
基于ERP航修制造公司生产管理系统研究
2021-10-12 10:20赵静钟志军王郁刚尹毅
企业科技与发展 2021年9期
赵静 钟志军 王郁刚 尹毅
【关键词】航修企业;制造;管理系统
【中图分类号】TG156 【文献标识码】A 【文章编号】1674-0688(2021)09-053-03
0 前言
随着装备保障任务需求的增加,对航修企业零备件需求的不断提高,零备件制造公司现有管理模式已不能满足当前的管理需求。基于ERP在制造公司生产经营的各个环节的应用,在降低生产成本、提高经济效益方面发挥着越来越重要的作用[1]。通过推广ERP管理理念,使用管理软件和技术手段,帮助航修制造公司进行不同业务间的集成,优化资源利用效率,实现公司内的数据同享,提高航修制造公司的综合管理效率,降低生产成本[2-3]。
1 生产现况分析
航修制造公司的定位是在最短时间内以最有效的方式生产出满足修理线需要的产品[4]。通过承接上级下达的零备件自制的指定项、预备项生产任务,以及部分产品的二次加工和专用工装的设计制造等任务。由调度员下达当月生产任务清册,由技术员开展工艺规程和加工工作卡的编制,同时进行原材料的领用和工时定额,调度员将分项任务下达到各班组,并按计划跟踪各项任务进展情况,每项任务完工后将计数入库。
生产过程存在所用的工装、量具数量多、种类杂、管理难度大,对工装、量具信息不能及时更新和共享等问题;统计员需要人工收集各工序的工时数据、工种分类、小时工费、生产令号、图号、物资编号、单件消耗规格等几十项数据,工作强度大、效率低;设备种类繁多、状态复杂,机械设备参数、故障种类、维修排故方法、故障排查经验信息掌握少,维修方法、经验数据无法留存和共享等问题。
基于此,设计航修制造公司生产管理系统,用于优化工艺流程、提升产品质量、提高生产效率。
2 问题分析
2.1 生产过程问题
生产作业计划由调度员制定,并分发到各班组,但调度员对各项任务的各节点的完成情况无法实现动态更新和跟踪。同时,技术准备需逐份编制工作卡,并打印,耗时较长。经统计,70%的任务为常规制造任务,仅需做一次性技术准备的比例较低,技术准备时需要重复编制工作卡数据,费时费力。
2.2 成本归集问题
成本归结时,统计员需人工统计几百份领料单数据,含当月原材料成本、人工成本、工装设备折损、消耗原材料成本占比等数据,成本归结周期长、时效性差。统计员需要定期收集各工序的工时数据、工种分类、小时工费、生产令号、图号、物资编号、单件消耗规格等几十项数据,手动录入Excel表中进行统计分析,工作强度大、效率低,还不能及时反映该批产品的生产盈亏情况。
2.3 其他关联问题
技术员编写工艺规程时存在不能掌握公司现有工装量具的技术状态、操作者借用所需工装量具查找困难等问题。若维修经验可以转化为设备日常维修的参考,可为培养后备维修人员提供案例素材,有利于车间生产管理。
3 基于ERP的应用对策
3.1 生产计划管理
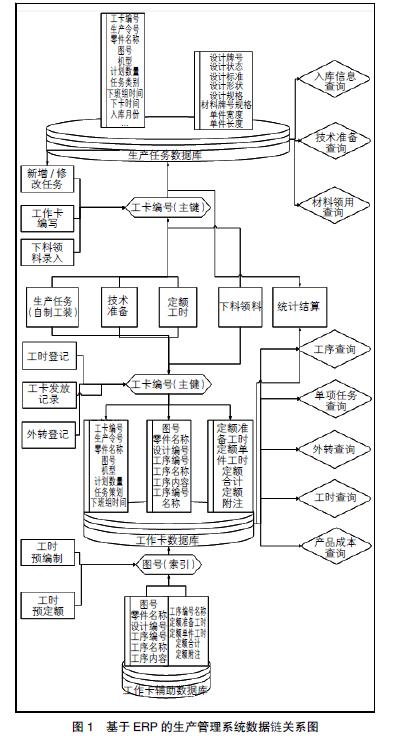
基于ERP的生产管理系统数据链关系如图1所示。通过生产计划管理模块,实现生产任务下达、标记任务类别、进度查询、工作卡打印、产品入库等工作,满足生产所需任务的新增、修改。该节点完成生产任务下达,并横向传递信息,实现下达任务—技术准备—工时定额—下料领料—下达现场生产等功能。调度员在器材发料完成后,通过软件核对技术准备、工时定额、下料领料等节点工作完成情况,并打印工作卡,下达现场生产。
模块在满足预期的效果之外,可实现生产进度技术准备、工时定额、下料领料等的动态监控,同时通过不同颜色标识生产任务进度节点,提醒相应人员及时完成本节点工作。可避免一线班组生产任务台账的重复登记,提高班组长、工段长的工作效率,减少人为差错。
3.2 技术准备管理
通过技术准备管理模块,实现工作卡编制、工艺规程换版更新、实现设计材料牌号、设计材料标准、设计材料状态、设计标准、设计状态、发料属性、工序编号、工艺名称等技术准备功能。在录入材料设计牌号、设计状态等信息时,自动计算产品加工所需的材料牌号规格、计划发料数量、统计结算所需的单件规格消耗等信息;一键计算单件理论重量、发料理论重量等信息。
通过“工艺查询”可一键插入对应加工零件图号的所有工序编号、工序名称、工序内容,并且支持临时工序的添加、修改、删除。
技术准备管理模块可提高技术人员的工作效率,降低人为差错,为技術人员留出更多时间处理现场技术问题、科研攻关、扩修扩制、小改小革等,并暂时缓解因技术人员短缺而造成的技术准备周期较长的问题。
3.3 工时定额管理
