阳极环的焊接难点分析与解决方法
2021-10-14 03:33丁红星
今日自动化 2021年2期
丁红星

[中图分类号] TG456.6
[文献标志码]A
[文章编号]2095-6487 (2021) 02-0042-04
Analysis and Solution of Welding Difficulties of Anode Ring
Ding Hong-xing
[ Abstract] DC arc fumace is an arc furnace which uses DC as energy. It is similar to AC arc fumace, and uses the arc generated between electrodeand fumace charge (or molten pool)to heat, so as to achieve the purpose of smelting. DC arc fumaces can be used to melt steel or alloy and non-ferrousmetals. The anode ring is composed oflow alloy steel body and three assemblies welded by welding low alloy steel plate ,copper connecting plate/copperconnecting pipe. The low alloy steel plate/copper connecting plate in the assembly plays a strong role in supporting the copper pipe, and the copperconnecting plate/copper connecting pipe is used to cool the anode ring. In the renovation project of DC arc fumace in a company, the anode ring at thebottom ofDC arc fumace needs to be made. However,it is difficult to weld in the period. This paper analyzes the welding difficulties and solutions ofanode ring according to this project
[ Keywords]
DC arc furnace; anode ring; low alloy steel thick plate welding; copper welding; dissimilar material welding
阳极环本体材质为低合金钢,其中上、下法兰为低合金钢厚板,三个组合件为低合金钢板/紫铜连接板/紫铜连接管。因此阳极环的制作难点就在于上、下法兰低合金钢厚板的焊接,紫铜连接板与紫铜连接管的铜焊以及低合金钢板与紫铜连接板的异种材料焊接。
1 原材料的转化与确认
由于图纸为国外设计图纸(图1),因此第一步是和国外的设计人员转化并确认图纸上的材料所对应的国内材料牌号。这也是下一步选择焊接填充材料,确定焊接工艺的基础。经确认,组合件材料转化如下。件8为低合金钢板Q345R,lOOmm×1200×567,3件。件9为低磷无氧铜板,lOOmm×1100×320,3件。件10为低磷无氧铜管,0140×15×880。件26为低磷无氧铜铜法兰。件27为低磷无氧铜铜盖板。件28为碳钢管接头。
2 材料的焊接性分析
2.1 低磷无氧铜Cu-HCP/CW021A
Cu-HCP/CW021A属于低磷无氧铜,俗称紫铜,由于不含氧并且有害杂质Bi、Pb等含量极低,因此有很好的焊接性,焊接时不易产生热裂纹及气孔,其化学成分见表1。
