
飞机部件多工位装配偏差源分析研究
2021-10-21 02:54郭峰
科学与信息化 2021年26期
郭峰
中航西安飞机工业集团股份有限公司 陕西 西安 710089
引言
随着世界航空业的快速发展,各个国家对飞机的需求量与日俱增。世界上各大先进航空企业对基于新技术、新理念下的高效飞机装配生产技术都进行了广泛且深入的研究。飞机生产效率的高低已经成为衡量一个航空企业是否先进的标志[1]。而生产效率的提升,通常需要对装配工艺进行优化改革,按照生产节拍,进行多工位装配的理念就是有效提升生产效率的手段之一。本文针对某型机部件装配,对该产品多工位装配偏差源进行梳理及分析。
1 飞机装配偏差源
飞机的装配偏差主要有:产品零件偏差、工装偏差、重复定位偏差、变形偏差、环境因素偏差等。这些各种形式的偏差汇集最终形成了装配工装的装配偏差。
1.1 零件偏差
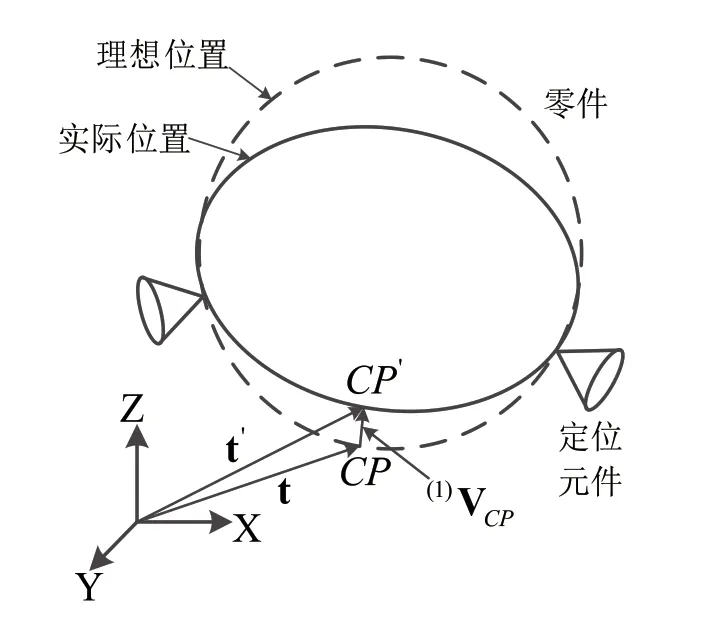
图1 零件偏差

1.2 工装偏差

图2 工装制造偏差
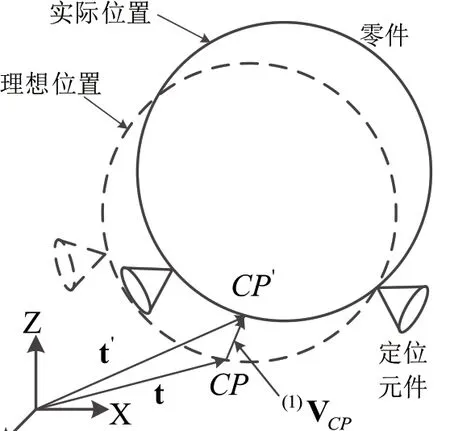
图3 工装装配偏差
工装偏差导致定位零件任意一点的偏差为:

1.3 定位偏差
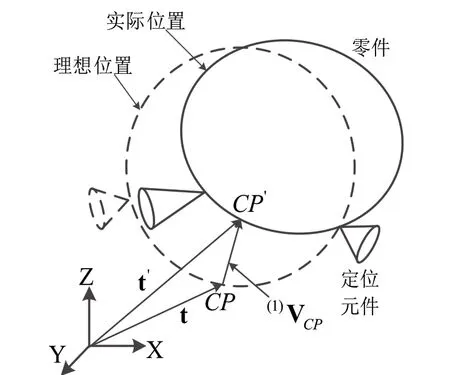
图4 定位偏差
由定位偏差导致零件上任意一点的偏差值为:

1.4 变形偏差
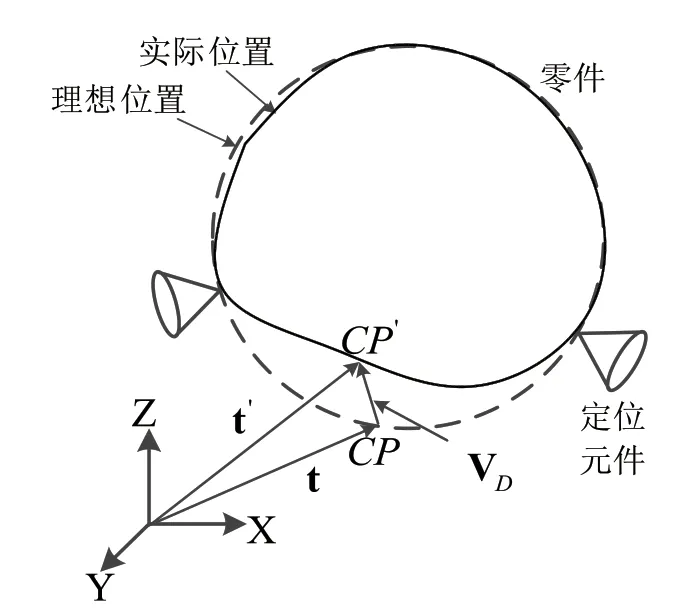
图5 变形偏差
由变形偏差导致零件上任意一点的偏差值为:
1.5 环境因素偏差
环境因素偏差是指由装配环境造成零件位移偏差,比如温度的变化导致零件的热胀冷缩原理,不同材质的零件热膨胀系数不一样,又会造成进一步的偏差累计。还有装配区域地基情况,对于重量非常大的工装,很容易产生地基沉降现象,从而使得工装定位零件产生位置偏移。
2 实例分析
某型机部件产品的装配有4个工位,它们分别是1工位的骨架定位及壁板定位、2工位的左侧壁板制孔、3工位的右侧壁板制孔、4工位的壁清洗及铆接,工位流程图见图6。

图6 工位流程图
该产品机加件为数控加工并且经过测量机检验,因此其偏差可控;钣金件和复材件由模具成型其偏差亦可控,所以产品偏差不是该产品装配主要偏差源。而产品工艺路线上充分考虑了从部件到总装的一系列协调关系,因此产品装配工艺偏差也不是该产品装配主要偏差源[3]。装配车间有专门的恒温系统和加强地基,因此环境因素偏差同样不是产品装配主要偏差源[4]。由于产品装配工装的可移动性以及较大的高度尺寸,在静止状态和移动状态下工装变形对产品装配精度会产生一定影响。同时工装定位器终极调装精度以及杯锥二次定位也是影响产品装配精度的重要元素。综上,我们可以看出该产品装配工装主要偏差源集中在变形偏差重复定位偏差和工装偏差上。
3 结束语
本文通过对飞机部件装配多工位作业时产生的偏差进行梳理分析,并利用图形进行深度剖析,最后结合飞机部件装配实例进行验证。为飞机部件多工位装配时的偏差预分析提供了解决方法和思路。
猜你喜欢
模具制造(2022年5期)2022-06-27
数字技术与应用(2022年3期)2022-04-14
导航定位学报(2022年2期)2022-04-11
仪器仪表用户(2022年4期)2022-04-01
北京航空航天大学学报(2021年4期)2021-11-24
意林(2020年10期)2020-06-01
家庭影院技术(2020年4期)2020-05-21
中学课程辅导·教师教育(中)(2016年9期)2016-10-20
企业导报(2016年8期)2016-05-31
杭州(2015年9期)2015-12-21
