
基于WAGO 750- 881 PLC 与转炉除尘改造中的应用
2021-10-18 08:57汪利峰
科学技术创新 2021年27期
汪利峰 贾 非
(1、重庆市勘测院,重庆 401121 2、中冶赛迪重庆信息技术有限公司,重庆 400013)
某炼钢厂现在有两座40t 的转炉在生产,并且这两座转炉各自配备了一套独立的煤气净化系统,煤气净化系统采用老OG 湿法除尘方式,改造前的烟气净化流程如下:转炉烟气--->活动烟罩---> 汽化冷却烟道---> 溢流文氏管---> 重力脱水器--->RD 可调文氏管--->90°弯头脱水器--->脱水塔--->煤气鼓风机--->煤气放散塔--->点火装置--->燃烧放散[1]。在当前国内钢铁业形势严峻下,对炼钢烟气净化系统的改造能有效降低炼钢的生产成本,提高二次能源的利用率,而且能极大改善钢铁生产的污染物排放总量[2]。为了降本增效,并且有效的改善环境,结合钢厂的实际情况将该转炉烟气净化系统改为新OG 除尘系统,并对转炉煤气进行回收。
1 转炉新OG 工艺特性和设备特点
环缝装置在转炉炼钢除尘系统中承担着精除尘和改善炉口状态的作用。转炉吹氧时产生的1400~1600℃的转炉煤气,在风机的抽引下,经活动罩裙和汽水烟道冷却至900℃以下,然后进入喷淋塔,进行粗除尘和进一步冷却并兼灭火;接着煤气进入环缝洗涤塔,环缝洗涤塔内外锥体的间隙,依靠炉口微差压及冶炼工况调整,煤气经此进行精除尘,然后再经脱水塔脱去大颗粒水滴,进入风机;风机机后的正压,根据煤气质量和其它条件,煤气通过三通切换阀的切换作用,或者由放散烟囱向大气排放,或者经过水封逆止阀和U 型水封通过管道送入煤气柜[3]。
在转炉炼钢过程中,当一次除尘操作室收到吹炼开始信号以后,除尘风机通过自动或者操作人员手动提高转速到额定转速,根据炉口的冶炼状态,通过环缝液压升降装置来调节环缝开度,来改变抽风量,从而改变炉口压差。环缝装置采用液压系统进行驱动,该环缝液压系统主要由液压泵站、控制阀台组成。液压泵站包括油箱装置、2 台主泵、1 台循环泵、循环过滤冷却装置、蓄能器组和站内配管等。
2 转炉新OG 电气设计和控制方案
2.1 转炉新OG 控制器选型
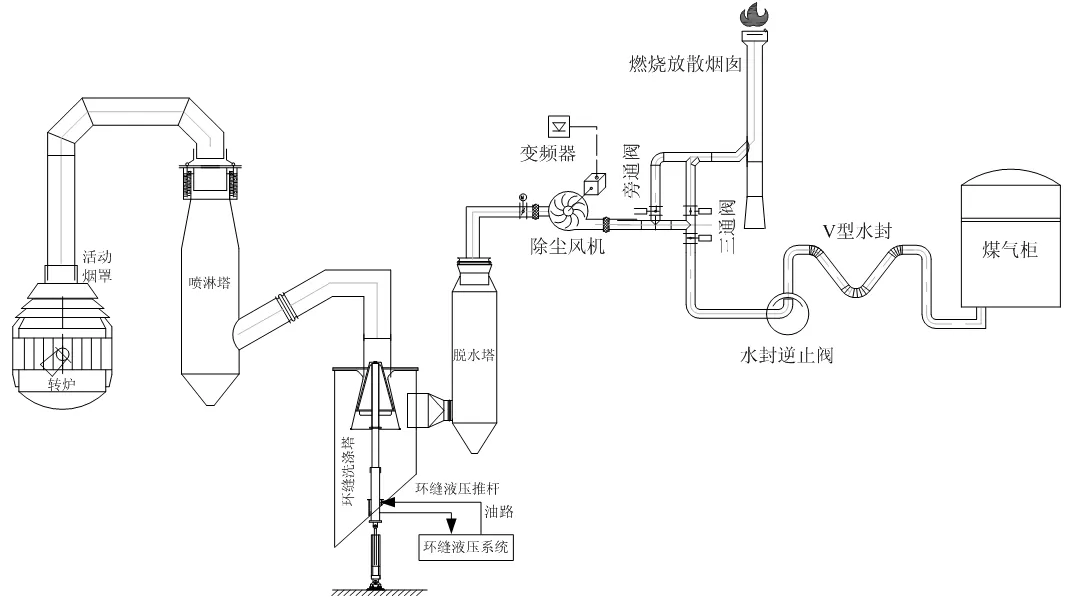
图1 转炉新OG 系统工艺流程图