但铜的导热系数人,20℃时铜的导热系数比铁人7倍多,1000℃时人11倍多,这就导致焊接时热量迅速从加热区传导出去,使母材与填充金属难以熔合。铜和铁物理性能的比较见表2。焊接紫铜时,如果采用的焊接规范与焊接同厚度低碳钢差不多,则母材就很难熔化,填充金属和母材不能很好地熔合,产生焊不透现象。因此紫铜焊接时需要解决导热系数人的问题,要使用人功率的热源,在焊前和焊接过程中还要采取预热措施。
2.2 低合金钢Q345R
低合金高强度钢Q345R主要依靠合金元素锰的固溶强化获得高强度,另添加少量可细化晶粒和沉淀强化的Nb、V、Ti元素,热轧状态供货,其化学成分和机械性能分别见表3、表4。
阳极环的上、下法兰板厚较厚,应采用多层多道焊,以得到细化的晶粒,保证焊接接头的机械性能。
根据碳当量公式:CEV(%)=C+Mn/6+( Cr+Mo+V)/5+(Ni+Cu)/15,计算Q345R的碳当量,约为0.45左右,属于有淬硬倾向的钢,又因为板厚较人,为了避免冷裂纹的产生,就需要采取预热及控制热输入的措施。对于厚板多层多道焊,为了促进焊接区氢的逸出,防I【.焊接过程中氢致裂纹的产生,应严格控制氢的来源,并应控制焊道间温度不低于预热温度。
3 焊接方法的確定及焊接材料的选择
3.1低合金钢与低合金钢的焊接
手工焊、熔化极气体保护焊、埋弧焊等方法均可用于低合金钢的焊接。本产品考虑到经济性、效率等因素,确定使用熔化极气体保护焊进行焊接。
焊丝采用ER50-6.巾1.2 mm:保护气体采用20%氩气+80%二氧化碳混合气体。
3.2 紫铜与紫铜的焊接
根据焊接接头的不同型式分别选用钨极惰性气体保护焊或熔化极惰性气体保护焊进行焊接。
焊缝采用S201 (ERCu);保护气体采用50%氩气+50%氦气混合气体。添加氦气的目的是增加电弧的热量,由于铜的导热性强,如果条件允许,可以提高进一步提高氦气的混合比例。
3.3 紫铜与低合金钢的异种材料焊接
根据图纸要求,在低合金钢板(件8)及紫铜板(件9)的两侧坡口上先行堆焊5 mm铝青铜过渡层,然后再整体焊接。
考虑到效率、操作性等因素,采用熔化极惰性气体保护焊。
焊丝采用S214( ERCuAl-AI),中1.2 mm;保护气体采用氩气。
4 焊接工艺评定设计
根据IS015614-1,IS015614-6,IS015614-7及B432-04的要求对以下涵盖…极环制造的焊接工艺进行评定,焊接工艺评定如表5所示。
以上焊接工艺评定合格后开始焊接。
5 阳极环制作工艺
阳极环的整体制作工艺分为三步。
第一步完成低合金钢本体的焊接。
第二步完成低合金钢板/紫铜连接板/紫铜连接管组合件焊接。
第三步将低合金钢板/紫铜连接板/紫铜连接管组合件插入低合金钢本体,完成最终的产品焊接。
5.1 低合金钢本体的焊接
阳极环本体上的低合金钢上、下法兰板,材质为Q345R,板厚较人,其中上法兰板厚度50 mm,下法兰板厚度80 mm,如图2所示。
根据之前项目执行中的经验对40 mm厚度及以上的钢板在焊接前进行超声波探伤以确认钢板质量,保证无夹层等轧制缺陷。
根据项目要求对此项目的所有材料进行原材料追溯跟踪。
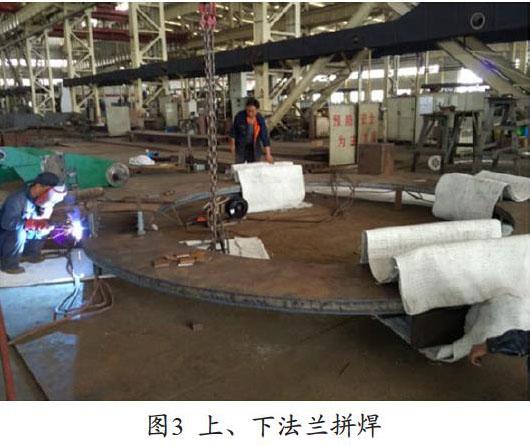
刚极环上、下法兰直径将近5m,因此对上、下法兰采用分三片下料然后拼焊成整体的工艺。法兰拼焊工艺为全熔透对接工艺,接头根据IS09606的要求开X型坡口,焊后超声波探伤和磁粉探伤以保证焊接质量。
按图装配阳极环低合金钢本体并完成焊接(图3)。
阳极环低合金钢本体焊接完成后整体进行消应力热处理。
5.2 低合金钢板/紫铜连接板/紫铜连接管组合件的焊接
5.2.1 焊接顺序的确定
对于低合金钢与紫铜之间的异种材料对接或角接焊缝先各自堆焊过渡层材料;然后再焊接紫铜与紫铜之间的对接和角接焊缝,因为紫铜焊接需要很高的预热温度并且对焊接操作的要求很高;最后焊接完成低合金钢与紫铜之间的对接或角接焊缝,完成整个组合件的焊接。
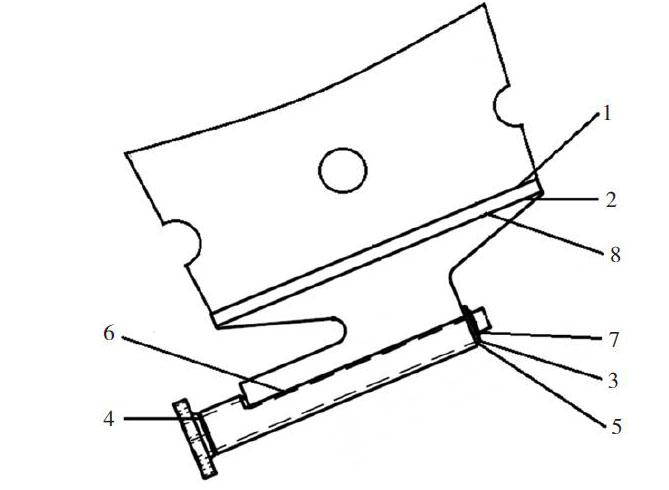
具体焊接顺序如图4所示。
5.2.2申请更改坡口型式以降低焊接难度,保证焊接质量
低合金钢板与紫铜板之间的接头为异种材料焊接接头。根据图纸要求在分别在两侧的低合金钢板、紫铜板上先堆焊Smm厚铝青铜。
