某产品BGA虚焊原因分析及整机综合应力筛选
2021-09-17 04:54李书成何志杰王志超刘星宇赵长振
电子制作 2021年16期
李书成,何志杰,王志超,刘星宇,赵长振
(1.陕西中天火箭技术股份有限公司,陕西西安,710025;2.中天引控科技股份有限公司,重庆,401120)
0 引言
随着电子产品向轻、小型化发展,塑封球栅阵列(PBGA,以下简称“BGA”)作为一种新兴起的高密度封装技术,在表面贴装工艺中大量使用。电子芯片BGA封装的主要优点是:(1)封装占用面积小;(2)引脚数量多,接口功能更丰富;(3)自动贴装,效率更高;(4)整体生产成本低。但是BGA封装仍然会有以下问题:(1)由于BGA焊点隐藏在芯片底部,焊接、装配后无法直接检测,其他检测方法成本较高;(2)由于焊点面积较小,焊点的机械强度较低,在应力作用下容易容易断裂;(3)受热过程中元件和基板之间的热膨胀失配会导致芯片弯曲,甚至焊点开裂等问题[1]。
在所有工艺缺陷中,BGA焊点因对温度应力比较敏感,其质量可靠性问题尤其突出。环境应力筛选(ESS)是在不损失产品寿命的情况下,通过设备对筛选产品施加合理的环境应力,将产品内部潜在的质量缺陷加速变成故障,是剔除产品早期故障的重要手段。本文主要研究BGA焊接工艺缺陷的应力筛选技术。
1 BGA虚焊不良的原因分析
目前,对BGA焊点质量的检测,通常分为非破坏性技术检测,如目视检查和三维X光检测。目视检查仅能看到边缘焊点的表面,不能检测器件底部的焊点和焊点内部的缺陷,比如空洞和裂纹。X光检测可以看见器件上所有的焊点,包括底部的焊点,确定焊点是否有畸形或空洞。但不能检测焊点内部是否有裂纹。这两种检测办法的检测能力有限,均不能定位焊点内部缺陷。破坏性检测技术包括染色分析、金相检测和扫描电镜(SEM)及能量色散谱(EDS)分析[2]。破坏性检测技术常用于界面分析,可以检测出几乎所有的失效焊点,但这些检测方法成本均很高。
在某产品(ARM芯片为BGA封装)测试过程中,发现有部分产品在振动或温度影响下会输出突然中断,而去掉ARM电路板螺钉或按压电路板时,产品能恢复正常工作,重复按压电路板,故障可复现。通过三维X光和金相切片失效分析,ARM板失效的原因有:(1)焊球内部空洞面积<50%;(2)焊球内部存在裂纹,在环境应力作用下接触电阻增大甚至开路所致。
结合工艺复查情况,造成ARM芯片焊点裂纹的主要原因是:由于部分器件采购数量少,未采用标准料带或料盒包装,需要人工上料,在SMT过程中操作不规范,导致焊盘污染,进而造成焊接面氧化,形成虚焊,虚焊点经过使用和安装应力作用,产生细微裂纹;细微裂纹在正常的使用和安装应力作用下,快速生长形成较大裂纹,直至焊点开裂、应力完全释放。
2 筛选方案
■2.1 各种应力筛选比较
根据GJB/Z 34《电子产品定量环境应力筛选指南》,当产品中存在对某种类型应力敏感的潜在缺陷时,该筛选类型将该缺陷以故障形式析出的概率称为筛选度,反映了某种应力类型析出潜在缺陷的能力[6]。
温度循环的筛选度计算公式如下:

式中: 常数e为自然对数的底;R为高、低温差值 ;V为温度调节速率;N为温度循环的次数。
提高温变速率,可以减少焊点在潜在缺陷更快暴露出来,提高筛选效率。以80℃变化范围、做4个循环为例,5℃/min温变速率的筛选度为0.55,而20℃/min温变速率的筛选度为0.94,后者比前者提高了将近1倍。
到英国的华工被直接安排去了前线,挖掘战壕,修筑工事,掩埋尸体,清扫地雷,修路架桥……英国人用华工替代了自己国家的码头工人和运输工人,让他们承担了最艰苦、最繁重、最危险的工作。
温度循环中,高、低温保温时间应包含产品在该温度下产品内外温度达到平衡所需的时间和测试产品功能/性能所需的时间。
高、低温循环的次数也是影响筛选度的重要因素。GJB1032-90中规定总循环时间为80~120h。对于组件级来说,这一时间相当于20~40个循环。为了提高生产效率。根据MIL-HDBK-2164A《电子设设备环境应力筛选方法 》推荐变温速率应不小于10℃/min,可减少温度循环的次数,实际应用也更易操作。
随机振动的筛选度计算公式为:

式中:Grms为加速度均方根值;t为振动持续时间。
研究表明,温度应力和振动应力能激发出不同类型的缺陷,两者不能互相替代,可以将它们结合起来,在激发缺陷能力上得到互相补充和加强。
■2.2 温度+振动综合筛选试验方案
综合环境筛选试验相对于单环境筛选试验和组合环境筛选试验,能更好地模拟产品实际工作所遭受的环境,如常用于惯组减震的橡胶材料的固有频率随着温度变化而变化,在高、低温情况下与常温下的振动试验结果明显不同[3]。
(1)温度循环要求
温度试验条件如图1所示,温度范围-40℃~+70℃,保温时间为1小时,温箱变温速率10℃/min,单次循环总时间≤150min,共做5个循环。

图1 温度试验条件
随机振动时,振动轴向垂直于电路板方向,可使部件发生更大的变形和更严重的应力集中现象,促使缺陷更容易发生破坏,不仅可以增强筛选效果,还可以提高筛选的效率[4]。随机振动常采用6.06grms条件进行,振动方向选最敏感的X轴安装方向。试验条件如图2所示,每次振动2.5min。
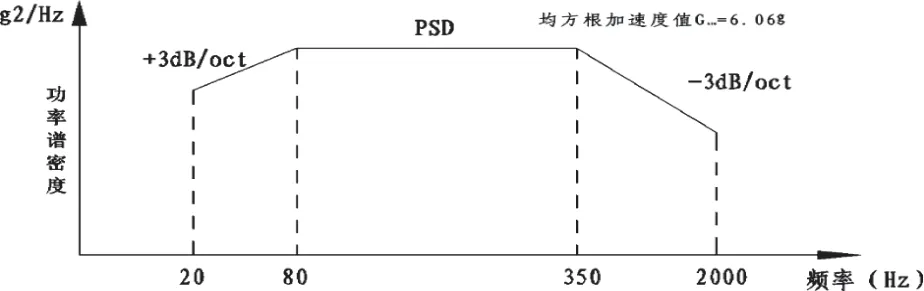
图2 振动试验条件
(3)监测和施振要求
参照GJB1032要求,降温及低温段断电,在低温保持结束前5min通电。试验剖面如图3所示。

图3 试验剖面图
振动方向为X轴向,单次振动时间2.5min,振动应力施加在每次循环在升温至高温保温结束前3min进行,第5个循环低温保持最后5min开始施加振动应力。
3 筛选试验
综合试验设备由三向电磁振动台和高低温试验箱组成,见图4。相关设备、仪表见表1。

图4 振动-温度试验箱

表1 试验/测试设备
经验证,该温变箱可同时筛选20套产品,变温率满足10℃/min的要求。试验中对每一套样品单独串联一个电流表进行电流监测。5套样品输出情况见表2。

表2 样品试验情况
根据公式(1)、(2),计算得到温度循环和随机振动的筛选度分别为0.905和0.777,即使不考虑综合试验各应力之间的耦合作用,本次综合试验筛选度为SS≥0.905+(1-0.905)×0.777≈0.98,即筛选度优于0.98,可有效剔除产品存在的缺陷,既节省了筛选时间,又提高了产品可靠性。
4 结论
针对ARM芯片BGA虚焊问题,后续生产过程中严格过程控制,提高工艺稳定性,减少人为因素。主要采取如下处置措施:
(1)成批采购器件,选择适应SMT自动上料的包装规格,规避人工上料过程。
(2)广泛采用自动检查等在线检查手段,批次抽样进行三维X光检测、切片金相检测,确保工艺参数稳定。
(3)为提高产品质量,应力筛选可以在装配之前开展,将产品板级进行筛选试验,尽可能在前期剔除缺陷和潜在故障。
(4)制定筛选大纲时应结合产品特性、实际条件充分考虑可操作性、经济性,使筛选要求落到实处,并根据筛选效果及时调整大纲。
本文首先对某产品的BGA虚焊原因进行分析,然后根据受筛产品的特性、温箱使用效率和经济性,设计了一种温度循环+振动的综合应力筛选办法,实测结果表明,综合试验筛选度优于0.98。该方法既节省了筛选时间,又提高了产品可靠性,实际应用也更易操作。能够满足批量生产产品筛选的需要,为综合环境试验的应用提供了技术支撑。
猜你喜欢
机床与液压(2022年9期)2022-09-20
焊接学报(2022年4期)2022-06-22
建材发展导向(2022年3期)2022-04-19
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
中国电气工程学报(2020年15期)2020-11-16
天天爱科学(2020年6期)2020-09-10
科技视界(2020年9期)2020-05-18
计算机辅助工程(2020年4期)2020-01-11
扬子江(2019年1期)2019-03-08