
随焊激冷焊接技术的研究与进展
2021-10-10 01:02肖秀程杨战利杨泽坤赵宝蒋红鹏薛永
焊接 2021年7期
肖秀程, 杨战利, 杨泽坤, 赵宝, 蒋红鹏, 薛永
(1.哈尔滨焊接研究院有限公司,哈尔滨 150028;2.抚顺机械设备制造有限公司,辽宁 抚顺 113122)
0 前言
随着经济的高速发展,能源消耗和环境危机的问题日益突出,尤其是在国家提出“2035年基本实现社会主义现代化”的目标,要求工业发展以低能耗和环境友好的形式展开。在工业生产中,如汽车、船舶、航天和管道运输等行业都涉及到焊接,传统焊接在焊接过后难免会有焊接变形,为了保证尺寸则会增加矫正工序这也使得能耗和成本增加;在重工业中一些钢材结构件为获得可靠性更高的焊接接头,不得不增加钢材厚度来扩大焊接有效面积,而钢材厚度增加则提升了钢的消耗量,潜在地提升了化石能源的消耗,因此研究和发展成本低、性能高、无污染的焊接方法十分必要。而随焊激冷焊接技术能改善焊接接头组织分布,细化焊缝晶粒尺寸,提升焊接接头物理性能,控制焊接残余应力应变等,可以减少焊接变形矫正工序和扩大焊接工艺窗口,降低能源消耗。现如今随焊激冷焊接技术对焊接接头组织和性能的控制仍是研究热点,大量学者对其展开研究。文中将从随焊激冷新型焊接技术的原理、特点和冷源的主要特征参数等方面展开论述。
1 随焊激冷技术的原理
随焊激冷是在焊接过程中在距离焊接热源一定位置设置一个或多个冷源,在焊接过程中冷源装置与焊枪保持相对静止,使焊接温度场产生畸变,加快焊缝金属冷却速度从而实现接头组织性能调控和工件焊接变形控制的一种新型焊接技术[1-3]。冷源装置设置的位置主要有4种:热源前面、侧面、后面及工件背面[4-7],根据大量学者研究结果,在冷却介质不污染焊缝金属的情况下,冷源直接设置在焊枪后面一定位置对焊接接头质量的控制效果最好,图1表示的就是在焊枪后一定距离设置冷源的原理图[8]。
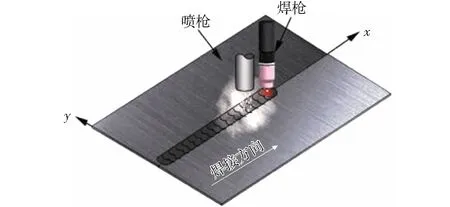
图1 冷源作用在正面热源后侧原理
冷源使用的冷却介质分为3类:气态、液态和固态;气态主要有氦气、氩气、氮气和二氧化碳等;液态主要有液氮、液态二氧化碳和水;固态主要以干冰为主。而这些冷却介质可能对电弧或焊接熔池有干扰,造成焊缝金属的次生缺陷,所以冷源的作用方式根据不同的冷源介质分为2类:一类是不会对焊缝金属造成负面影响的介质,如氦气、氩气等,这类一般采用直接接触方式,直接接触方式的冷却效果明显,并且对调节响应及时;另一类是易对熔池造成影响掺入杂质元素的介质,如水、氮气等,这类介质跟随焊枪作用在工件正面时多采用间接接触方式,即利用冷却液冷却的金属与工件接触,通过固体向固体传热来加快工件的冷却速度,图2是一种利用CO2作为冷却介质的滚轮间接冷却装置[9]。
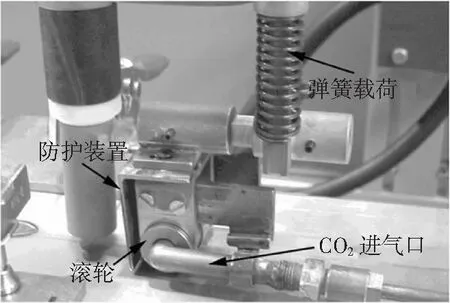
图2 滚轮间接冷却装置
2 随焊激冷的特点
随焊激冷相比于传统焊接手段,施加的冷源加快焊缝金属冷却速度并改变焊接温度场,使得焊接应力应变场也产生变化。因此,通过控制随焊冷源特征参数,可以实现对焊接工件的变形和接头性能的控制,国内外学者进行了广泛的研究,提出随焊激冷的特点有以下几点。
2.1 降低焊接残余应力和应变
传统焊接过后,焊缝金属的凝固和冷却都会产生收缩塑性应变,而已经冷却的母材会阻止焊缝金属的这种收缩现象而对焊缝金属施加拉应力,相对母材会受到焊缝金属的反作用表现为压应力。因此,工件冷却到室温后为维持工件内部平衡,在这种压应力下工件将发生变形,对于一些配对工件,这种变形是不允许的。随焊激冷焊接后,焊接温度场发生畸变[10]。畸变区对前端凝固金属产生拉伸作用,缓解焊缝金属横向收缩,降低焊缝两侧母材的压应力水平,使焊接变形得到控制[11-16],如图3[12]所示。随着冷却速度的增加,焊缝中心会表现为压应力,这有助于提高焊缝的可靠性。

