自动光学检测应用于微组装粘接工艺控制技术的研究
2021-09-22 06:13叶桢王道畅潘旷
电子技术与软件工程 2021年15期
叶桢 王道畅 潘旷
(中国电子科技集团公司第三十八研究所 安徽省合肥市 230088)
1 概述
自动光学检测技术已经开始应用于微组装领域,其应用的微波多芯片组件具有体积小,组装密度高,组装精度要求高,产能需求迫切的特点。在实际生产过程中依赖人工目检的方式已经完全无法胜任组件的检验工作,尤其是导电胶胶量的过程控制。一般的微波多芯片组件往往基于复合介质微带板或多层互联陶瓷基板,通过导电胶或者不同合金焊料将砷化镓芯片,硅芯片,芯片电容或者表贴元件与底层基板互联起来。而导电胶由于具有良好的粘接性能和流动性能,和易返工性被广泛应用于各种混合集成电路模块中的芯片机械固定和电连接。
根据文献[1],我们得知微波芯片元件的尺寸大小,决定装配时填涂导电胶的用量,而导电胶的厚度与导电胶的热阻和电阻有着密切的联系。当胶层太厚会导致热阻过大,而当胶层太薄时,底层的空洞又会增加热阻,减少粘接可靠性。因此保证导电胶的胶层厚度在一定范围内,是提高组件电性能和可靠性的要求。本篇文章中分别采用了二维和三维的方法统计导电胶的胶量,并比较两种方法的准确程度。
2 自动光学检测仪检测导电胶的基本原理和算法
自动光学检测技术一种应用于先进制造领域的高级生产过程控制手段,是通过计算机结合光学镜头,利用自动化的机械运动装置将光学镜头运动到被检测对象的位置,对被检测对象进行高精度的数字化成像,利用图像滤波算法对于被检测图像进行噪声滤波,通过图像增强算法突出被检测对象,通过特征提取的相关算法实现对于被检测对象的关键尺寸,位置和其他相关信息的提取,从而判断被检测对象的质量和整个工艺过程是否处于可控状态。一般来说,微组装生产过程中采用二维平面拍照的方式实现检测图像的采集,从而对于诸如焊点,导电胶,芯片图案等对象的检测。