通过工时定额管理模块,实现工序中涉及的工时定额、核对等工作,实现加工零件对应的所有工序工时的一键生成,也支持单工序、临时工序工时的新增、修改、删除。若零件为首次制造或者科研攻关,定额员在指定查询后,需对任务进行首次定额。若为常规生产的零件,定额员只需核对该工时“定额”数据,不需要再次定额,设置“工艺查询”可自动插入该图号对应的所有工序工时,并且支持临时工序工时的新增、修改、删除。
工时定额管理模块,将正常生产任务单项工时定额的时间由原来的30 min/份压缩到3 min/份,减少因重复工作而造成的人为差错,增加工时定额工作的可追溯性,提高工作效率。
3.4 物料发放管理
通过物料发放管理模块,实现生产任务的申料、领料、发料等工作输入与输出。通过颜色识别物料申领发放状态。若该项任务标识为紫色,则该项任务处于待申料、领料状态;若领料完成,将该项任务自动变为蓝色,任务状态调整为待发料状态。模块支持同批次材料的余量查询。通过领料员领料、发料信息单次输入,可实时更新、自动生成车间原材料领用记录、原材料发放记录、车间余料等电子台账,并且电子台账动态更新、便于批次管理,减少领料员每月更新台账的工作量。
3.5 工量具管理
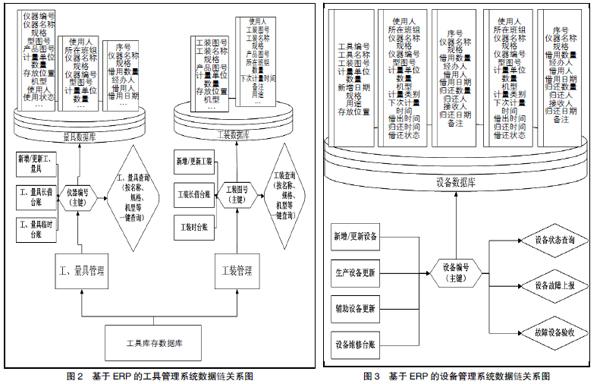
基于ERP的工具管理系统数据链关系如图2所示。通过工量具管理模块,实现工装、量具、工具的新增、更新、报废等管理,建立工装、量具、工具信息台账管理,可以实现量具编号、量具名称、量具规格、使用人、使用状态、机型、计量周期、下次计量时间、存放位置等信息的新增、更新、查询。
该模块支持对量具名称、规格、机型、使用状态、计量周期快捷键查询,通过选择计量周期,可自动显示下次计量时间,减少人为差错,提高信息录入效率。具备自动计算、常用信息提示等功能,提供按指定条件下进行一键查询,并提供多项快捷查询功能,增加工具管理的准确性和灵活性。通过开放用户查询功能实现量具、工装、工具管理信息共享。
3.6 设备管理
基于ERP的设备管理系统数据链关系如图3所示。通过设备管理模块,实现设备编号、设备型号、设备名称、规格、使用人、负责人、使用状态等信息录入、更新及快捷查询,并且操作界面与量具查询界面相似。通过自动计算、常用信息提示等功能降低工作强度,提高工作效率,按指定条件进行一键查询,并提供多项快捷查询功能,提升设备管理的准确性和灵活性。
3.7 成本监控管理
通过成本监控管理模块,实现首次制造零件定价、单批零件制造成本计算、核对,车间经营数据整理与分析,逐项产品的成本计算、当月产品成本结算查询等功能。通过颜色识别成本监控状态:棕色标识该产品未入库,尚不能结算;青色标识该产品已入库,待结算;蓝色标识该产品已完成成本结算,但该项产品零件入库单价中没有定价,需要统计员准备定价资料;紫色标识该项产品生产经营状态为亏损状态,需要重新定价;黑色标识该项产品生产经营状态正常。
该模块可为公司会计直接提供当月原材料成本明细,并识别出当月消耗原材料成本和积压原材料成本的占比,自动计算会计所需的材料成本数据。
4 系统推广
系统最大的创新在于具备生产经营分析功能、工时资源分析功能、工装/量具/工具数据分析功能、设备维修数据分析功能,用户根据自身现有零备件生产任务流程,支持整套软件系统安装使用,也支持单一模块的安装使用,例如生产流程模块、工具保管模块、设备管理模块、统计结算模块等。生产管理系统以方便用戶使用为前提,后期可以根据用户的实际业务流程变更、工作模板更新等进行相应的更新,更新速度快,后期的软件升级与维护费用低。
参 考 文 献
[1]李光.基于ERP的HG化工企业生产管理系统研究[D].长春:吉林大学,2013.
[2]吴荣信.基于物联网技术的汽车智能制造管理系统研究[J].安全生产与管理,2019(2):57.
[3]王怀明.面向制造企业的集成化工艺与生产管理系统的研究[D].天津:天津大学,2010.
[4]薛玉萍,王颖.制造管理系统集批生产闭环管理模式的实现与应用[J].冶金自动化,2018(4):12-15,21.
猜你喜欢
计算机应用文摘·触控(2022年8期)2022-05-25
现代信息科技(2021年21期)2021-05-07
新生代·下半月(2018年12期)2018-10-20
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
科学与财富(2016年26期)2016-12-01
商(2016年27期)2016-10-17
科学与财富(2016年28期)2016-10-14
企业导报(2016年14期)2016-07-18
瞭望东方周刊(2016年9期)2016-03-24
现代电子技术(2009年6期)2009-05-31