图3 传统焊接与随焊激冷焊接试件的变形情况
2.2 缩小焊接热影响区宽度
随焊冷源在提高焊缝金属冷却速度时,也使得热影响区的热循环曲线发生显著的变化,如图4[14]所示,在冷源的作用下,焊缝冷却速度显著加快,近焊缝区域热循环峰值温度降低,峰值温度停留的时间缩短。热循环曲线峰值温度降低和停留时间缩短,因此近焊缝区母材温度达到固态相变温度线的区域缩小,即焊接热影响区宽度缩小,其中粗晶区和临界晶区等性能薄弱宽度也随之缩小,使焊接热影响区性能得到优化。

图4 传统焊接与随焊激冷焊接近焊缝区的热循环曲线
Amuda等人[17]研究了随焊激冷技术对焊缝和热影响区宽度的影响。发现随焊激冷与传统焊接相比,焊缝宽度缩小2%~5%,而热影响区的宽度缩小39%,表1[17]展示了不同热输入下传统焊接和随焊激冷焊接焊缝和热影响区的宽度,随热输入增加,冷源效果越明显热影响区收缩了42.7%。众所周知,热影响区因受热温度不同表现为组织的不匀均,因此接头性能低于母材,缩小热影响区宽度能有效改善接头综合性能[18-22]。

表1 焊缝宽度随冷却条件的变化
2.3 降低热裂纹敏感性
热裂纹是指晶间或枝晶间的材料缺陷,在熔焊过程中在靠近熔池区域中演化和生长,或在多焊道焊接过程中出现在再热焊缝金属中[23]。热裂纹主要分为3类,焊缝区的凝固裂纹、主要分布在热影响区的液化裂纹及不存在液膜的高温失塑裂纹。研究发现,随焊激冷焊接技术能降低结晶裂纹和液化裂纹的敏感性。
2.3.1降低结晶裂纹敏感性
结晶裂纹是由于金属在凝固阶段,低熔点共晶物被排挤到晶界处,以液膜的形式存在,在热应力产生的拉伸应力下发生变形以致开裂的情况。随焊激冷焊接技术是通过影响焊缝中心应力状态减低焊缝结晶裂纹敏感性,国内外学者研究指出随焊激冷焊接过后焊缝横向可见收缩应变增加,而在一定拘束度下材料的热收缩应变基本保持不变,因此在焊缝中不可见收缩应变减小,在焊缝中不可见收缩应变小于脆性温度区间最小塑性应变则不易产生结晶裂纹[24-28]。焊缝冷却速度,造成焊接温度场的畸变使得对冷源前方的脆性温度区间金属造成横向挤压,使拉伸应力水平降低,延缓塑性拉伸应变的形成和减缓了应变发展速率,因此显著降低结晶裂纹倾向。
2.3.2降低液化裂纹敏感性
液化裂纹是由于焊接时近焊缝区金属或多层多道焊缝层间金属,在高温下这些区域的奥氏体晶界上的低熔点共晶物被重新熔化,在拉伸应力作用下沿晶间开裂。有学者对镍基合金进行随焊激冷试验并结合数值模拟,焊接过程中冷源的介入可以改变镍基合金中Laves相的含量与分布[29]。图5[29]为不同冷却条件下焊接热影响区的光学显微照片,正常冷却(图5a)的HAZ中弥散分布着细小的Laves相,在晶界处的Laves相尺寸较大的,而随焊激冷(图5b)的HAZ中Laves相数量明显减少。在镍基合金中Laves相是低熔点共晶物,当Laves相数量达到一个临界值在某一温度下将会形成液膜[30-31]。因此,在冷源作用下接头中Laves相数量减少,有利于降低镍基合金液化裂纹敏感性,提高工件的可靠性。

