
链条举升式装烟机的设计与试验
2021-10-08 03:23林晋立高丽红林盈妤林钦志陆要珍
南方农机 2021年18期
林晋立,高丽红,林盈妤,林钦志,陆要珍
(华南农业大学,广东 广州 510642)
0 引言
目前,大多数密集烤房靠人力将烟夹放置于烤架,整个过程需要一个壮年站在烤房烟架上,把由下方工作人员送上的烟夹放置于烟架,装满鲜叶的烟夹重约15 kg~20 kg,人工将其送至3 m高的烤房烟架上,不仅劳动强度大,工作效率低,对工作人员的身体条件要求也高。随着烟叶生产规模化的发展,烤烟生产对雇工的需求越来越大,成为烟叶生产发展的瓶颈。研发烤房烟草装烟设备是烟草行业可持续规模化生产的必由之路[1]。
近年来,国内外对烤房装烟机的研究逐渐增多,国内研究成果大多可分为移动式烘烤架装烟设备和举升式装烟设备。张大斌等[2]研发设计了一种烟叶运烤一体化密集烤房烘烤结构。移动式烘烤架装烟设备大多数需要对现有烤房进行升级改造,前期设施费用投入大,对烟农造成经济负担,不适合大面积推广。聂威等[3]设计发明了一种移动式烟夹举升机。举升式装烟设备投入成本相对较低,装置模仿人工装烟过程,设计时可规划举升路径来避免与烟架发生碰撞,使用起来较为方便,相比移动式烘烤架装烟设备更容易推广。
本研究所设计的链条举升式装烟机属于举升式装烟设备。其结构设计合理,操作方便,无需对现有的烤房进行改造,能将烟夹运输到一定高度并放置于烟架上,有效减轻了烟农劳动强度,提高装烟效率。
1 链条举升式装烟机的主要结构
链条举升式装烟机主要由四部分组合而成,分别是机架、链条输送机构、举升摆正机构和移动控制系统。
1)机架整体采用6061铝材,由规格为30 mm×30 mm×1.5 mm的铝方管焊接而成,左端横梁均比右端长,以使左侧机架与右侧错开,如图1所示。铝材强度中等,焊接性能好,且有良好的抗腐蚀性,能支撑烟夹及其余机构的重量,并能适应烤房中粉尘污质多等不良条件。
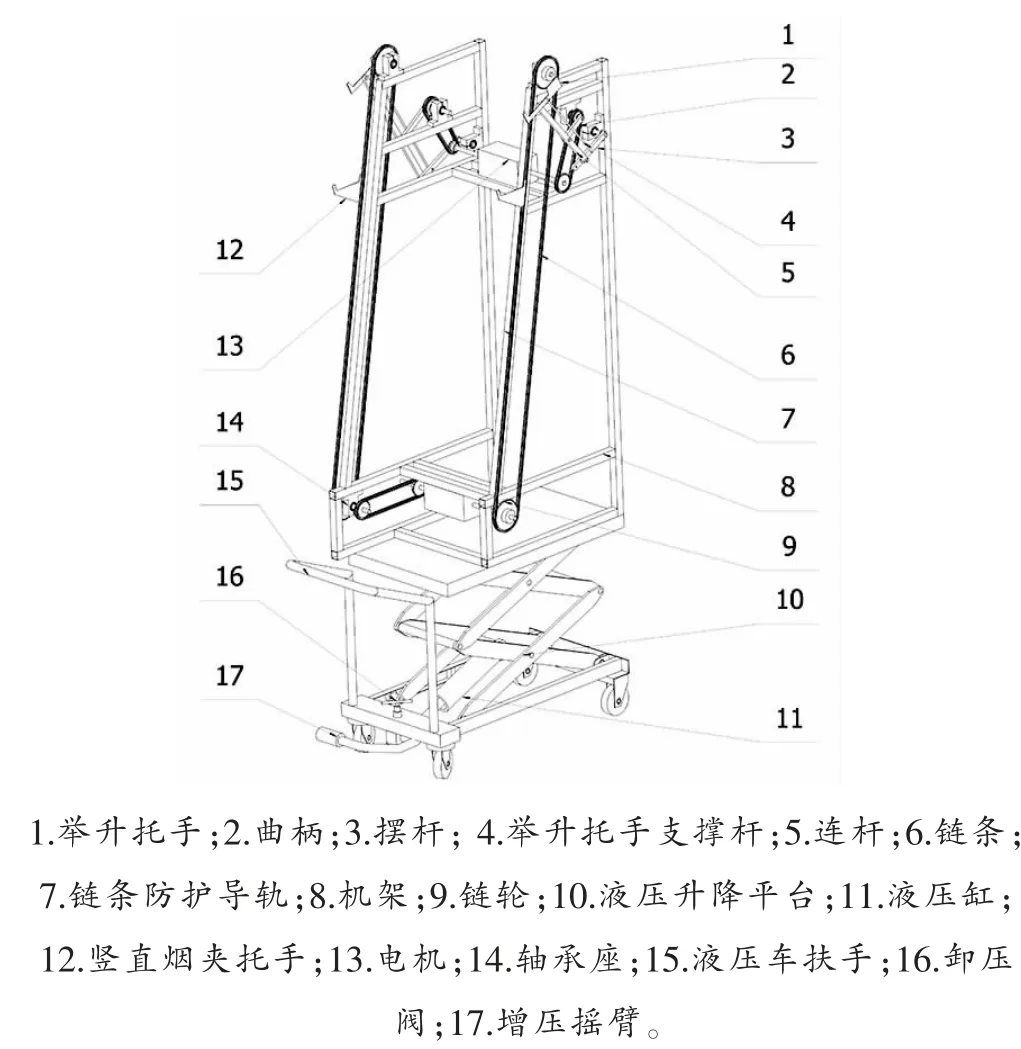
图1 链条举升式装烟机结构图
2)链条输送机构由电机、减速器和左右两组输送部件组成,每组输送部件均由链轮、链条、链条防护导轨、轴承和竖直烟夹托手构成。左右两组链轮传动比相同,由同一电机带动。
