ZIF-L/PDMS混合基质膜蒸气渗透耦合发酵强化乙醇生产效率的研究
2021-10-31 23:37王艳芳毛恒蔡玮玮张傲率徐李昊赵之平
化工学报 2021年10期
王艳芳,毛恒,蔡玮玮,张傲率,徐李昊,赵之平
(北京理工大学化学与化工学院,北京 102488)
引 言
化石燃料的不断消耗加剧了能源危机和环境污染[1-3],生物乙醇因其自身具有可持续、环境友好等优点受到广泛关注[4]。但利用传统技术发酵生产的乙醇因存在产物抑制导致乙醇浓度低[5-6],增加了后续分离能耗。
膜分离技术可以原位分离发酵液中的乙醇,减轻产物抑制,提高乙醇产率[7-10]。其中,渗透汽化(PV)因具有分离效率高、能耗低、适用范围广等优点,被广泛研究和应用[11-13]。然而,PV过程中膜表面与发酵液直接接触会造成膜污染,而且发酵液中的其他物质(如糖类、酵母菌、副产物等)会使膜状态恶化,影响膜的分离性能[14-15]。Fan等[16]发现随着发酵的进行及乙醇的不断移除,发酵罐中二次代谢物的积累随乙醇产量增加几乎成正比增加,这进一步加速了膜性能的恶化。
值得关注的是,蒸气渗透(VP)进料为气态,几乎不存在膜污染[17-22],而且发酵釜内料液汽化过程可以利用传统发酵工艺大量的需要冷却带走的发酵热,分离能耗低,与其他反应耦合会具有更显著的优势。然而,目前基于膜分离原位回收发酵液中乙醇的研究大多数集中在PV耦合,且多数仅停留在分离模拟的发酵液(乙醇/水溶液)。少数采用VP耦合发酵的聚二甲基硅氧烷(PDMS)膜的通量和分离因子相对较低[14]。因此,研制分离性能优异的膜用于分离实际发酵体系中的乙醇是生物乙醇生产的重点和难点。前期本课题组以二维沸石咪唑金属有机框架ZIF-L为填充基质,制备了ZIF-L/PDMS混合基质膜,在分离丁醇时表现出优异的性能[23]。因此,本文拟研究高效提升发酵体系中乙醇生产效率的方法,通过系统探究ZIF-L/PDMS混合基质膜与PDMS膜在真实发酵体系中的乙醇原位分离能力,减轻传统发酵过程中存在的产物抑制现象,考察影响膜分离性能的因素,优化VP膜分离操作条件,提升乙醇生产效率,为VP在生产生物乙醇的工业应用方面提供重要基础。
1 实验材料和方法
1.1 材料
聚二甲基硅氧烷(黏度5~50 Pa·s)购于北京化工厂;正庚烷(分析纯)购于北京通广精细化工公司;3-氨丙基三乙氧基硅烷(APTES,99%)购于上海麦克林生化有限公司;二月桂酸二丁基锡(DBTDL,纯度>96%)购于天津市光复精细化工研究所;正硅酸乙酯(TEOS,分析纯)、2-甲基咪唑(Hmim,98%)、六水合硝酸锌[Zn(NO3)2·6H2O,99.99%]均购于上海阿拉丁试剂有限公司;耐高温高活性酿酒干酵母购于湖北安琪酵母股份有限公司;聚偏氟乙烯(PVDF,平均孔径为176 nm)超滤膜由实验室自制。
1.2 膜的制备
PDMS膜的制备[24]:将PDMS分散到一定量的正庚烷中,搅拌溶解,以PDMS∶正庚烷∶TEOS∶DBTDL质量比为1∶5∶0.2∶0.1加入交联剂TEOS和催化剂DBTDL,静置脱泡,通过实验室自制的平板刮膜装置(刮刀高度,0.1 mm),在PVDF基膜上刮膜,将所刮膜置于空气中10 min以蒸发溶剂,然后放入高温烘箱中120℃热交联3 h。