图5 不同冷却条件HAZ显微组织
2.4 焊接接头组织分布及尺寸
焊接是一种对工件局部加热再冷却的加工手段,对于存在固态相变的金属,在经历焊接的热循环时,会因为受热的峰值温度和冷却速度的不同,相变起始温度出现波动,焊接接头组织出现差异性。随焊激冷焊接技术则通过控制冷源作用强度实现对焊缝冷却速度的调控,进而对焊缝组织中相的数量、分布和尺寸的调控。
固态相变也是形核长大的过程,除了马氏体转变这类无扩散相转变,相变的形核受过冷度和原子扩散速度的影响,因此形核率有一个最大值[32],随焊激冷就是使接头冷却速度加快,原子扩散速率变缓,晶内成分均匀化,减少晶粒内部第二相杂质元素的聚集,第二相析出数量减小,如图5b中与传统焊接相比,随焊激冷焊接过后热影响区中第二相的含量明显减少。

引入冷源加快焊接接头冷却速度,在热影响区表现为峰值温度降低和高温停留时间缩短,在组织上表现为奥氏体化后的晶粒来不及长大,保留较小的晶粒尺寸。有学者研究发现焊接热影响区的组织晶粒度降低1~2级,如图6[36]所示。图7[36]为不同冷却条件焊缝组织,正常冷却和随焊激冷的冷却条件下焊缝组织均为铁素体与奥氏体的混合物,在激冷的作用下使得焊缝金属对母材的稀释程度减弱,从而铬镍当量比降低,相变起始温度升高导致大量铁素体发生转变,形成图7b中的奥氏体板条,从而抑制铁素体长大细化晶粒。

