新疆机采棉加工工艺对棉花质量的影响
2021-10-21 09:26李孝华王扬赵倚天
中国棉花 2021年8期
李孝华,王扬,赵倚天
(1.中华全国供销合作总社郑州棉麻工程技术设计研究所,郑州 450004;2.中国纤维质量监测中心,北京 100007)
2020年度新疆地区机采棉比例达到80%,其中,北疆地区机采棉占北疆总加工量的97%,南疆地区机采棉比例占南疆总加工量的60%[1]。新疆机采棉采后的加工工艺环节主要为籽棉清理(简称“籽清”)、皮棉清理(简称“皮清”)和轧花;主要通过击打、抖动、勾拉等方式清理杂质,通过锯片与轧花肋条配合实现棉籽和棉纤维的分离。我国典型的机采棉加工工艺包括4道籽清、1道锯齿轧花、3道皮清,即4-1-3工艺[2-4]。
新疆机采棉加工工艺中的大多数工艺是为了清除棉花中的杂质,但是会对棉纤维的部分物理指标造成不同程度的影响。如:轧花机加工会造成棉纤维长度和长度整齐度指数大幅下降,短纤维指数大幅升高[5]。随加工工序的进行,杂质面积、杂质颗粒数均呈下降趋势,棉结总数呈增加趋势,影响比较大的3个工序分别是轧花、籽清、锯齿皮清;二道籽清工序对大的杂质有很好的清理作用;轧花工序对纤维品质影响程度最大,对棉纤维内在品质的损伤幅度占整个加工过程的40%以上[6]。
本项目组分别于2016年、2017年、2019年在新疆机采棉加工生产线进行了试验,记录了加工过程中棉花品质变化状况,分析机采棉加工中的棉花品质变化规律,研究新疆机采棉加工工艺在清理杂质的同时,对棉纤维上半部平均长度、长度整齐度指数、断裂比强度的影响,为改进新疆机采棉加工工艺提供数据参考。
1 材料与方法
1.1 取样对象
2016年、2017年、2019年在新疆机采棉种植区,选取机采棉加工厂进行试验,每个厂选取6个棉模,在每个棉模对应生产线上的各环节共选取9个取样点,每个取样点采集5份样品,每个机采棉加工厂共计采集270份样品。试验地点等信息见表1。
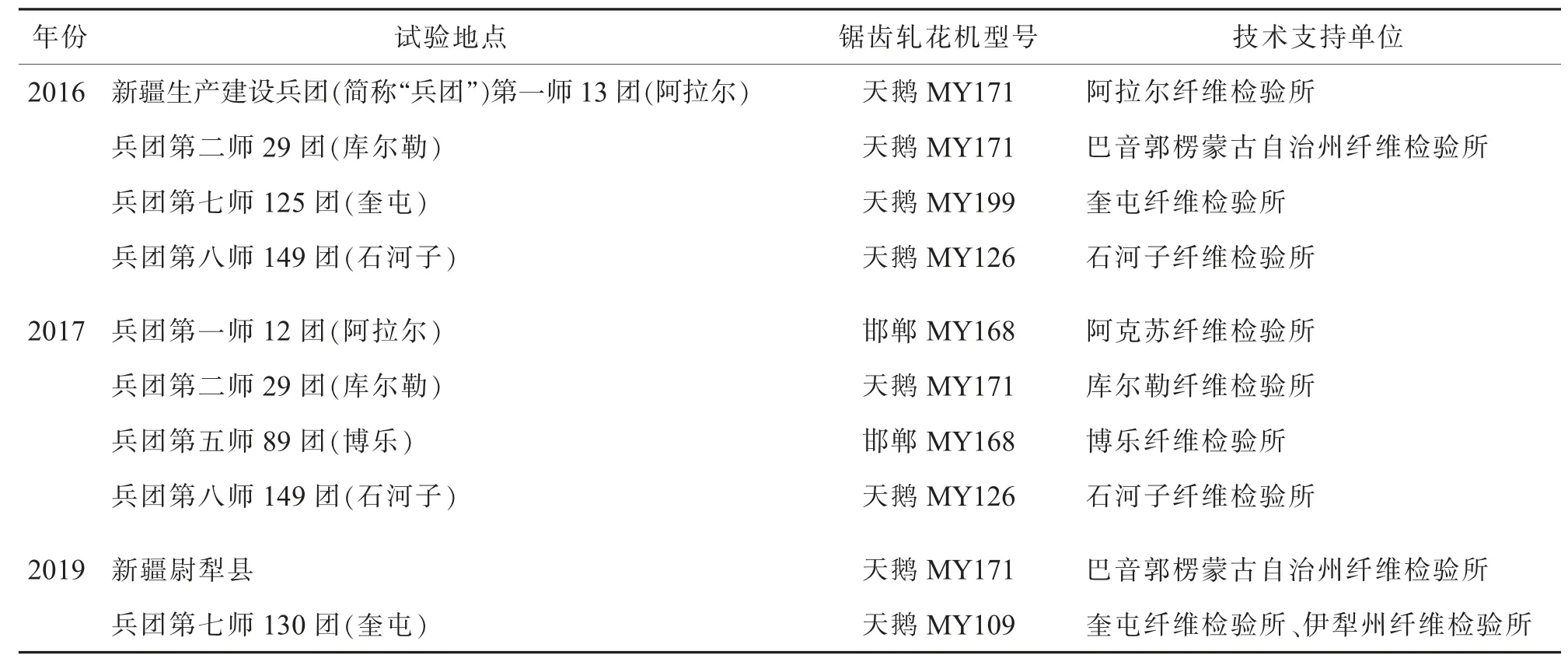
表1 取样地点及相关信息