ZIF-L/PDMS混合基质膜的制备[23]:首先在30℃下合成ZIF-L纳米片,向100 ml蒸馏水中依次加入1.475 g Zn(NO3)2·6H2O,3.25 g Hmim,搅拌至完全溶解,快速将Zn(NO3)2·6H2O溶液倒入Hmim溶液中,搅拌4 h,离心(8000 r/min,10 min)收集反应产物,反应产物依次用水、乙醇反复清洗以除去未反应的试剂,最后将清洗后的ZIF-L纳米片放入真空烘箱,于60℃下真空干燥12 h。
称取4.2847 g ZIF-L纳米片加入40 g正庚烷中,低温超声处理1 h。所用PDMS总质量为10 g,加入0.4285 g PDMS(相当于ZIF-L质量的10%),搅拌4 h,向上述混合溶液加入剩余PDMS(9.5715 g),搅拌12 h,随后以PDMS∶APTES∶DBTDL∶正庚烷质量比为1∶0.1∶0.05∶4加入交联剂APTES和催化剂DBTDL,静置脱泡。在PVDF基膜上刮膜(刮刀厚度,0.2 mm),将膜置于空气中10 min以蒸发溶剂,最后放入高温烘箱中120℃热交联3 h。
1.3 膜材料的表征
通过扫描电镜(SEM,JSM-7500F,日本JEOL公司)分析PDMS膜和ZIF-L/PDMS混合基质膜的表面和横截面形貌。通过接触角测量仪(OCA-15,德国Data Physics仪器公司)测定膜表面的静态接触角,分析膜表面的亲水性和亲乙醇性。
1.4 发酵与分离实验
(1)单独发酵。取一定量耐高温高活性酿酒干酵母加入2%(质量)的葡萄糖溶液中,37℃下活化30 min。之后加入盛有400 ml发酵液的发酵罐中,于35℃、100 r·min-1下进行发酵。发酵液为菊粉水解液[25-26],另外加入5 g·L-1酵母膏、5 g·L-1蛋白胨,发酵前用氢氧化钠溶液调节发酵液pH为4.5,然后在121℃下高压灭菌15 min。发酵过程中每隔4~12 h取样,测定乙醇浓度、还原糖浓度和细胞浓度。
(2)VP耦合发酵过程。膜渗透分离-发酵耦合的实验装置原理图如图1所示,该装置可以分别以VP和PV与发酵过程实施耦合。VP耦合发酵过程(VP-ferment)的实验操作如下,装置在使用前先经过75%的乙醇清洗,之后用无菌蒸馏水清洗。发酵过程在700 ml发酵罐中进行,将400 ml发酵液加入发酵罐,通过加热套加热发酵液至35℃,待温度稳定后加入一定量活化的酿酒酵母,发酵12~13 h后,开启VP膜分离,发酵液上方蒸气通过气体循环泵(PCF5015N,成都新为诚微型泵有限公司)以1.5 L·min-1的流量进入膜组件中,有效膜面积为20 cm2,膜组件下侧抽真空,真空度为95 kPa。为了减少冷凝,管路尽可能缩短,并使用加热带保持蒸气温度稳定。渗透侧组分通过冷阱收集,每隔2~4 h收集一次,称重,测定乙醇浓度。发酵液每隔4~12 h取一次样,测定乙醇浓度、还原糖浓度和细胞浓度。
在进行VP-ferment之前,探究PDMS膜和ZIFL/PDMS混合基质膜在VP(VP-PDMS、VP-ZIF-L/PDMS)和PV(PV-PDMS、PV-ZIF-L/PDMS)中的分离性能,实验中料液用模拟发酵液(乙醇水溶液)代替图1发酵罐中的发酵液,料液温度为35℃。在VP实验中,溶液上方蒸气通过气体循环泵进入膜组件,在PV实验中,溶液通过液体循环泵从发酵罐底部泵送进入膜组件(如图1蓝色线所示)。

