
钢材力学性能检验用拉伸试样加工宏程序的开发与应用
2021-09-28 23:37黄成杰
山西冶金 2021年4期
黄成杰
(太钢技术中心,山西 太原 030003)
钢材力学性能检验的拉伸试验是检测和评定金属材料机械性能使用最广泛的方案,可为工程设计、评定材料和优选工艺提供依据。然而,有很多因素都可以影响试验的结果,其中试样加工质量与效率是首要影响因素。根据标准GB/T 2975—2018《钢及钢产品力学性能试验取样位置及试样制备》要求,在抽样钢板规定位置切取样坯,经机加工制成由外形轮廓相同但几何尺寸不同组成的拉伸试样系列。图1是被加工试样示意图,要求较高的几何尺寸精度。其中,a为厚度、B为头部宽度、b为平行宽度、Lc为平行长度、r为过渡圆弧半径,用于检测的平行部分的横截面积S0=a×b。根据GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》,当0.1 mm≤a<3 mm时,Lc=+1/2b;a≥3 mm时,Lc=。
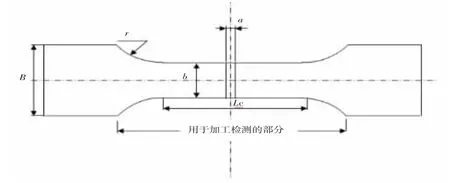
图1 钢板矩形拉伸试样示意图
大多数实验室通过普通编程或软件自动编程实现了拉伸试样的数控加工。然而,当试样形状不发生改变仅尺寸发生改变时只能重新编程,整个加工过程经分层切削完成,需编制每个切削层走刀轨迹程序代码,试样平行部分长度Lc随其厚度和宽度的变化而不同,程序修改计算工作量大,程序数目及程序长度庞大且占用机床内存,严重影响数控系统响应速度。若调错程序必然造成加工废品,轻者撞坏刀具,重者损坏机床部件,丧失加工精度,甚至造成人身事故。本案通过开发数控系统高级语言指令形式的变量化程序,即宏程序,简化程序的编制,使不同规格系列钢板拉伸试样采用同一个程序加工。
1 技术方案
1.1 开发宏程序的重要性及实际意义
数控加工技术的应用,编程是最重要的内容之一。普通程序即人工常量编程,利用相对简单的指令代码功能按照预定路线轨迹顺序编程,只适用于限定规格即标准几何体工件的加工,它不允许使用变量、数学运算、函数、逻辑、循环等。使用软件自动编程可应用于形状特别复杂零件的加工,能产生复杂的刀具路径,是用“直线去逼近曲线曲面”,程序量庞大,加工参数不易修改。当零件的几何参数改变时,都要重新建模,重新设置加工参数,重新生成数控程序。
宏程序作为一种高级语言的指令形式,是数控系统软件开发商提供给用户在系统平台上进行有条件的二次开发工具,其特征是在程序中设置了变量,具有顺序、分支选择、循环流程结构,使程序更具通用性。在程序编制过程中,通过对变量进行数学运算或逻辑运算赋值处理,能控制程序段流向,充分发挥变量功能,所以宏程序也称为变量化的程序[1]。其最大特点是,将有规律的形状或尺寸用最短的程序表示出来,编写出来的程序逻辑严密,通用性极强,具有极好的易读性和易修改性,在工件的形状不发生改变、尺寸改变的条件下,对应改动变量与公式即可,较执行软件生成的程序更加快捷、效率更高,给生产带来了极大的便利。
上述方法都有各自的应用领域,并为特定的目的服务。自动编程和普通程序一个程序只能描述一个固定的几何形状。与宏程序相比,明显缺乏灵活性和适用性。
1.2 根据图样合理规划走刀轨迹
本案采用FANUC数控铣床螺旋刃立铣刀分层周铣加工[2],样坯为宽度B的矩形钢条(见图1),在专用夹具中批量水平叠放并紧固夹具两端实施加工。图2为规划的走刀轨迹:A(起刀点)→B→C→D→E→F(提刀)→F1(下刀)→E1→D1→C1→B1→A1(提刀)。