1.2 取样设计
常规机采棉加工流程需要采用4~6道籽清和3道皮清工序,才能保证皮棉杂质含量低于2.5%。为研究每道籽清工艺前后和每道皮清工艺前后的棉花品质变化[7-9],从货场籽棉到皮棉成包前,设置9个取样点,即籽棉货场、倾斜式籽清机后、提净式籽清机后、二道倾斜式籽清机后、回收式籽清机后、锯齿轧花机后、气流皮清机后、一道锯齿皮清机后、二道锯齿皮清机后,取样编号分别记为1~9。
为保证试验进度和降低样品运输压力,对籽棉样品采用现场取样、现场试轧的方式。试轧选用符合GB/T19509-2004《锯齿衣分试轧机》[10]规定的试轧机,同一厂区的样品使用同一台试轧机试轧。
1.3 测试项目及方法
1.3.1含杂率测试。为减少测试环境和不同测试仪器造成的误差,对所取样品集中测试,考虑到测试人员的技术稳定性,中华全国供销合作总社郑州棉麻工程技术设计研究所和安徽财经大学安排了具有长期检验经验的专业棉花检验人员。测试人员严格按照GB/T6499-2012《原棉含杂率试验方法》[11]进行含杂率测试,规范操作,确保棉花含杂率样品的代表性,减小操作误差[12]。
1.3.2HVI测试。该项检测任务由河北省纤维检验局按照GB/T20392-2006《HVI棉纤维物理性能试验方法》[13]进行测试。测试指标包括棉纤维上半部平均长度、长度整齐度指数、断裂比强度。
1.4 数据处理方法与工具
每年检验数据汇总后,根据性能指标进行分组,使用Grubbs进行异常值检测,显著性水平为0.0 5,排除异常值后再进行统计分析。
由于机采棉加工设备的大部分区域是密封的,且棉花在加工流水线中流动速度非常快,导致前道工序所取样品与后道工序所取样品无法一一准确对应,数据分析时主要选择样品属性的平均值和分布特性,分析机采棉含杂率等整体情况和加工工艺对棉花含杂率的影响;使用皮尔逊相关系数分析机采棉加工工艺中棉花含杂率与上半部平均长度、长度整齐度指数、断裂比强度指标之间的关系。使用的主要工具软件为MS Excel2019和SPSS20.0 。
2 结果与分析