图1 膜渗透分离耦合发酵(VP-ferment、PV-ferment)装置原理图Fig.1 Schematic diagram of apparatus of membrane separation coupled with fermentation process
1.5 分析方法
通过气相色谱(GC-7890Ⅱ,天美科学仪器有限公司)测定乙醇浓度。采用DNS法[27]测定还原糖浓度,通过紫外分光光度计(UV-6100,上海美普达仪器有限公司),在540 nm波长下,测定其吸光度。采用比浊法来测定酵母的生长[16],在600 nm下测定吸光度,根据标准曲线确定细胞浓度。
利用式(1)计算膜的通量(J):

式中,m表示渗透侧液体的质量,g;A表示有效膜面积,m2;Δt表示收集时间,h。
在VP膜分离中,膜组件前侧管路通过采用气体循环泵实现汽提,从而提高蒸气中乙醇浓度,因此,VP过程的分离因子(α)由汽提分离因子(α1)和膜分离因子(α2)两部分组成[22],本研究中PDMS膜和ZIF-L/PDMS混合基质膜在VP膜分离及VP耦合发酵过程中的分离因子均指α,除非有特殊说明,α的计算公式如式(2)~式(4):
式中,Ystrip,Ethanol、Ystrip,H2O分别表示膜上游蒸气中乙醇和水的质量分数,%;YEthanol、YH2O分别表示渗透侧乙醇和水的质量分数,%;XEthanol、XH2O分别表示料液中乙醇和水的质量分数,%。
利用式(5)计算发酵过程中的乙醇产率(yethanol):

式中,methanol、mreducingsugar分别表示总乙醇质量和还原糖消耗量,g。
利用式(6)计算发酵过程中的时空产率(Qethanol):

式中,V表示发酵液总体积,L;t表示还原糖消耗所需要的时间,h。
2 实验结果与讨论
2.1 SEM分析
PDMS/PVDF复合 膜 与ZIF-L/PDMS/PVDF混 合基质膜的表面和截面电镜图如图2所示。由图2(a)、(b)可见,PDMS膜的表面平整致密,且无缺陷,PDMS膜的分离层厚度为9.22μm。由图2(c)、(d)可见,ZIF-L均匀分散在PDMS中,没有可观察到的缺陷,表明ZIF-L与PDMS相容性良好。相比于PDMS膜,ZIF-L/PDMS混合基质膜的表面更粗糙,可见,ZIFL的掺入增加了膜表面的粗糙度。由图2(e)、(f)可知,ZIF-L/PDMS混合基质膜分离层厚度为17.66 μm,在ZIF-L/PDMS混合基质膜内部无明显缺陷,且ZIF-L/PDMS膜分离层与PVDF支撑层之间紧密连接,无明显剥离。

图2 PDMS膜表面(a)和截面(b)、ZIF-L/PDMS膜表面[(c)、(d)]和截面[(e)、(f)]的扫描电镜图Fig.2 SEM images of the surface(a)and cross-section(b)morphologies of pure PDMS membrane and the surface[(c),(d)]and cross-section[(e),(f)]morphologies of ZIF-L/PDMS mixed matrix membrane
2.2 接触角分析
通过接触角测试,对PDMS膜和ZIF-L/PDMS混合基质膜的亲水性和亲乙醇性进行了研究,结果如图3所示。由图3(a)可见,PDMS膜的水接触角为112.1°,加入ZIF-L纳米片后复合膜的水接触角为140.8°,表明ZIF-L可显著增强膜的疏水性能。由图3(b)可见,当向PDMS基质中加入ZIF-L后,膜的乙醇接触角从38.5°降到22.1°,下降了42.6%,这说明ZIF-L的存在可增强膜对乙醇的亲和力。

图3 PDMS膜和ZIF-L/PDMS混合基质膜的水接触角(a)和乙醇接触角(b)Fig.3 Water contact angles(a)and ethanol contact angles(b)of PDMS and ZIF-L/PDMS membranes
2.3 操作条件对VP分离性能的影响
分离性能除了与膜结构和性质有关外,也与操作条件有关[28]。为了实现更好的分离效果,采用乙醇水溶液,探究了料液浓度、蒸气循环流量对PDMS膜VP性能的影响。
2.3.1 料液浓度的影响 不同料液浓度对PDMS膜VP性能的影响如图4所示。渗透通量和渗透侧乙醇浓度随料液浓度的增大而增大,其中,乙醇通量的增加比水通量的增加更明显,这是因为气相中乙醇浓度随料液浓度的增加而增加,增强了乙醇分子在膜表面的溶解和膜内的扩散概率,水通量由于乙醇分子和水分子间的氢键作用而略有提升。由图4(b)可知,随着料液浓度的增加,分离因子基本不变,这是乙醇浓度增加导致的膜溶胀与乙醇传质的增强共同作用的结果[29]。