图2 规划拉伸试样走刀轨迹示意图
1.3 宏程序算法流程框图[1]
表1为拉伸试样宏程序变量赋值列表。将引起试样几何形状变化的6个参数作为在主程序中具体赋值的变量,其他变量由已知变量经系统运算可得。运行程序加工时,主程序中的地址代码A、B…+具体变量赋值将传递给宏程序模块中对应的变量#i(i=1、2、3…)所代表的参数进行加工。图3为拉伸试样宏程序算法流程框图,描述程序运行的具体步骤,作为宏程序设计的基本依据。

图3 钢板拉伸试样宏程序算法流程框图

表1 拉伸试样宏程序变量赋值列表
1.4 编制拉伸试样宏程序
下页表2以FANUC0i系统数控立式铣床加工拉伸试样为例,其中O1000为主程序,O8000为宏程序模块。

表2 以FANUC 0i系统为例加工拉伸试样宏程序
2 应用效果
进行实际切削加工,与普通程序相比,宏程序加工效率至少可提高20%以上(见下页表3—表5),测量数据精度及集中度明显提高。考虑加工质量与效率的匹配,可适当加大每次进刀量,效率还会有进一步提升。

表3 工艺优化后Φ8 mm螺同圈力学性能

表3 不同程序加工常温拉伸试样对比

表5 宏程序加工高温拉伸试样
3 技术要点
1)对刀偏变量赋初值即刀具半径值、试样单侧加工余量与精加工余量之和,然后用该变量减去实际进刀步距再赋值给该变量,通过宏程序逻辑语句实现刀偏参数的动态变化。
2)FANUC系统G10指令与宏程序指令配合使用,将参数变化的设定完成于编程阶段替代人工输入[4],编制相同轮廓切削轨迹部分的通用程序,解决钢板拉伸试样的高效加工。
3)对于像钢板拉伸试样这种形状对称但不封闭轮廓的加工,加工过程先铣削一侧再提刀铣削另一侧的加工循环,编制引入刀偏的轮廓加工程序段,下刀要加上刀偏,提刀要取消刀偏。
4)编制宏程序精加工程序段,对刀偏变量再次赋值即刀具半径值与精加工余量之和,运用逻辑语句控制流向功能,使用宏程序中的同一个走刀轮廓加工,可大幅度简化编程。

表4 普通程序加工高温拉伸试样
4 结语
宏程序溶入了编程人员的智慧,根据零件的几何信息建立相应的数学模型,采用模块化的程序设计思想编程,除了便于调用外,还使编程人员从繁琐的、大量的重复性工作中解脱出来,这是任何自动编程软件都不能达到的效果。像钢板拉伸试样这种形状相同、规格不同的“零件族”就非常适合宏编程,通过开发“零件族”的参数化程序来编写“智能”程序,将宏程序作为一个切削模块固定不变,通过改变主程序几个参数,即可完成所有拉伸试样的加工。解决了不同规格拉伸试样需编制不同加工程序的问题,大大减少了加工时调错程序的可能;采用程序自动写入刀偏值在宏程序中的应用,解决了加工过程人工输入刀偏参数的问题;刀偏功能与圆弧插补在宏程序中的应用,解决了普通程序加工过度圆弧出现的让刀和根切痕迹;在宏程序中设置“暂停指令”,实施主动测量与精度补偿,使加工精度得到有效控制。
猜你喜欢
智能制造(2021年4期)2021-11-04
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
计算机与生活(2018年8期)2018-08-15
科技视界(2018年6期)2018-05-11
制造技术与机床(2017年11期)2017-12-18
中学生数理化·高一版(2017年1期)2017-04-25
理科考试研究·高中(2016年9期)2016-05-14
