
优化预配柜尾料阶段流量控制模式
2021-10-13 08:14覃刚冯宇姜黎明游柯宇付超达
科技信息·学术版 2021年11期
覃刚 冯宇 姜黎明 游柯宇 付超达
摘要:叶片处理段是对叶片进行切片、松散、预储、除杂、加料等一系列预处理过程,其中除杂阶段主要是对烟叶中混入的杂物、霉烂烟叶进行剔除的重要工序,为了更好的完成这一工艺任务,工厂采用了HAUNI公司AEROSORT气流式除杂机。而除杂机对来料烟叶流量有较高的要求,过大的流量和波动易导致除杂机堵料,引起该段设备停机,严重影响生产进行。随后对预配柜控制程序进行优化,从而有效避免预配柜尾料阶段流量波动大引起的气流除杂机堵料停机现象。
关键词:除杂机、烟叶流量、控制程序、堵料停机
预配柜在卷烟生产过程中起均匀、配比、储存、平衡水分、平衡物料流量和衔接生产等作用,由柜体、布料行车、底带装置、拨辊和卸料罩等组成[1]。工作过程可分为进料、贮存、出料三个阶段[2]。
底带装置主要用于控制出料阶段平衡物料流量的作用[3]。底带装置包括驱动装置、传动装置、旁链和链板、张紧装置、清扫刷等。其工作原理为:电动机驱动减速器,通过链条传动带动主动轴及主动链轮,再带动底带的旁链系统和皮带转动,物料通过拨辊松散后卸出。而在尾料阶段时,底带频率缺乏柔性化调整,导致部分批次烟叶流量过大,引发除杂机堵料停机,严重影响生产顺利进行。
1 预配柜问题现状
气流除杂机改造前,叶片加料前电子秤设定流量为6500-7000kg/h,而新式除杂机设计流量约为5000kg/h,原生产流量远大于设计流量,在调试期间除杂机发生频繁堵料。通过多次试验验证将加料前电子秤流量设置为6000kg/h后,生产过程中因流量过大引起堵料的情况大大降低。正式投入使用后,气流除杂机依然有堵料的情况,主要原因是饼烟卡顿和预配柜物料流量突然加大所致。其中饼烟主要与片烟物理性状有关,主要通过麻丝剔除机进行筛选;预配柜物料流量突然加大主要体现在尾料阶段[4]。
预配柜底带运行频率在生产阶段是由中控室根据投料量不同进行设置,在尾料阶段原程序是将底带频率直接提高到60hz,保证尾料阶段的物料流量满足工艺需要。但由于切换尾料阶段的料空光电开关亮开过早,造成实际进入尾料阶段时机过早,造成部分正常堆积厚度的物料以60HZ运行,流量增大一倍以上,极易造成气流除杂机堵料。
2 问题分析
通过对原程序解读筛选出两个关键因素:预配柜料空光电开关和预配柜的底带频率。为此制定了:延时阶柔性化尾料频率提升控制方式改进方案。
3 改进措施
3.1 延时方式的选择
由于有投料重量的差异,比如4000KG和8000KG的物料,中控室设置的预配柜底带运行频率会有较大差异。而预配柜料空光电开关位置已固定,只能通过程序控制进入尾料阶段的时机。如果单纯使用时间延时,相同延时时间底带运行的距离不一样,造成进入尾料阶段的时机产生差别。因此需要找到一个可计算底带运行长度的方式。通过调查研究最终确定使用底带计数接近开关,底带有多片链板连接,通过计算链板遮挡接近开关的次数获得底带运行的实际长度。经过测试,链板移动3片得距离大概为50cm,这时物料堆砌的斜面起点刚好到达底带出口边缘。
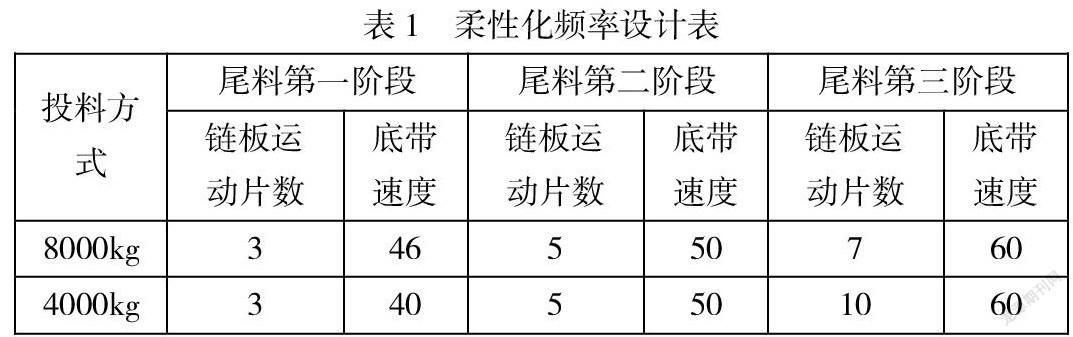
3.2 柔性化频率设计
经对多个品牌在预配柜的堆砌状态进行统计,不同品牌水分、物料成分等物料固有状态对于对物料堆砌形态影响不大,而批次进料重量多少对物料堆砌后的头尾端垮塌面的斜面长短有较大影响。于是,针对对日常生产较多的4000KG和8000KG这两种投料方式,设计了两种柔性化频率提升控制,见表1。
8000KG投料方式,在料空光电开关亮开后,底带计数接近开关计数3次,底带以46HZ运行,计数5次后以50HZ运行,计数7次后以60HZ运行;
4000KG投料方式,在料空光电开关亮开后,底带计数接近开关计数3次,底带以40HZ运行,计数5次后以50HZ运行,计数10次后以60HZ运行;
尾料阶段底带频率呈柔性化阶梯式上升,而堆积斜坡物料厚度呈阶梯式下降,从而保证尾料阶段尽可能接近生产阶段的物料流量。
4 改进效果
自項目实施以来彻底解决了除杂机在尾料阶段因流量过大引起的堵料的情况,后期将继续优化延时计数时间及柔性化频率切换数值。
制丝车间尚有储叶柜和储丝柜的控制方式与预配柜相同,根据实际需要可将预配柜延时柔性化尾料频率提升控制方式进行推广,提升控制精度。
5 结论
通过对预配柜底带出料系统控制程序进行改进,优化尾料检测方式,柔性化尾料出料控制频率,从而降低了烟叶物料流量波动,稳定了除杂机来料物料流量,进一步降低了除杂机因堵料停机次数,提高设备稳定运行效率,同时有效提高维修人员对制丝设备精细化管控能力。
参考文献:
[1]刘银初,陈加坤,肖谋棋,肖雪强,曹建国.AEROSORT气流光谱除杂机进料气闸故障分析[J].价值工程,2019,38(18):194-197.
[2]王天旺,陆俊平,袁玉通,刘文.打叶复烤流量控制稳定性研究[J].设备管理与维修,2019(05):137-140.
[3]吴雄劲,尤芳胜,董文亮.卷烟生产线松散回潮工序烟叶流量控制改进[J].设备管理与维修,2013(02):44-45.
[4]王磊,张寿明,汪芬.润叶机控制及整线流量控制系统[J].自动化技术与应用,2007(10):43-44+72.