图4 不同料液浓度对PDMS膜VP分离性能的影响:通量(a);渗透侧乙醇浓度和分离因子(b)(操作条件:温度35℃,蒸气循环流量1.5 L·min-1,真空度0.095 MPa)Fig.4 Effect of feed concentration on flux(a),ethanol concentration in permeate and separation factor(b)of VP by PDMS membrane
2.3.2 蒸气循环流量的影响 在VP膜分离过程中,由于存在气液边界层,乙醇分子从液相扩散进入气相存在较强的阻力,通过使用气体循环泵可以削弱气液边界层,降低传质阻力[30]。探究了蒸气循环流量对VP膜分离性能的影响,结果如图5所示。随着蒸气循环流量的增加,乙醇挥发速率加快,增大了乙醇跨膜蒸气压差,因此,渗透通量增大。同时,膜表面蒸气流速增大,减小了浓差极化,渗透侧乙醇浓度和分离因子均增加。当蒸气循环流量增加到1.5 L·min-1时,继续增加蒸气循环流量,分离因子和渗透侧乙醇浓度几乎不变,这可能是因为当蒸气循环流量为1.5 L·min-1时,膜表面乙醇浓度接近饱和,继续增加蒸气循环流量,气相中乙醇浓度变化很小。此外,较高的乙醇浓度会使膜发生溶胀,导致更多水分子进入渗透侧,有利驱动(乙醇推动力增加)和不利驱动(膜溶胀)相互抵消,使得分离因子不再增加。
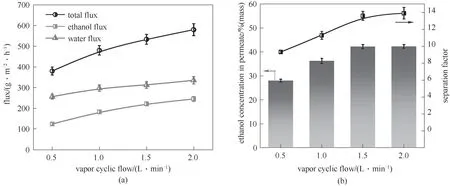
图5 不同蒸气循环流量对PDMS膜分离性能的影响:通量(a);渗透侧乙醇浓度和分离因子(b)(操作条件:温度35℃,料液浓度5%(质量),真空度0.095 MPa)Fig.5 Effect of the vapor cyclic flow on flux(a),ethanol concentration in permeate and separation factor(b)of VP by PDMS membrane
2.4 不同类型膜对乙醇水溶液的VP与PV性能对比
2.4.1 PDMS膜与ZIF-L/PDMS膜比较 不同类型膜的分离性能如图6所示。为了消除不同膜厚度对分离性能的影响,将通量归一化为10μm膜厚。由图可知,当ZIF-L/PDMS混合基质膜用于PV(PVZIF-L/PDMS)时,总通量和乙醇通量分别为1200.88 g·m-2·h-1、486.48 g·m-2·h-1,均高于PDMS膜,分离因子达到12.94,比PDMS膜高5.26,VP-ZIF-L/PDMS分离时的总通量为1148.78 g·m-2·h-1,分离因子为19.14,也明显优于VP-PDMS,这表明ZIF-L基质显著增强了膜的分离性能。通量和分离因子增大的主要原因:(1)相比于PDMS膜,ZIF-L/PDMS混合基质膜具有更强的乙醇吸附能力(图3),加快了乙醇分子的溶解扩散;(2)ZIF-L是一种具有多孔结构的MOF材料,其孔径为0.34 nm[31],将其加入PDMS基质中,增大了自由体积,且ZIF-L独特的柔性疏水孔结构提供的渗透通道减小了乙醇分子在膜内的扩散阻力[32-33],促进了乙醇分子向膜渗透侧扩散。
2.4.2 VP与PV比较VP和PV膜分离性能的差异如图6所示,对于同一种膜,VP通量小于PV,但分离因子较大,主要原因是在VP模式下,原料在与膜接触之前已通过了一次汽化预先选择,增大了进料侧乙醇浓度,分离因子增加,而料液与膜直接接触的PV过程中膜溶胀程度更大[34-35],导致大量水分子和乙醇分子进入渗透侧,使得通量上升,膜选择性却大幅下降,这与Okamoto等[36]的研究结果相一致。