本项目采用WAGO 750-881 可编程现场总线控制器,它为德国WAGO 公司开发最新系列现场总线控制器,并为现场总线适配器与PLC 完美的结合在一起的可编程现场总线控制器[4],可以使用的可编程总线控制器的形式有PROFIBUS-DP/FMS,CANopen,DeviceNet,LonWorks,MODBUS/TCP,Ethernet TCP/IP[5]。并且所使用的编程软件WAGO-I/O-PRO 符合IEC61131-3国际标准,涵盖了5 种编程语言,而且还提供了和高级语言一样的基于编程开发环境的编辑、调试等功能[6]。对于小型控制系统来讲,特别是I/O 点数在256 点及以下的控制系统中,可以单独使用该现场总线通讯接口作为小型的PLC 系统,可完成对系统的开环或者闭环控制、PID 调节,通讯,故障诊断等功能[6]。
2.2 转炉新OG 的系统配置图
新OG 控制柜设置在现场的环缝液压站的平台小屋内。由于现场环境比较恶劣,防止远程控制器与主系统的通信发生干扰,采用了光电转换形式,提高了系统的可靠性(图2)。

图2 系统硬件配置图
2.3 转炉新OG 的软件编程
WAGO 750-881 采用CoDeSys 编程软件,其编程语言丰富,使得开发者能够使用简便快捷编程方式,提高了编程效率;同时它还集成了功能强大的库函数,能够随时导入各种现成的库函数,从库函数中调用标准的模块化程序块,只需修改外部接口,即能实现控制功能,从而避免了重复劳动,大大缩短了开发周期。另外,它还自动集成测试和诊断功能,支持在线测试和离线仿真等功能[7](图3、4)。
图3 WAGO 中使用PID 控制图
2.4 WAGO PLC 与罗克韦尔1756-L61 PLC 通信
由于原转炉控制系统PLC采用罗克韦尔的1756-L61,涉及到WAGO PLC 与其通信。通过在1756-L61 PLC 的以太网中配置ETHERNET-MODULE (Generic Ethernet Module),通过定义好传输字节数,和地址,下载1756-L61 的硬件配置即可。在WAGO Ethernet Settings 设置与1756-L61 通讯参数,其字节数与1756-L61 中的设置一致。
2.5 环缝的控制策略