但是平面图案只能对于导电胶涂敷面积进行计算,而对于导电胶的Z轴方向剖面信息,二维手段提取的数据往往不能够充分表征,因此不能有效识别良点与不良点。因此,在检测手段中添加三维测量手段成为实现自动光学检测关键。我们以自动化产线上的某一种变频电路为例,示范利用光学检测算法来实现导电胶胶量的测量和控制,图1是该种产品的示意图。
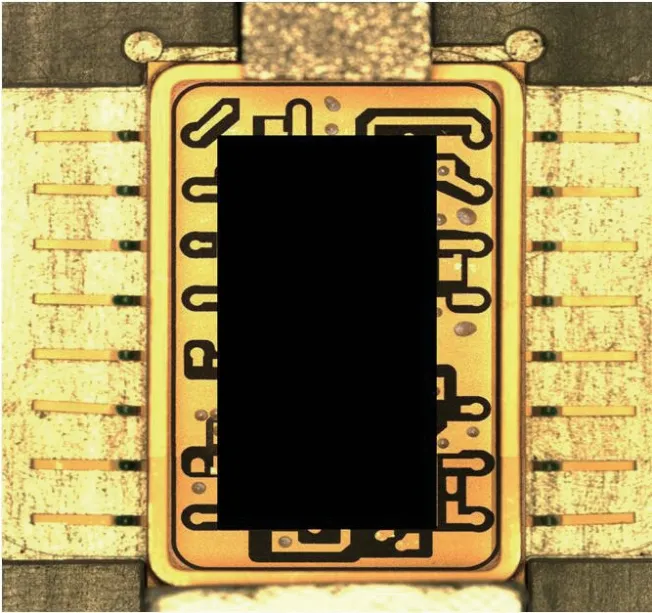
图1:某变频电路示意图
2.1 导电胶的二维平面测量
一般来说,微组装生产过程中,需要对于涂覆的导电胶的面积进行测量统计,来实现对于胶量多少和短路可能性的预判。我们采用的自动光学检测设备的光源系统如图2,实验中采用的各种组合光源强度如表1 。
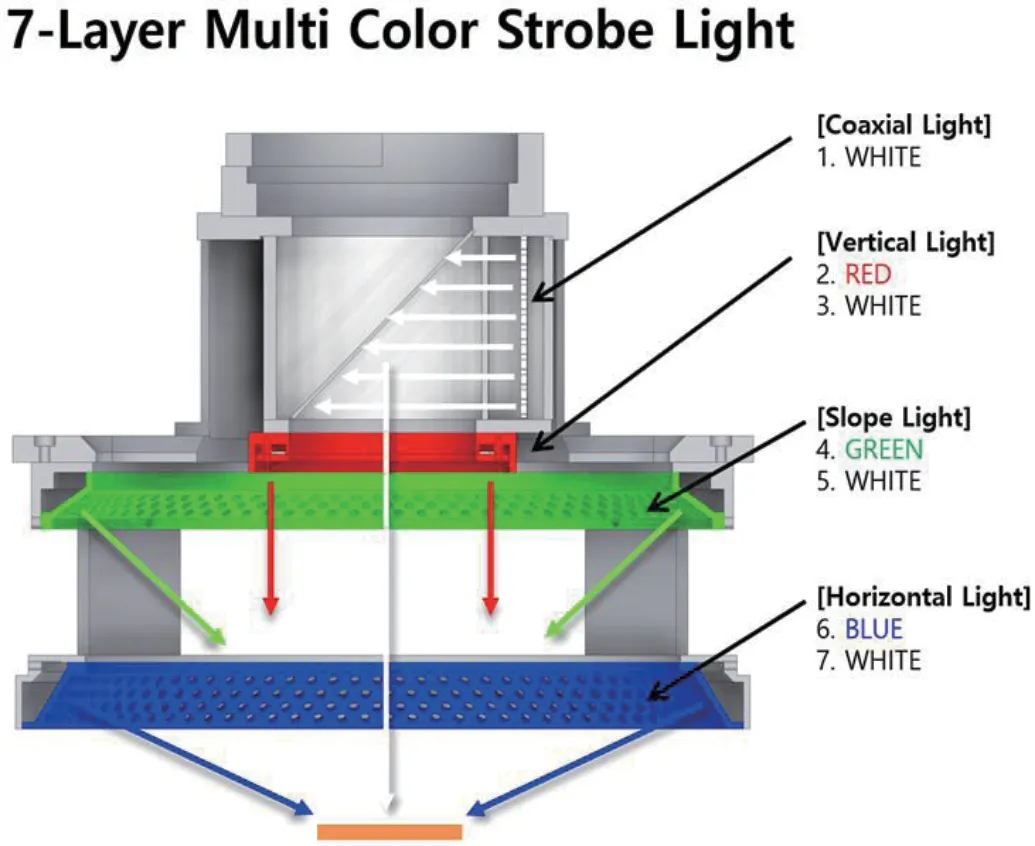
图2:自动光学检测设备光源结构示意图
不同编号光源对应的胶点示意图如图3所示。

图3:不同组合光源下的导电胶图片
观察组图发现,对于1,6,7图来说,当光源中的共轴白光较强时,入射到导电胶表面的白色光线会被导电胶弧形镜面以反射的形式散开,重新进入镜头的比例很少,而焊盘表面的金层却由于没有弧形结构,保证一定比例的同轴光线可以以表面漫反射的形式进入镜头,使得图片中的导电胶区域与焊盘相比,对比度较大,可以有效地利用后续的二值化算法进行区域百分比计算。而对于2,8,10图来说,我们发现焊盘的亮度较低,而导电胶区域的亮度较大。这是由于2,8,10图中加入了水平白光,这种角度的光线会从焊盘表面掠过,从焊盘部分反射进入镜头的光线较少,而当遇到具有连续变化角度的导电胶表面弧形镜面结构时,就会有相当比例的光线进入镜头,使得导电胶表面明亮,增强和与焊盘的对比度。然后,我们将不同光源下的图像导入Matlab,通过计算全图的对比度数值大小,来确定最终的用于测量点胶面积百分比的光源组合。对于图像对比度计算,参考公式:
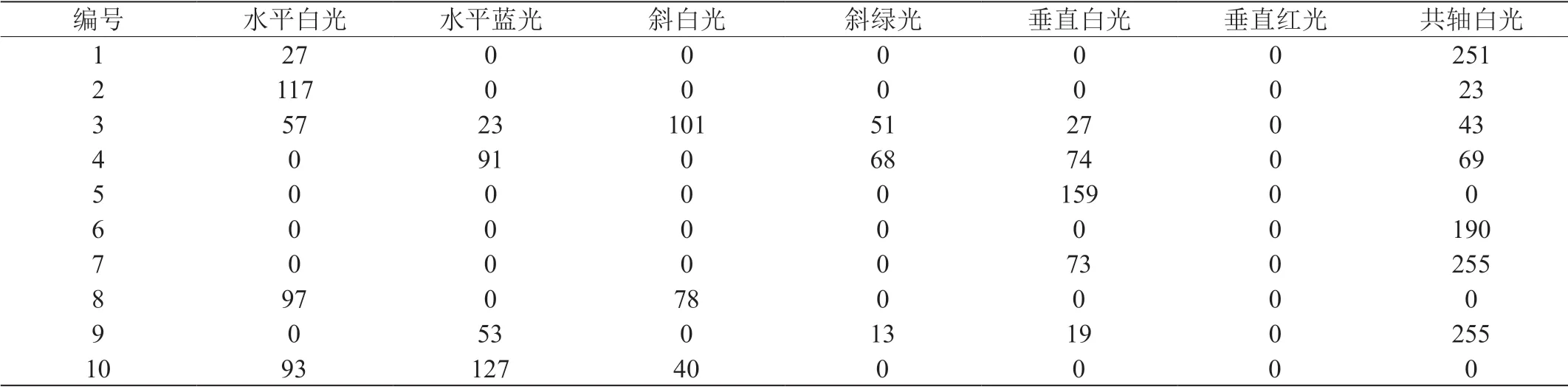
表1:组合光源设置参数

对于灰度图像的对比度计算公式,其中i,j角标遍历整个灰度图像,N是平方项求和的总个数N=4×m×n-2×(m-2)-2×(n-2)-4×2,其中m,n为图像矩阵的长和宽。经计算发现图6的对比度最大,选择6号光源用于测量导电胶面积。
2.2 导电胶基于激光三角测距法的剖面和体积测量
为了实现对于导电胶这种流动不定型的三维对象的检测,我们引入了激光三角测距手段作为导电胶表面形貌测量的工具。
图4展示了激光三角测距法的具体原理图[2]。
如图4所示,由激光发出的光线在不同位置物体处发生反射,反射光进入棱镜的角度不同,折射后激发图像传感器感光元件的位置就不同,随着物体表面高度的变化,或者表面移动,图像激光器位置和感光单元之间的三角函数关系计算即可知道被检测物体的空间位置坐标。由图中示意图我们得到:

图4:激光三角测距法的光路图
考虑到传感器自身光学系统的像差,光点大小和形状,以及探测器检测电路位置的不确定度等各种因素,以及表面倾斜,表面光泽和粗糙度等外部不确定性的影响,不同传感器在测量不同物质时的误差是变化的,使用之前需要对这些因素进行标定。
图5展示了应用激光三角测距测量导电胶胶量的示意图,图中标出了导电胶剖面的最高点和最低点。
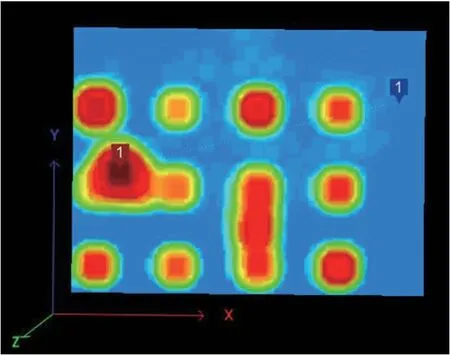
图5:导电胶3D示意图
3 数据统计和工艺改进
3.1 胶点数据统计分析
影响导电胶出胶量的因素有很多,根据点胶过程的示意图[3]:如图6,整个点胶过程分为前点胶阶段(Stage1),点胶阶段(Stage2)和后点胶阶段(Stage3)。
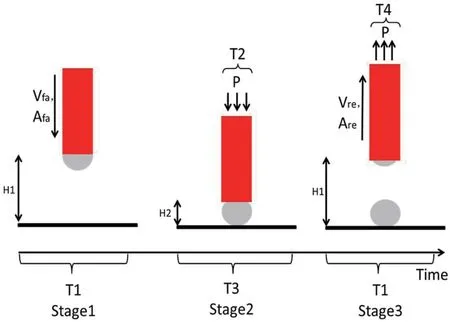
图6:点胶过程示意图