2.1 新疆机采棉加工工艺中棉花含杂率的变化
2016年、2017年、2019年的机采棉加工中含杂率均值随着加工工艺的变化见图1。纵观3年的含杂率数据,机采籽棉在未经清理加工之前杂质含量较高,通过4道籽清机的清理后,棉花含杂率逐渐降低;通过锯齿轧花机后,部分年份棉花含杂率轻微增加;通过3道皮清机后,棉花的含杂率又逐渐降低。工序9后的棉花打包进入贸易、纺织环节,3年的含杂率平均值为2.1 7%,低于国家标准GB 1103.1 -2012[14]的含杂率标准值(2.5 %)。2019年发现取样现场棉花含杂率较高,尤其是棉秆、棉桃较多,导致加工后棉花含杂率仍高于国家含杂率标准值。根据轧花企业反映,主要原因是当年首次采用无人机喷施脱叶剂,效果不好,采摘的时候夹杂了大量杂质。
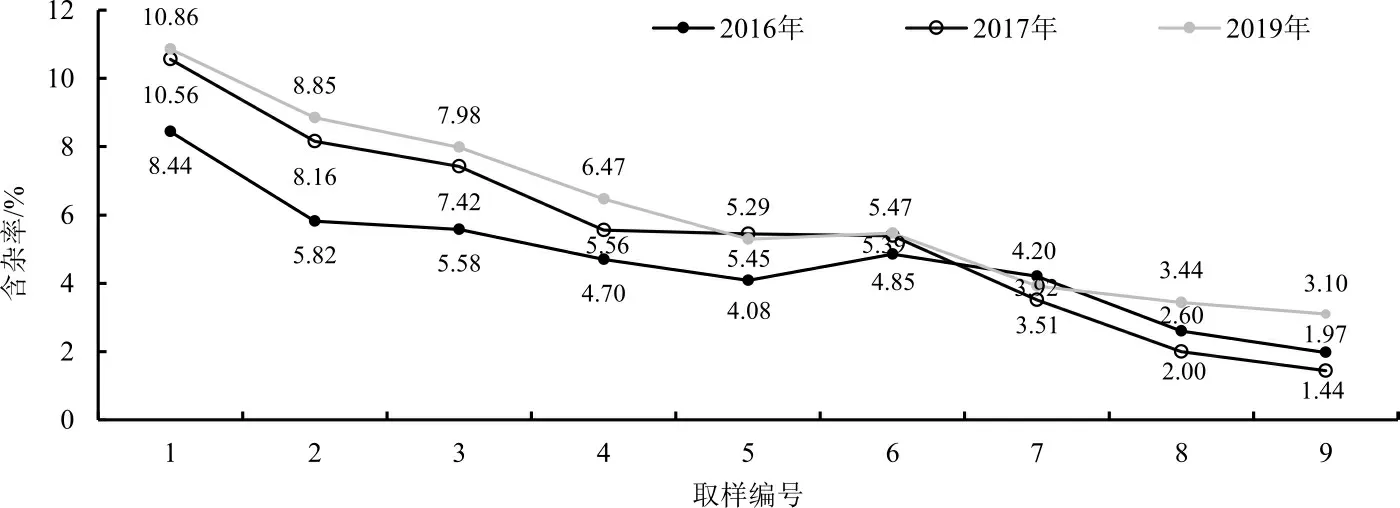
图1 2016年、2017年、2019年机采棉加工工艺中棉花含杂率的变化
2.2 新疆机采棉加工工艺中棉纤维上半部平均长度的变化
3年中,随着机采棉加工的不断深入,虽然经过部分加工工艺后棉纤维上半部平均长度有所波动,但整体趋向变短(图2),说明在清理棉花杂质时损伤了棉纤维长度。
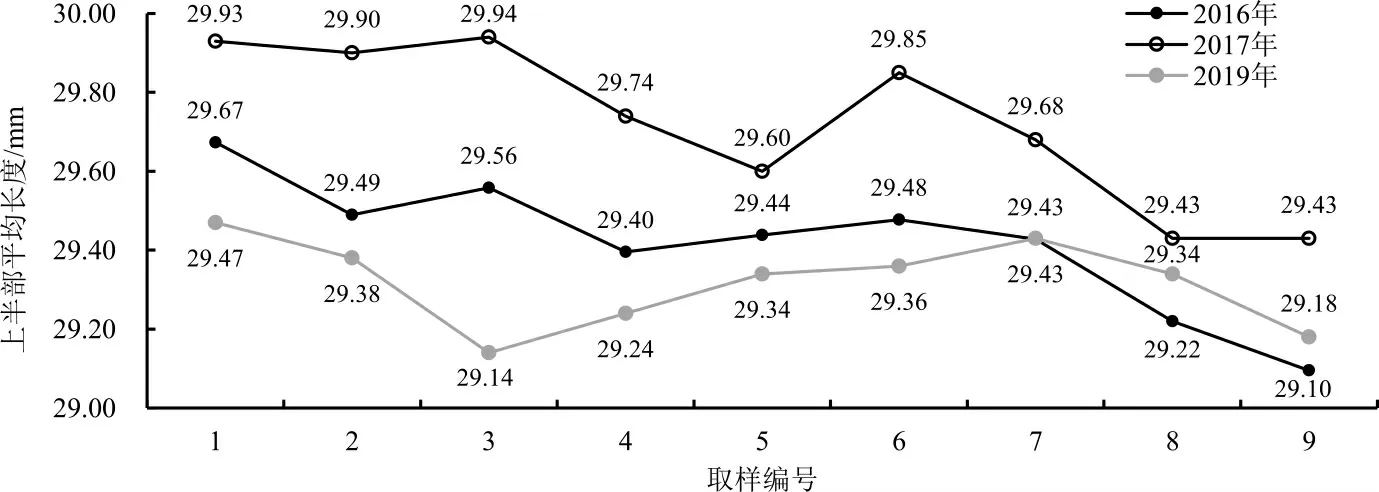
图2 2016年、2017年、2019年机采棉加工工艺中棉纤维上半部平均长度的变化
将各工序后棉纤维上半部平均长度均值与含杂率进行双变量相关性分析,皮尔逊相关系数为0.5 14,双侧检验概率值为0.0 06,说明在机采棉加工工艺中,棉纤维上半部平均长度与含杂率极显著正相关。
从工作原理上讲,相对于皮清设备,籽清设备对棉纤维上半部平均长度损伤小;因此,结合上述研究结果可以考虑增加籽清道次,适当减少皮清道次。
2.3 新疆机采棉加工工艺中棉纤维长度整齐度指数的变化
3年中,随着机采棉加工的深入,经过部分加工工序后棉纤维长度整齐度指数有所波动,但整体趋向变低(图3),说明在清理棉花杂质时降低了棉纤维长度整齐度指数。