3)举升摆正机构由电机和左右两组摆正部件组成,每组摆正部件均由曲柄、连杆、摆杆、轴承和举升托手构成。左右两组摆正部件的结构相同,均为曲柄摇杆机构,但尺寸不同。
4)移动控制系统主要由液压升降小车和PLC控制系统组成。
2 举升式装烟机链条输送机构
2.1 链条输送机构的结构特点
装烟机的输送机构主要由左右两组输送部件组成,每组均由链轮、链条、轴承、链条防护导轨、轴承和竖直烟夹托手构成。链条安装在链条防护导轨内并带动上下两个链轮配合转动;左右两组链轮传动比相同,每组链轮分别安装在固定于机架前部的两个轴承上,且左侧链轮在右侧链轮前方;链条防护导轨以一定的倾角装在机架前部,在链条运输过程中具有良好的抗冲击作用和减震作用,能减少链条的扰动,延长其使用寿命。
竖直烟夹托手安装在链条一侧链节上并随链节移动。左右两侧竖直烟夹托手在上下移动的过程中保持平齐,其连线与竖直面成一定角度,可有效防止因烟夹过长而在上升过程中与烟架发生碰撞事故。
电机安装于下侧机架,输出轴与减速箱相连。减速箱右侧通过联轴器与右侧下方的链轮直接相连,左侧则通过链轮、链条与左侧下方的链轮相连,从而带动左右两组输送部件同时同向运动。
2.2 链条输送机构的工作原理
电机的动力通过联轴器、链条等形式传递至左右两组输送部件,驱动两组输送部件的链条动作,链条带动固定于链节上的竖直烟夹托手沿防护导轨方向运动。烟夹放置在左右两侧竖直托手上,通过控制电机正反转的方式来控制竖直托手的上升与下降,进而实现将烟夹输送至烤房高处与机器复位的功能。
3 链条举升式装烟机举升摆正机构
3.1 举升摆正机构的结构特点
装烟机举升摆正机构主要由左右两组摆正部件组成,每组均由曲柄、连杆、摆杆、轴承和举升托手构成。曲柄一端和连杆铰接,另一端安装在固定于机架的轴承上受电机驱动旋转;摆杆一端与连杆尾端铰接,另一端安装在固定于机架的轴承上;举升托手与连杆首端铰接并通过烟夹托手支撑杆与摆杆相连,如图2所示。左右两侧举升托手在运动中始终与水平面呈一定角度且大小相等,防止烟夹在举升摆正过程中产生偏移和掉落。但由于左右两组摆正部件的尺寸不同,与之对应的举升托手在空中所走过的路程和摆正曲线也不同。
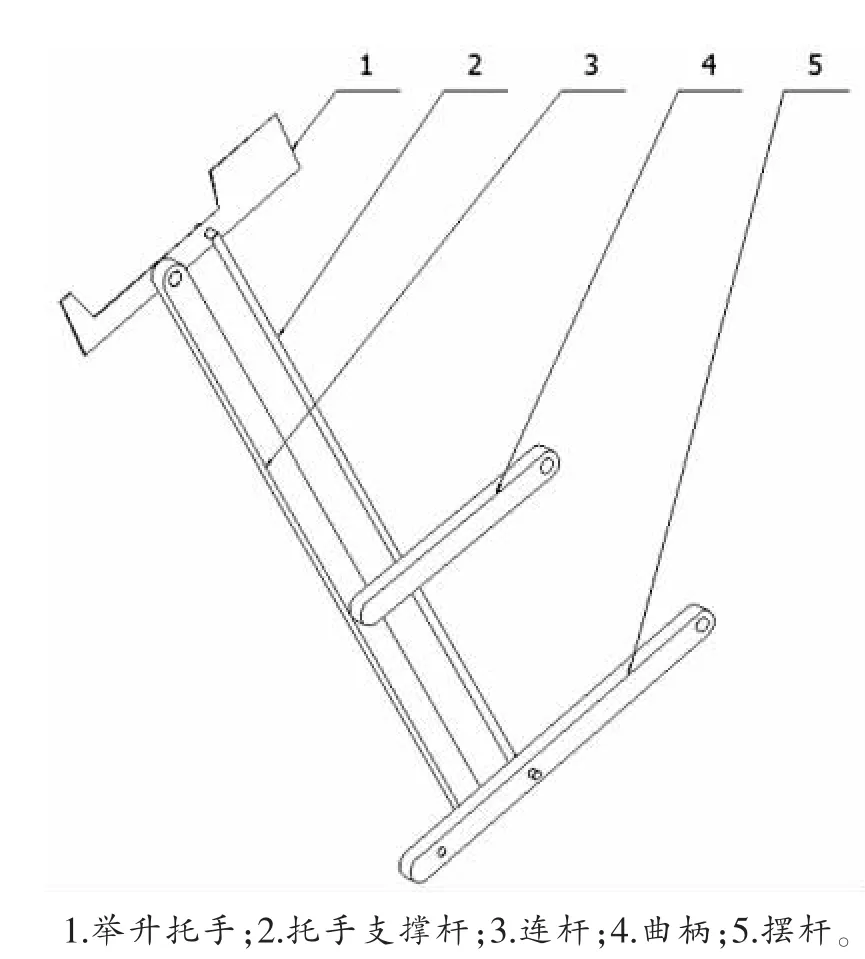
图2 举升摆正机构
3.2 举升托手的摆正曲线
