代商贸工业(2016年14期)2016-12-27
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年22期)2016-10-18
三联生活周刊(2016年22期)2016-05-27
科教导刊·电子版(2016年5期)2016-04-19
科技视界(2015年25期)2015-09-01