
结晶器电磁搅拌对ML40Cr小方坯凝固组织及偏析的影响
2021-10-29 03:26张康晖马建超陈少慧
现代交通与冶金材料 2021年2期
张康晖,马建超,李 强,陈少慧
(江苏省(沙钢)钢铁研究院,江苏 张家港215625)
引 言
ML40Cr冷镦钢具有优越的冷变形能力和强韧性,被广泛用于生产高级别的紧固件和零配件。冷镦轧材由于变形量大且变形速率高,对材料均质性要求较高,如果轧材存在偏析,容易造成轧材受力不均,局部产生应力集中,从而导致冷镦开裂[1]。轧材偏析遗传自连铸坯偏析,因此需要对连铸坯偏析进行控制。电磁搅拌是改善连铸坯偏析的重要措施,其借助在铸坯内钢液感生的电磁力,强化钢液的流动形态和流动速度,从而影响铸坯的凝固组织及成分偏析,成为当前品种钢连铸的重要技术手段[2-3]。
本文通过对比不同结晶器电磁搅拌参数条件下ML40Cr冷镦钢连铸坯凝固组织形貌和碳偏析分布,分析结晶器电磁搅拌对凝固组织演变、枝晶间距、枝晶偏斜和均质性的影响,为改善连铸坯凝固组织及均质性提供了结晶器电磁搅拌参数优化的方向。
1 试验方法
ML40Cr冷镦钢采用6机6流的弧形连铸机生产,采用结晶器电磁搅拌(M-EMS)+末端电磁搅拌(F-EMS)组合电磁搅拌技术,主要成分如表1所示,连铸机及生产工艺参数如表2所示。生产过程中选取同一炉次的不同流进行对比测试,连铸参数基本相同,分析结晶器电磁搅拌使用和关闭条件下的连铸坯低倍和偏析特征。

表1 ML40Cr冷镦钢的化学成分/%

表2 连铸机及生产工艺基本参数
连铸坯加工成厚度为20 mm的横断面试样,采用GB/T 226低倍缺陷酸蚀的热酸法腐蚀,铸坯低倍如图1所示。为了对枝晶偏斜角度和枝晶间距进行精细研究,将试样从表面至中心切取70 mm×18 mm×20 mm的金相样进行铸态枝晶形貌观察,金相样经过粗磨、细磨、抛光后,选用苦味酸腐蚀液(苦味酸6 g+洗涤剂2 m L+水500 m L)进行枝晶浸蚀。采用电子显微镜进行显微组织观察,用图像分析处理软件测量柱状枝晶偏斜角度。组织分析后,在铸坯横截面钻屑取样,钻屑点即图1中的红点,利用碳硫分析仪测定碳含量,研究铸坯横断面的成分偏析情况。
2 试验结果
从热酸洗后的铸坯低倍和苦味酸腐蚀后的金相样可以看出,铸坯表面至中心依次为激冷层、柱状晶区和等轴晶区,如图1和图2所示。施加M-EMS时柱状晶区宽度为35 mm,未施加M-EMS时柱状晶区宽度为49 mm,M-EMS显著促进柱状晶向等轴晶的转变,扩大等轴晶区。在M-EMS作用下,柱状晶则沿电磁力方向发生偏斜,偏斜角在18°-30°,而未开M-EMS时柱状晶偏斜角在-10°-18°。
在柱状晶区,随着与铸坯表面距离的增加,一次和二次枝晶间距增大,同时一次和二次枝晶粗化;与未施加M-EMS相比,施加M-EMS时一次和二次枝晶间距均增大,如图3和图4所示。同时施加MEMS时铸坯心部等轴晶明显粗化,但致密度较未施加结晶器电磁搅拌时要高,如图5所示。