传统的环缝开度控制采用的是PID 控制,通过PLC 实时采集炉口微差压与设定炉口微差压做闭环控制[8],来调节环缝的开度,其弊端为炉微差压在波动大的情况下,环缝的开度调节幅度大,而且环缝液压升降系统属于滞后系统,不能及时调整开度来调节改变炉口微差压。因此采用基于环缝开度控制表和炉口微差压做补偿的控制方式。根据转炉生产的特点,将冶炼分为等待冶炼、吹炼前期、吹炼中期、吹炼后期和吹炼结束,并根据生产的这几个周期分别将环缝的开度设计成一张环缝开度控制表。通过设定的炉口微差压和检测到实际炉口微差压值来进行PID 运算。
图4 WAGO 中采用SFC 编程图
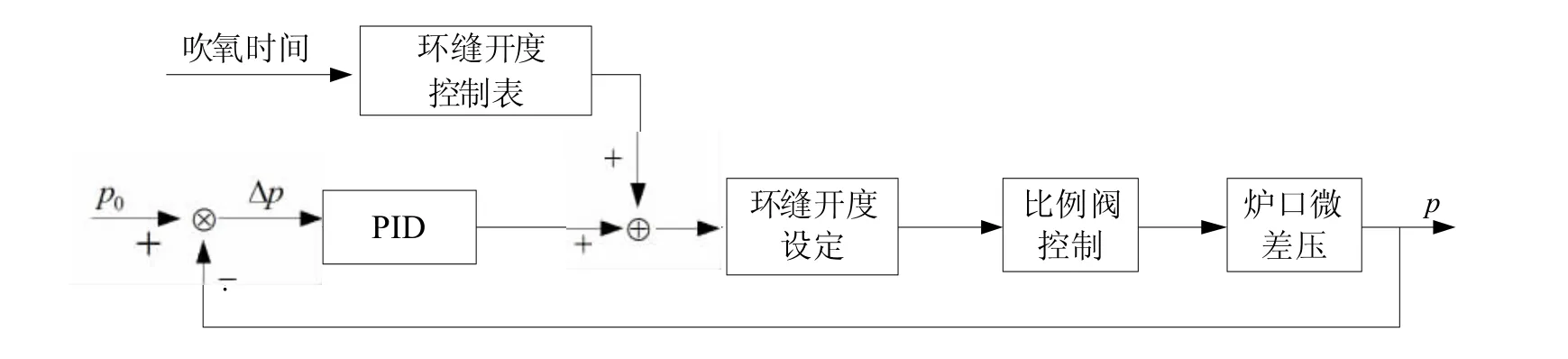
图5 环缝开度控制系统框图
根据WAGO 750-881 PLC 采集到的环缝实际开度和设定开度的比较,采用CFC 流程图编程的方式来实现对环缝装置升降的控制,其程序流程图如图6 所示。
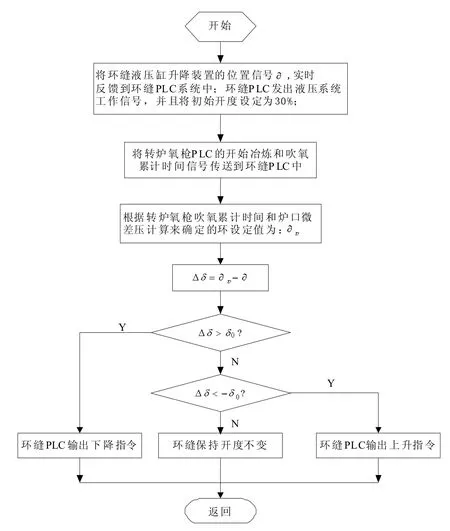
图6 PLC 程序控制流程图
根据转炉冶炼周期的将环缝控制的开度设定如表1 所示。

表1 环缝装置开度表
3 实际运行结果及分析
通过采用氧枪吹炼时间进行分段来控制环缝开度和炉口微差压来补偿控制方式来调节环缝开度的方法,在吹炼中期炉口微差压变化比较剧烈时,能通过控制环缝的开度,调整炉口微差压。具有较高的稳定性和抗干扰性(图7)。

图7 实际生产的炉口微差压和环缝开度图
4 结论
本项目采用WAGO 750-881 可编程现场总线控制器作为转炉新OG 除尘系统的主控制器,通过采用吹炼时间分段和炉口微差压来补偿控制方式来控制环缝开度,以WAGO 750-881 PLC 灵活的编程方式实现了该控制方法达到了工艺控制要求,并且通过实际的运行检验,控制效果良好,满足生产的要求和改造的技术指标。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
新疆钢铁(2021年1期)2021-10-14
红蜻蜓·中年级(2021年2期)2021-09-10
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
昆钢科技(2021年6期)2021-03-09
商品与质量(2020年31期)2020-11-26
发电技术(2020年3期)2020-06-29
环球时报(2019-08-08)2019-08-08
戏剧之家(2018年21期)2018-10-19