前点胶阶段主要是指点胶针头下落的过程,它包括了在最高点的停留时间(T1),下落加速度(Afa),和下落速度(Vfa)等几个关键参数,这几个参数影响着点胶速率。点胶阶段包含了开阀时间(T2),针头停留高度(H2),喷射次数等参数,这个阶段的参数直接决定了单次点胶的出胶量,也决定了被导电胶涂覆区域的总出胶量。而单次点胶出胶量的一致性,也决定了被涂覆区域总胶量的不确定度,在实验中我们有针对性的调节开阀时间和停留高度这两个工艺参数来调控被涂覆区域的胶量,实现工艺参数与点胶量的量化建模。后点胶阶段的主要参数有停留时间(T3),回撤距离(H1),回撤速度(Vre),回撤加速度(Are),和回吸时间(T4),这个阶段的参数主要是为了保证当点胶结束后,胶点的尾巴能够通过重力作用下落与管体分离,而回吸时间通过对于管内胶体施加一个负压确保没有后续的胶体流出从而实现单一点胶动作的完整性。
通过在自动点胶机上设定不同的开阀时间和针头停留高度,并保持其他参数不变,然后利用自动光学检测设备分别采用2D和3D的方法,测量100只变频模块后不同组件某区域的导电胶体积和面积,从而确定开阀时间和针头停留高度对于涂覆导电胶胶量的影响。
从图7,图8中,看出无论是二维测量导电胶和三维测量导电胶的方法,都有随着开阀时间增加,胶点覆盖面积和体积增加的趋势。而针头高度变化对于出胶量的影响并非单一线性的,说明对于导电胶这种非牛顿流体,在出胶到胶液与针管脱离的过程中的动力学过程非常复杂,不能用一般的线性过程来解释。影响这一动力学过程的主要因素,包括了导电胶的体积,排出气压,还包括了具体组件基板表面的粗糙度等,外部条件的微小扰动都可能导致出胶量的变化,尤其是当导电胶与管体内的分离时因此当针头停留高度变化时,胶点体积会发生波动,表明这一过程受到极大的外部不确定因素的干扰。
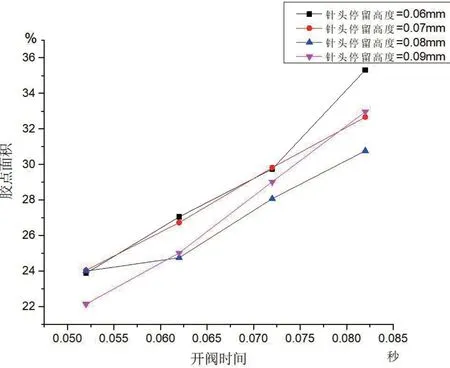