图3 连铸坯不同位置的柱状晶组织
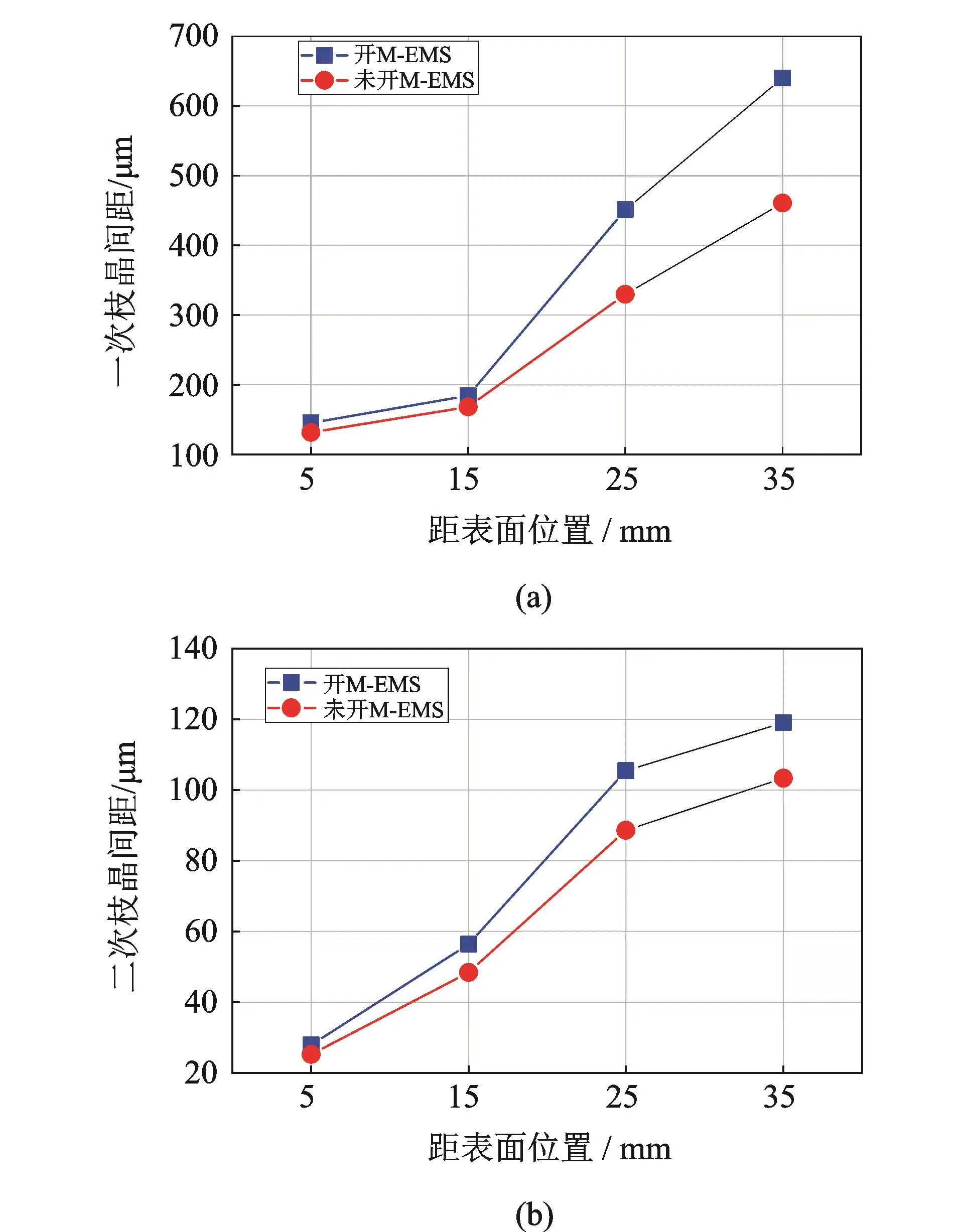
图4 铸坯不同位置的一次和二次枝晶间距

图5 铸坯心部的枝晶形貌
3 分析讨论
为了更好地分析ML40Cr小方坯连铸过程凝固组织的演变,通过有限差分法求解凝固传热,计算铸坯的凝固传热情况。
3.1 结晶器电磁搅拌对铸坯凝固组织的影响
铸坯凝固组织的形成与演变与凝固前沿的温度梯度和凝固速度等条件有关。在弯月面附近,钢液直接与结晶器铜管接触,在铜管激冷作用下,形成表层激冷细晶区组织。随着凝固的进行,钢液中的热量不断通过结晶器铜管及随后二冷区的冷却水带走,凝固坯壳表面至铸坯心部存在较大的温度梯度,凝固组织主要以柱状晶定向生长。随着凝固的进行,固相散热能力逐渐变弱,温度梯度逐渐减小[4-6]。同时,搅拌过程中,凝固前沿低温熔体和中心高温熔体以对流方式混合,使得温度相对均匀,降低了钢液的温度梯度G;同时也延缓了结晶器壁和液面处熔体的冷却速度V[2-3]。当G/V1/2<常数CCET时,即会发生柱状晶-等轴晶转变(Columar to Equiaxed Transition,即CET转变)[3]。
由图6凝固传热计算结果可知,在结晶器电磁搅拌位置处(此处凝固坯壳约7~12 mm,),未发现CET转变,而是在距表面35 mm处才发生CET转变。当未施加结晶器电磁搅拌时,距表面49 mm处才发生CET转变(根据图6凝固计算,末端电磁搅拌位置凝固坯壳厚度约为48~53 mm)。因此,可以得出,尽管结晶器电磁搅拌具有降低温度梯度和冷却速度的效果,但(300 A,4 Hz)的搅拌强度不足以打断原有柱状晶组织,使得此处未发生CET转变,随着凝固的推移,温度梯度和冷却速度进一步降低,在距表面35 mm处形成等轴晶组织。图6中fs为中心固相率

图6 未施加M-EMS时铸坯的凝固传热情况
施加(300 A,4 Hz)结晶器电磁搅拌后,由于成分和温度的混合作用,降低了柱状晶凝固前沿的温度梯度和溶质浓度梯度,延缓了柱状晶的形核和生长。Makkonen[7]通过建立全局热平衡求解一次枝晶臂间距λ1,Kim等[8]提出铃木实验方程求解二次枝晶臂间距λ2,见下式:

式中L为溶化潜热,J/g;c v为体积热溶,J/(m3·K);G为温度梯度,℃/mm;r为枝晶尖端曲率半径,μm;V为冷却速度,℃/min。根据公式,一次枝晶间距随温度梯度降低而增加,二次枝晶间距随冷却速度降低而增加。
由图4可知,柱状晶一次枝晶间距和二次枝晶间距较未施加结晶器电磁搅拌时有所增加,也说明了施加结晶器电磁搅拌后,温度梯度和冷却速度有所降低。但文献[2]结果显示,施加结晶器电磁搅拌,且随着搅拌电流的增加,ML40Cr小方坯二次枝晶间距降低,这与本实验结果相反,推测可能与结晶器电磁搅拌的位置和搅拌强度有关。
当凝固坯壳经过末端电磁搅拌位置时,搅拌力作用下凝固前沿未凝钢液温度梯度和冷却速度进一步降低,导致心部组织进一步粗化。
3.2 结晶器电磁搅拌对成分偏析的影响
钢液中的元素偏析是随凝固前沿的推移而逐渐产生的,是钢液流动传热和溶质再分配的结果。在未施加结晶器电磁搅拌时,随着凝固的进行,碳含量逐渐增加,直至进入末端电磁搅拌作用区域,如图7(a)所示。施加结晶器电磁搅拌后,电磁力作用对以柱状晶生长的凝固前沿进行了冲刷和清洗,促使凝固前沿溶质富集元素与中心钢液互相混合,使溶质浓度趋于均匀,导致距表层10 mm处出现碳元素轻微负偏析,如图7(b)所示。同时,搅拌过程中,凝固前沿低温熔体和中心高温熔体以对流方式混合,使得温度相对均匀,降低了钢液的温度梯度,同时也延缓了结晶器壁和液面处熔体的冷却速度[2]。电磁搅拌对凝固前沿的冲刷作用可以从柱状晶一次枝晶的偏斜得到验证,在搅拌力作用下,凝固前沿钢液产生切向流动,促使柱状晶逆着流动方向生长。

图7 连铸坯碳偏析结果
由图7(b)还可以看出,施加结晶器电磁搅拌后,CET转变界面处存在碳含量的峰值,造成这一峰值的原因在于无论是柱状晶和等轴晶,生长过程中溶质元素均随着凝固界面推移而富集,在两种组织交汇面出现溶质元素的富集[9]。在随后的末端电磁搅拌过程中,搅拌力会导致未完全凝固的等轴晶间富集溶质元素溶体与中心液相的对流,从而使得末端电磁搅拌前等轴晶区出现较宽的负偏析区域。对比图7(a)和(b)还可以看出,未施加结晶器电磁搅拌时负偏析出现在距表面50-60 mm位置,而开结晶器电磁搅拌后负偏析出现在距表面40-55 mm区域,这一现象也证实了施加结晶器电磁搅拌延缓了枝晶生长速度。
4 结 论
通过对比分析施加(300 A,4 Hz)结晶器电磁搅拌对ML40Cr小方坯凝固组织和成分偏析的影响,得出以下结论:
(1)施加结晶器电磁搅拌促进了等轴晶组织的形成,柱状晶区宽度由49 mm缩短至35 mm;凝固前沿柱状晶发生偏斜,偏斜角在18°-30°;柱状晶区一次枝晶间距及二次枝晶间距均增大,心部等轴晶也发生粗化。
(2)施加结晶器电磁搅拌后,在连铸坯皮下10 mm左右形成轻微负偏析;CET转变界面处出现碳含量峰值,CET转变前沿的等轴晶区存在较宽的负偏析;中心粗等轴晶区致密度升高,出现碳含量最高峰。
(3)施加结晶器电磁搅拌后,中心等轴晶率由9%提升至24%,中心碳含量由0.432%降至0.425%,对中心偏析有改善效果,但碳的负偏析区变宽,最低碳含量降低0.008%,不利于改善断面均质性。
尽管结晶器电磁搅拌具有促进等轴晶形成,改善连铸坯中心偏析有着积极作用,但有时对断面碳含量均匀性有着负面影响[9-11]。因此结晶器电磁搅拌的合理应用,还需要结合钢种使用特性、与末端电磁搅拌/二冷电磁搅拌合理搭配,以及综合考虑连铸坯表面及皮下质量,探索适合于产量质量需求的合理工艺参数。
猜你喜欢
交通科技与管理(2022年18期)2022-09-18
山西建筑(2019年21期)2019-12-02
电子制作(2018年23期)2018-12-26
材料工程(2017年6期)2017-06-22
材料科学与工程学报(2016年2期)2017-01-15
科技创新与应用(2016年5期)2016-10-21
中国新技术新产品(2016年6期)2016-05-14
铁道建筑(2015年3期)2015-12-26
中国有色金属学报(2014年2期)2014-06-04
中国有色金属学报(2014年7期)2014-03-17