低合金钢板与紫铜板之间的原设计坡口为K型坡口,图5,这种坡口可以节约填充材料,减少焊接量,但对焊接操作人员的能力有较高要求。
为降低焊接难度,经与国外设计人员沟通,将K型坡口改为X型坡口,以降低焊接难度,保证焊接质量。
5.2.3 铝青铜过渡层的堆焊
焊接顺序1、2、3为铝青铜过渡层堆焊,如图6、图7、图8所示。
为保证焊接质量,低合金钢板(件8)和紫铜板(件9)上的焊接坡口全部采用机加工的方式制备,紫铜端盖(件27)的环形堆焊区域也需打磨至露出金属光泽,以保证过渡层材料和基体的良好结合。
坡口制备完成后分别按照低合金钢铝青铜过渡层堆焊和紫铜铝青铜过渡层堆焊的焊接工艺规程进行焊接。
堆焊完成后仍采用机加工的方式加工堆焊层坡口并保证图纸要求的堆焊层厚度5 mm,同时将溢出的过渡层材料去除。
冷却后用渗透探伤检查过渡层堆焊表而质量,用超声波探伤检查异种材料结合而处的结合质量。
5.2.4 紫铜全熔透对接焊缝
焊接顺序4为紫铜管与紫铜法兰全熔透对接焊缝,如图9所示。
由于紫铜的导热性好,因此紫铜的全熔透对接焊缝需要焊工掌握熟练的焊接技术。
焊前用301焊粉加水调成糊状,坡口周围涂刷,去除氧化膜,包括在焊接过程中也不容易受到浮在熔池表而的氧化膜的影响。
冷却后目视检验VT及着色探伤PT检查焊缝表而质量。
加工紫铜管上用于装配紫铜板(件9)的缺口,粗糙度3.2。
5.2.5 紫铜角焊缝
焊接顺序5为紫铜管与紫铜盖板之间的紫铜角焊缝,如图10所示。
焊接方法与焊接顺序4类似。
冷却后目视检验VT及着色探伤PT检查焊缝表而质量。
5.2.6 紫铜部分熔透角焊缝
焊接顺序6为紫铜板与紫铜管之间的部分熔透角焊缝,如图11所示。
焊接方法与焊接顺序4类似。
冷却后目视检验VT及着色探伤PT榆查焊缝表而质量。
5.2.7 铝青铜角焊缝
焊接顺序7为铝青铜角焊缝,如图12所示。
5.2.8 铝青铜全熔透对接焊缝
焊接顺序8为已完成过渡层堆焊的低合金板(件8)与紫铜板(件9)之间的铝青铜全熔透对接焊缝。
按照铝青铜的焊接工艺规程(WPS)进行焊接。
冷却后目视检验VT及着色探伤PT检查焊缝表而质量。
5.2.9 焊缝无损探伤及压力测试
焊后对所有铜及铜合金焊缝进行目视检验及着色探伤(图13)。
紫铜连接板/紫铜连接管组合件需要制作工装对紫铜管进行压力测试,保证焊缝水密。
5.3 阳极环整体的焊接
按照图纸要求将低合金钢板/紫铜连接板/紫铜连接管组合件插入低合金钢本体完成阳极环整体的焊接(图14)。
拼装组合件时应注意3个插入件应位于同一水平而上,必要时修整本体上的开口位置。
按照低合金钢焊接工艺完成件8(低合金钢)与低合金钢本体之间角焊缝的焊接,焊接时应注意不断测量3个插入组合件的水平位置尺寸,通过调整焊接顺序使3个插入组合件的水平而始终保持在公差允许的范围内。
焊后对低合金钢角焊缝进行磁粉探伤MT,保证焊接质量。
6 完成后续机加工工序
按照图纸要求完成后续机加工工序,保证装配尺寸。
参考文献
[1]薛剑文简述电解铝施工中阳极铝母线的安装焊接工艺[J]科技
风,2009 (19):126,147.[2]何志鴻电解铝工艺铝母线制作安装技术分析[J]大科技,2018
(3):175-176[3]杜念东.浅谈铝电解所用铸造铝母线的质量控制[J]有色金属设
计,2002,29 (4):48-52[4]盛江涛.电解铝工艺铝母线制作安装技术研究[J]建筑工程技术
与设计,2016 (18):324[5]景福才用QC方法解决大唐铝业电解槽铝母线焊接质量不稳定
问题[J].内蒙古科技与经济,2011 (3):121-122.
猜你喜欢
杭州(2020年17期)2020-11-09
中国计算机报(2020年28期)2020-08-10
科技风(2020年2期)2020-02-14
中国新技术新产品(2019年9期)2019-05-21
科技创新与应用(2018年3期)2018-01-24
有色金属材料与工程(2017年3期)2017-07-15
山东工业技术(2017年3期)2017-03-16
当代工人·精品C(2016年5期)2017-01-11
科技视界(2016年18期)2016-11-03
中学生数理化·七年级数学人教版(2016年5期)2016-05-14