为配合烟夹在空间的运动,必须控制左右两组摆正部件的尺寸。通过更改两组摆正部件的尺寸,可以得到对应举升托手的摆正曲线。本研究通过参考李学荣等[4]编制的《连杆曲线图谱》一书并利用计算机三维软件建模、运动分析,进行了不同尺寸下举升托手摆正曲线的对比。通过多次建模与仿真,选取如图3所示曲线作为本装烟机举升托手的摆正曲线。

图3 摆正曲线
在摆正曲线中,左侧摆正曲线的起点比右侧摆正曲线靠前,两者的终点位置相同,故能实现烟夹由倾斜到水平的摆正功能。左右两组摆正曲线曲率相近,过渡平稳,能防止烟夹在摆正过程中发生大距离偏移和掉落。
3.3 举升摆正机构的工作原理
电机的动力传递至左右两组举升摆正机构的曲柄,两组机构中的曲柄以相同的角速度沿同一方向进行旋转,带动连杆首端的举升托手沿预定好的摆正曲线进行工作。两侧举升托手同时运送至烟夹处并将烟夹托起,进而带动烟夹做图3所示的摆线运动。曲柄摇杆机构的动作满足以下条件:两侧举升托手同时起步托起烟夹,右侧举升托手运动至最高点与装烟机上平面的距离高于左侧的相应距离,两侧举升托手平齐下落至烤房烟架。
4 链条举升式装烟机移动控制系统
装烟机移动控制系统主要由液压升降小车和PLC控制器组成。装烟机机架固定在液压升降小车上,液压升降小车底部有车轮,主要完成装烟机的前后上下移动。脚踩增压摇臂驱动液压油缸实现平台上升,旋转卸压阀卸压从而降低平台高度。升降平台能实现上层和中层烟架的装烟。装烟机的控制系统主要采用日本三菱公司的FX1S-20MR-001型PLC控制器。此款PLC有8个输入口和12个输出口,输入电源为220 V交流电,同时自带24 V直流电源输出,可为传感器供电。
外部控制设备主要由7个开关组成,分别是限位开关、接近开关和按钮。其中,上限位开关接入常开,下限位开关接入常闭;曲柄复位与限位均用接近开关控制,复位开关接入常闭,限位开关接入常开;复位按钮与启动按钮均为点动开关;急停按钮为动断按钮,如图4所示。

图4 PLC接线图
装烟机动作顺序:启动装烟机前要进行复位操作,按下复位按钮后,曲柄与竖直输送托手回复原位;放上烟夹,竖直输送托手通过链条带动向上升起,触碰上限位开关后停止;与此同时,曲柄转动,举升托手托起烟夹;烟夹离开竖直输送托手后,托手下降至下限位开关处停止;左右两侧举升托手将烟夹放置于烟架并回复原位。根据接线图及装烟机的动作顺序,编写装烟机动作过程的状态转移图如图5所示,将程序烧录于PLC控制器中即可实现对装烟机工作的自动控制。