图3 2016年、2017年、2019年机采棉加工工艺中棉纤维长度整齐度指数的变化
将各工序后的棉纤维长度整齐度指数均值与含杂率进行双变量相关性分析,皮尔逊相关系数为0.8 69,双侧检验概率值为0.0 00,说明在机采棉加工工艺中,棉纤维长度整齐度指数与含杂率极显著正相关。
2.4 新疆机采棉加工工艺中棉纤维断裂比强度的变化
3年中,随着机采棉加工的深入,部分加工工序后棉纤维断裂比强度有所波动,但整体趋向变低(图4),说明在清理棉花杂质时降低了棉纤维断裂比强度。

图4 2016年、2017年、2019年机采棉加工工艺中棉纤维断裂比强度的变化
将各工序后棉纤维断裂比强度均值与含杂率进行双变量相关性分析,皮尔逊相关系数为0.3 11,双侧检验概率值为0.1 14,说明在机采棉加工工艺中,棉纤维断裂比强度与含杂率无显著相关性。
3 结论
通过3年对新疆不同地域机采棉加工生产线(4-1-3工艺)上不同工序的棉纤维物理性能变化分析,得出棉纤维上半部平均长度、长度整齐度指数、断裂比强度随加工工序的进行呈降低趋势。
相关性分析结果显示:棉花含杂率与棉纤维上半部平均长度、长度整齐度指数呈极显著正相关,与断裂比强度相关不显著。
未来新疆机采棉加工工艺的发展,要从提高长度和长度整齐度指数出发,结合各地机采棉品质特征,完善籽清、皮清、轧花等工艺环节,适当增加籽清道次,减少皮清道次,持续改进相关清理设备与轧花设备,提高清理效率,减少棉纤维损伤,保持棉纤维的内在品质。
猜你喜欢
中国纤检(2022年8期)2022-09-22
纺织标准与质量(2022年4期)2022-09-05
纺织标准与质量(2022年2期)2022-07-12
昆钢科技(2022年2期)2022-07-08
人人健康(2022年11期)2022-07-07
中国纤检(2021年5期)2021-11-21
中国管理信息化(2021年11期)2021-07-30
昆钢科技(2021年1期)2021-04-13
中国纤检(2019年12期)2019-11-28
农民致富之友(2017年4期)2017-04-10