图7:面积随开阀时间和针头高度的变化

图8:体积随开阀时间和针头高度的变化
我们统计了在开阀时间为0.072秒,停留高度为0.06mm的在线生产的100只状态较好的组件,分为10组,分别测量其点胶面积和体积的均值和标准差,来计算整个点胶工艺的过程能力指数。
由表2可知采用2D方法测量得到的胶点面积和胶点体积的数量大小并不明显正相关,主要原因是导电胶接触焊盘表面,由于摩擦力,表面张力和重力的共同作用会向四周铺展,但铺展的面积是随机不可控的,而且受到试验时间的影响,因此通过传统的二维面积测量的方法,并不能准确反映从针头流出导电胶的实际体积。加上,在测量过程中采用的二值化算法本身,在区分点胶区域与非点胶区域时,由于导电胶顶端的同轴光强过于明亮,统计面积时并未考虑进去,进一步增加了面积测量与导电胶体积的不相关性。而采用3D激光扫描得到的导电胶体积统计数据是基于光线在导电胶表面反射角度变化造成的探测器感光单元的位置变化从而计算得到的高度信息,其准确度较高。本身这种测量方法受到液体表面张力,重力,基板表面状态和同轴光反射,影响较小,因此测量出来的胶点体积更能反映导电胶流量和开阀时间以及停留高度的直接关系,其样本标准差主要来源于导电胶由管内排除时开阀时间和气压的不确定度,由针头高度不确定度引起的胶体与管体分离状态的不确定度,还有点胶一段时间后胶体被压缩的突然性释放。
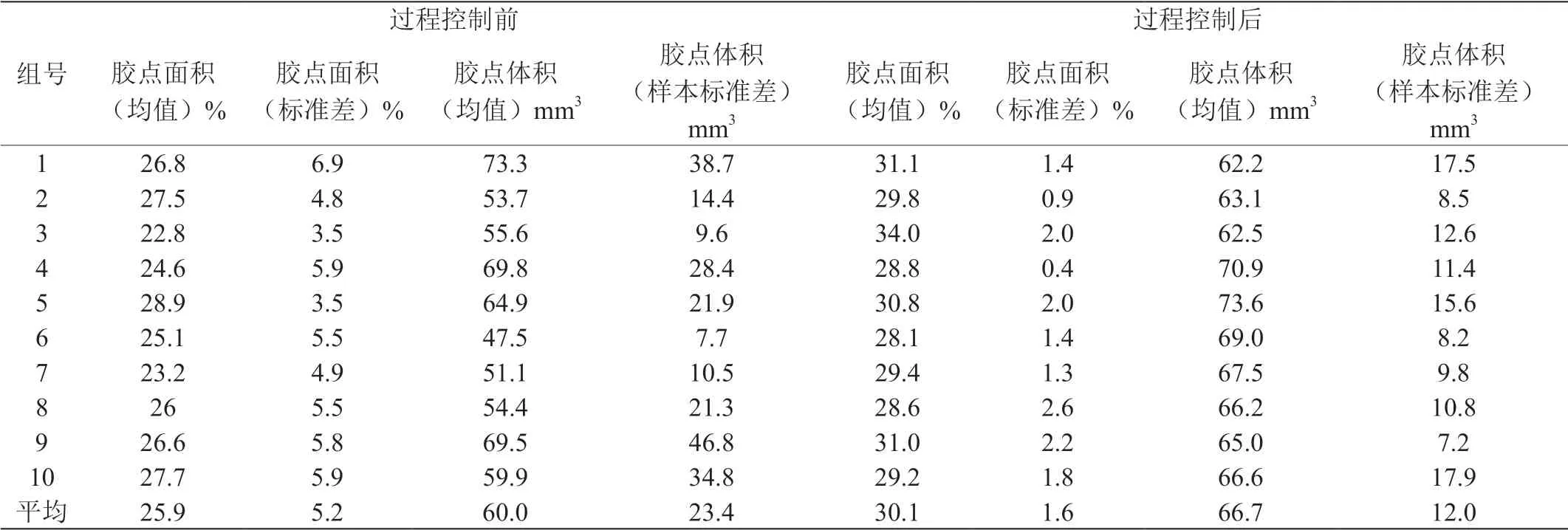
表2:在线测量2D,3D方法测量的胶量均值和标准差(过程控制前和过程控制后)
3.2 统计过程控制分析
3.2.1 施加统计过程控制前
施加过程控制前:根据上面的3D测量结果输入origin,得到3D测量的平均值控制图9。
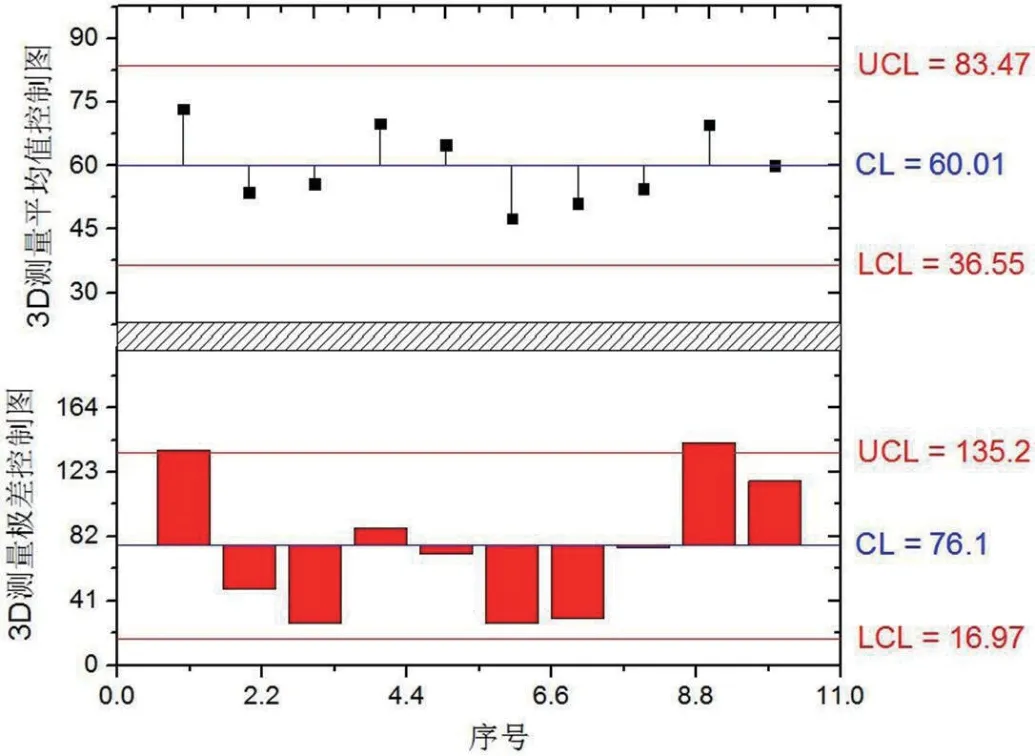
图9:3D测量的均值图(施加过程控制前)