图6 不同冷却条件HAZ显微组织
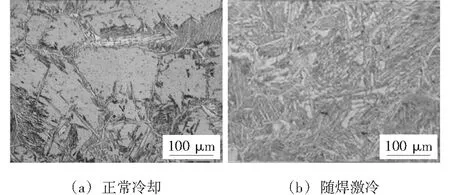
图7 不同冷却条件焊缝显微组织
3 随焊激冷的影响因素
3.1 冷源冷却介质
冷却介质对焊接接头质量的影响主要有2个方面。第一个方面是不同冷却介质的换热系数不同,相同的工艺参数达到的冷却强度不一样。Węgrzyn等人[37-38]针对不同的冷却介质对低合金高强钢中针状铁素体含量的影响展开研究,试验涉及的冷却介质有Ar,He,N2,CO2,空气及这些气体的混合气体,发现Ar气作为冷却介质铁素体含量能达到70%以上,而N2气作为冷却介质铁素体含量为41%,比正常冷却时的55%还低。在焊接速度和冷源输入量一定时,冷却介质的热交换系数与冷却速度成正比例关系。还有学者通过改变冷源介质来改变冷却速度与激冷终止温度,研究摩擦焊随焊激冷组织转变情况。提出以不同冷却介质冷却焊核区的组织出现显著的差异性,对于低合金高强钢,在自然冷却时焊核区的组织为粒状贝氏体、大量的M-A岛和少量的板条贝氏体;水冷时焊核区的组织板条贝氏体含量明显增加,粒状贝氏含量显著降低;冷却介质为水与液态CO2混合液时焊核区的组织为板条马氏体和板条贝氏体,粒状贝氏几乎消失;以液态CO2作为冷却介质时焊核区组织为板条马氏体、针状铁素体和少量的板条贝氏体[39]。第二方面是某些冷却介质直接作用在焊缝上,会造成焊缝金属的污染,向焊缝金属渗入杂质元素,降低焊接接头的综合性能。马来西亚Amuda等人[17]利用液氮作为冷却介质对1.5 mm厚的AISI430钢进行随焊激冷试验,研究发现液氮能细化焊缝晶粒尺寸,缩短HAZ和焊缝宽度,但通过EDX分析发现在液氮冷却的条件下焊缝金属中存在碳化物和氮化物,而正常冷却的焊缝金属中只存在碳化物,而氮含量升高会造成焊缝金属变脆韧性降低。李菊[40]利用雾化水作为冷却介质对TC4钛合金进行随焊激冷试验,发现产生的水汽会使电弧不稳,并且会导致焊缝中H元素含量超标,在后续试验中李菊对冷源采取隔离防护措施避免了水汽对电弧的干扰,因此对冷却介质的选取首要考虑的是其是否会对焊缝金属造成次生灾害。
3.2 冷源与熔池中心的距离
冷源与熔池中心的距离对焊接残余应力应变和接头组织的影响尤为明显,李菊等人[41]利用有限元软件展开冷源与熔池中心距离D对工件残余应力应变的影响,针对材料为Ti6Al4V的2.5 mm厚的钛铝合金板提出推荐冷源与熔池中心距离D为40~60 mm,建立了冷源与熔池中心距离D与焊缝中心应变εxp和应力σx的关系,D在应变εxp和应力σx为零附近对薄板焊接的焊接变形控制效果最好,而在20 mm处易对电弧和熔池造成影响。
国内其他学者[42-43]也利用有限元软件对冷源与熔池中心距离对焊接质量的影响展开研究,提出距离D越小,有利于缩小温度场的影响范围,且焊后温度场产生畸变,纵向残余应力和纵向压缩塑性应变呈逐渐减小趋势,变化较明显;反之,随着距离逐渐增大,纵向残余应力和应变减小趋势不明显,如图8[42]所示。如果不考虑冷源对电弧和熔池的影响,距离D为0 mm时对残余应力的控制效果最好。但结合实际情况与模拟结果,推荐冷却效果较好而又试验可行的冷却距离为30~40 mm。

图8 冷源与熔池中心距离D对焊缝纵向应力和应变的影响
3.3 冷源作用宽度
冷源作用宽度是冷源作用效果的重要影响参数,国内不同高校对此展开研究。文献[24]介绍了不同冷源作用宽度的焊接温度场,随冷源作用宽度增加,单位时间内冷却效果增强,焊缝处低温区域增大,这有利于调控焊接过程中的焊接热应力。冷源作用宽与热应力控制力度并不是线性关系,在冷源宽作用度达到一定值后,应力控制效果增加不明显。
集美大学孙倩等人[44]进行了冷源作用宽度对焊缝应力应变影响的有限元分析,发现冷源宽度在大于焊缝宽度时对焊接应用的控制效果最显著。国内其他学者也利用有限元软件对冷源作用宽度对焊接应力的影响进行数值模拟分析,得出类似的结果,图9[42]所示为不同冷源作用宽度对纵向残余应力影响的分布曲线,冷源作用宽度在大于焊缝宽度的基础上,随宽度增加对焊缝纵向残余应力的控制效果减缓,并且当宽度与拉升应力宽度相等时,试件两端残余应力不再减小。因此要取得随焊激冷对焊接纵向残余应力的控制效果,冷源作用宽度应不低于在拉伸应力宽度[ 42, 45]。