图5 装烟机运行状态转移图
5 装烟机试验设计
为验证链条举升式装烟机的可靠性能,利用装有烟架的烤房为平台对装烟机进行试验。将液压小车推进烤房并升至合适的高度,启动复位按钮,等待装烟机复位后把烟夹放置于竖直烟夹托手,开始试验并记录数据。对烟夹进行10次试验,可测得烟夹的10次上升时间与摆正时间,其平均值分别用T上升、T摆正表示。10次试验中烟夹的上架次数与摆正次数分别用N上架、N摆正表示。
增加烟夹质量,每次增加5 kg,得到6组质量值分别为5 kg、10 kg、15 kg、20 kg、25 kg、30 kg,重复进行试验,记录试验数据如表1所示[5]。

表1 装烟机试验数据
试验结果表明:
1)装烟机对6种不同质量的烟夹完成一次装烟的平均时间分别为9.0 s、8.8 s、8.8 s、9.0 s、9.3 s、9.1 s。烟夹质量对装烟时间的影响不显著。
2)装烟机装一次烟夹用时8 s~10 s,装烟效率与人工装烟相比显著提高。
3)质量在5 kg~30 kg范围内的烟夹均能上架,上架率为100%;质量在20 kg以上的烟夹,有5次试验上架后未能摆正,摆正率为91.7%,烟夹重量一定程度上影响其上架后的摆正程度。
6 总结
链条举升式装烟机可实现在狭小烤房中对烟夹的输送与摆正,极大地减轻了劳动力并提高了劳动效率。但由于技术水平的限制,本次设计的烤房装烟机与设想的自动技术含量高的先进机型仍有一定的差距。
链条举升式装烟机的设计有很强的适应性和创新性。试验结果表明,装烟机在实际生产中可替代人工操作,烟夹上架率100%,摆正率91.7%,具有较强的稳定性与可靠性,加以改进后可以大力推广到烤房的烤烟生产中。
猜你喜欢
现代农业科技(2022年22期)2022-12-01
贵州农业科学(2022年10期)2022-10-10
江西农业学报(2022年7期)2022-10-09
煤(2022年6期)2022-06-13
家用电器(2022年4期)2022-04-25
家用电器(2021年11期)2021-11-26
资源信息与工程(2020年5期)2020-11-10
科技与创新(2020年15期)2020-08-12
汽车维修技师(2018年8期)2019-01-15
汽车零部件(2018年11期)2018-12-08