实际生产过程中,根据组件工艺过程卡的经验性要求,可以设定符合工艺标准的导电胶3D测量上公差75mm3,下公差为45mm3,标准值为60mm3。[4]则该工艺过程能力指数:

3.2.2 施加统计过程控制后
针对点胶过程中发生的点胶量起伏波动问题,当我们发现有数据超过了设定的胶量控制线,就根据前面标定的点胶机开阀时间,停留高度与胶量的关系进行建模,来调整不断变化的平均胶量,实现过程控制。根据在实际生产过程中[5],建立真空气压P,开阀时间T和停留高度H与导电胶涂敷体积V的函数关系,和实时测定的平均胶量与标准胶量之间的差值,对于原有的模型进行修正,并根据修正的结果对于当前的点胶量进行调控:
V=V(P,T,H)
实验过程中利用SPC统计方法测得上一个点胶组的平均胶量与标准胶量偏差满足:
VK+1=VK+ ΔV
通过对于时间-压力点胶模型,我们通过简单调节开阀时间,来修正平均胶量的波动,满足:

并调节设备中的开阀时间参数,将ΔT抵消,实现对于平均点胶量的实时控制。
在过程控制的状态下,我们重新选择连续生产的100个变频模块,得到3D测量的平均值控制图10。施加过程控制后的工艺过程能力指数变为:

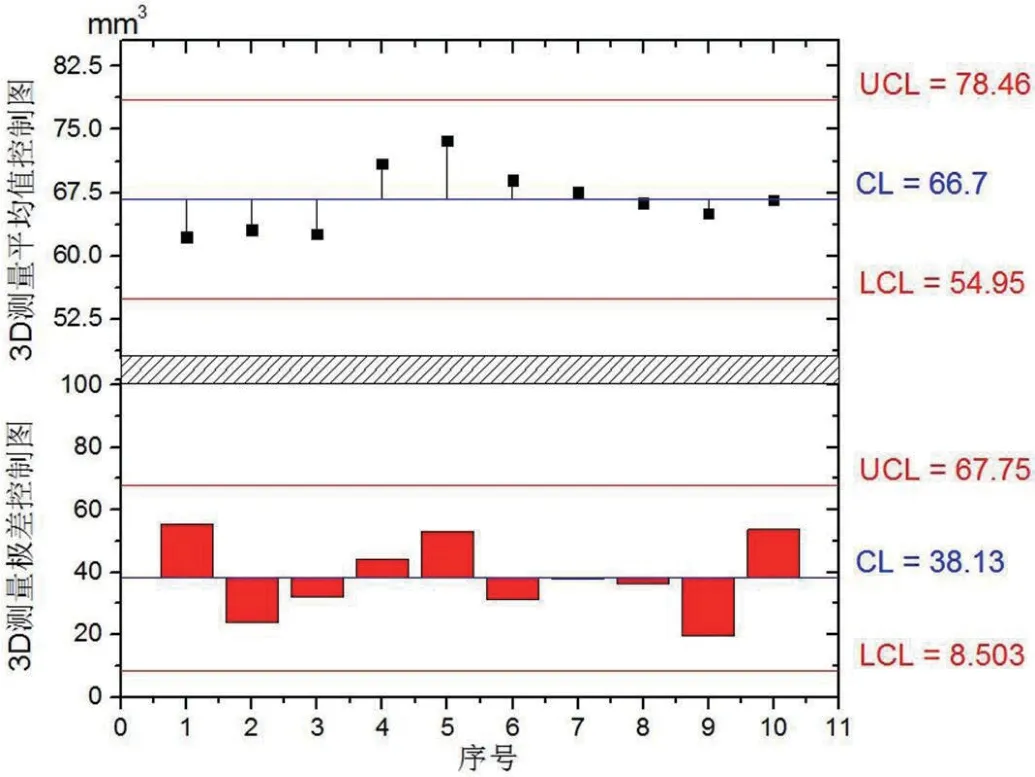
图10:3D测量的均值图(施加过程控制后)
根据过程能力指数变化,我们看出施加统计过程控制可以有效减少点胶量的剧烈波动,使得点胶量更加稳定在上下公差限内,但是不能确保标准值不发生偏移造成Cpk的下降。究其原因,不同时间对于点胶工序的采样,存在导电胶管内胶量变化,而管内胶量变化会带来气压的变化,当气阀以恒定的压力P作用于胶管内气体,由于气体的可压缩性和时滞性使得,这个压力P当传导到胶体时,已经开始了一段时间的非平衡态排胶过程,而根据流体力学中的Navier-Stokes方程[6],管内一定时间流出的胶量与气压和排胶时间直接相关,所以实验中的排胶标准量会随着管内胶体体积而变化,因此要消除这种系统性偏差需要建立另外一个针对排胶时间随管内胶体体积变化的补偿机制。