图9 不同冷源作用宽度对纵向残余应力影响的分布
3.4 激冷终止温度
根据焊材的连续冷却转变曲线(CCT曲线)可知,冷却过程中在相转变温度区间不同冷却速度得到的室温组织和性能会存在差异性,控制焊接接头不同阶段的冷却速度则可以获得理想的接头组织和性能,以此提高焊接质量和效率。
芬兰Laitila等人[46]采用热模拟机进行不同激冷终止温度分别对马氏体钢和低合金高强钢焊接接头性能影响的研究。图10[46-47]为不同冷却速度下焊缝金属的冲击吸收能量。图10a[46]所示为低合金高强钢钢不同冷却速度下不同激冷终止温度焊缝金属-40 ℃夏比冲击试验吸收能量,冷却速度为15 ℃/s时冷却终止温度为300 ℃时冲击吸收能量降低到44 J,冲击韧性显著降低。冷却速度为50 ℃/s时不同激冷终止温度焊缝的冲击韧性波动幅度小,整体韧性提高,在终止温度为100 ℃时冲击吸收能量最高值为88 J,终止温度为500 ℃和100 ℃时粗晶区组织都主要为板条贝氏体,如图11[46]所示,而冷却到100 ℃贝氏体板条生长受到抑制表现为韧性更好的细长型。从图10b[47]可以看出马氏体钢激冷终止温度对冲击吸收能量的影响不明显,随激冷终止温度降低,焊缝金属中马氏体含量增加,韧性较好的贝氏体含量减少,但在较低的激冷终止温度晶粒尺寸更加细小,使钢在马氏体含量增加并且韧性得到维持。

图10 不同冷却速度焊缝金属-40 ℃冲击吸收能量
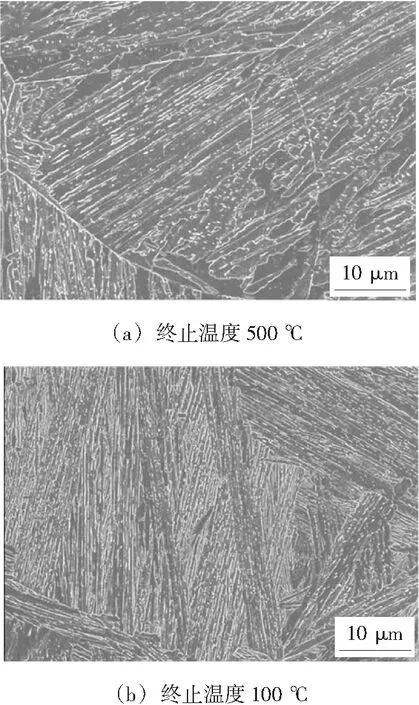
图11 低合金高强钢冷却速度为50 ℃/s不同激冷终止温度焊缝粗晶区显微组织
4 结束语
(1)随焊激冷作为一种新型焊接技术,利用随焊冷源提高焊后凝固的焊缝金冷却速度,导致接头温度场产生畸变,冷源前方的收缩属性应变产生的拉伸应力使得焊缝中心残余拉升应力和远离焊缝母材的压应力水平降低,减少焊后变形,并且在冷源作用下,过冷度增大,溶质原子扩散速度减缓,室温组织成分均匀化,晶粒尺寸细化,降低焊缝的热裂纹敏感性,可进一步提高焊接接头的质量和可靠性。
(2)随焊激冷焊接技术的冷源特征参数主要有以下4种:①冷源介质,冷源介质不同换热系数不同,在其他条件一定时,焊接过程单位时间单位面积冷却作用强度表现不同;②冷源与熔池中心的距离,对于薄板焊接应力应变控制推荐冷源距离为30~40 mm,针对相变组织控制情况应根据金属TTT曲线和可行性设置冷源与熔池中心的距离;③冷源宽度,当冷源宽度大于焊缝拉伸应力作用宽度时,对焊缝应力应变控制效果最佳;④激冷终止温度,对于碳钢激冷终止温度为500 ℃和200 ℃获得的组织分别为贝氏体和马氏体,因此应根据不同需求选择对应的激冷终止温度。
(3)对薄板焊接时,随焊激冷焊接技术可改变焊接接头应力和组织使综合性能显著恢复,是除了增加厚度来提升接头性能的另一种方法。随工业变革,有很多行业如油气管道和船舶等行业仍以增加工件厚度的方法提高工件的可靠性,加强中厚板的随焊激冷焊接研究,通过改变焊接热循环曲线提高焊接接头性能,减小工件厚度,对节能减排,保护环境也有十分重要的意义。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
矿冶工程(2022年3期)2022-07-06
核安全(2022年3期)2022-06-29
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
煤气与热力(2021年5期)2021-07-22
科学家(2021年24期)2021-04-25
东北大学学报(自然科学版)(2020年10期)2020-10-19
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
上海节能(2020年3期)2020-04-13