4 结论
随着微波模块的频段越来越高,对于组装工艺的精确度和稳定性要求也越来越高,因此在关键工序进行过程控制成为了必需手段。点胶工艺中胶量的控制直接影响着互联射频芯片的高度,也影响着微波模块腔体内的电磁场分布和最终的电测试指标。以往的自动点胶工序只是通过编程和参数设定来调控导电胶的出胶量。而生产过程控制手段,则是通过设备自带的电子秤对于一定参数下的排胶量进行称重来实现对于导电胶的出胶量的校准和调控,缺乏实时性和直观性。在引入了自动光学检测的手段后,可以在线对所有生产出来模块的点胶参数进行采集和统计分析,并且进行建模,利用模型进行预测反馈。本文首先参考了不同的光源设定,通过计算不同光照下的图片对比度,为我们确定最终测量采用的最优光源设制提供了理论依据。其次,本文实现了对于导电胶胶量和关键工艺参数的建模分析,发现决定导电胶胶量的主要工艺参数是开阀时间,而停留高度对于胶量的作用并不明确,带有极大的非线性。最后,本文同时采用2D和3D两种方法来实现对于导电胶胶量的实时测量,发现3D方法相较于2D方法可以更能准确反映出胶量与各种物理量的直接函数关系和更少的不确定度来源,对于未来胶量的过程控制研究更有意义。
猜你喜欢
理化检验(物理分册)(2022年7期)2022-08-04
护理研究(2022年7期)2022-04-29
小哥白尼(趣味科学)(2022年1期)2022-04-26
光源与照明(2021年1期)2021-09-26
中小企业管理与科技·上旬刊(2020年5期)2020-07-14
铁道学报(2019年10期)2019-11-08
太阳能(2019年7期)2019-08-03
中南林业科技大学学报(2013年10期)2013-12-28
电子与封装(2011年12期)2011-05-31