图6 不同膜类型的蒸气渗透(a)和渗透汽化(b)性能(操作条件:温度35℃,料液浓度5%(质量),蒸气循环流量1.5 L·min-1)Fig.6 Effect of different membrane on membrane performance in PV(a)and VP(b)processes
上述实验结果表明,对于分离水溶液中的乙醇,ZIF-L/PDMS混合基质膜表现出更好的反选择性和渗透性权衡(trade-off)效应,具有更高的膜通量和分离因子,将其用于具有更高乙醇选择性的VP过程,表现出优越的分离性能,在与其他反应耦合过程中具有更大优势。
2.5 VP-ferment过程与单独发酵过程的发酵性能比较
为了减轻发酵过程中的产物抑制,提高乙醇生产效率,将VP膜分离与发酵进行耦合,并与传统的单独发酵过程进行比较。不同发酵过程中发酵液的乙醇浓度、还原糖浓度、细胞浓度随发酵时间的变化如图7所示。在单独发酵过程中,随着发酵的进行,乙醇浓度逐渐增加,32.5 h后基本维持在58.06 g·L-1,体系中还原糖浓度保持一个稳定的水平。而在VP-ferment中,发酵液中的乙醇浓度随发酵的进行呈现先增加后降低的趋势,还原糖被完全消耗,且细胞浓度持续增加,至发酵结束时,PDMS膜VP耦合发酵过程(VP-ferment-PDMS)和ZIF-L/PDMS膜VP耦合发酵过程(VP-ferment-ZIF-L/PDMS)中,细胞浓度分别是单独发酵的1.38倍和1.57倍,这表明VP对发酵过程有明显的促进作用,主要原因是单独发酵过程中较高的乙醇浓度会抑制关键酶及酵母细胞对营养物质的吸收,导致还原糖不能被完全利用,发酵效率低[37],VP膜分离可以及时将乙醇移出发酵体系,避免了乙醇在酵母细胞内的积累,从而缩短了发酵时间,同时提高了还原糖的利用率。VP-ferment-PDMS过程与VPferment-ZIF-L/PDMS过程的比较将在后文做详细讨论。

图7 不同发酵过程中乙醇浓度(a)、还原糖浓度(b)、细胞浓度(c)随发酵时间的变化(操作条件:初始还原糖浓度150 g·L-1,发酵温度35℃,蒸气循环流量1.5 L·min-1)Fig.7 Variations of ethanol concentration(a),reducing sugar concentration(b)and cell concentration(c)in broth during fermentation processes
表1对比了单独发酵、VP-ferment-PDMS和VP-ferment-ZIF-L/PDMS过程的发酵性能,由表可知,VP-ferment-PDMS和VP-ferment-ZIF-L/PDMS过程中的乙醇总产量、乙醇产率和乙醇时空产率均高于单独发酵,其中,乙醇时空产率分别为2.61和3.07 g·L-1·h-1,是单独发酵的1.46和1.72倍,表明VP膜分离与发酵耦合可以显著提升乙醇生产效率。

表1 不同过程的发酵性能对比Table 1 Comparation of fermentation performance in different processes
2.6 VP-ferment-PDMS过程与VP-ferment-ZIF-L/PDMS过程比较
由2.5节可知,VP膜分离可以强化发酵效率,然而,如果膜的分离性能不足以将产生的乙醇及时从发酵体系中分离,那么乙醇生产效率也难有很大提升。本工作中,在发酵温度为35℃,蒸气循环流量1.5 L·min-1下,将PDMS膜和ZIF-L/PDMS混合基质膜分别用于蒸气渗透耦合乙醇发酵过程,分析二者对发酵过程的强化作用,以进一步提高乙醇生产效率。
2.6.1 膜分离性能比较 由图8(b)可知,VPferment-ZIF-L/PDMS过程中,水通量维持稳定,乙醇通量先增加后减小,所以总通量先增加后减小。与VP-ferment-PDMS过 程[图8(a)]相 比,VPferment-ZIF-L/PDMS过程中的乙醇通量和总通量更高,因此具有更大的乙醇移除速率(表2),更有利于促进酵母细胞的发酵和还原糖的快速消耗,进一步提高发酵效率。由图9可见,VP-ferment-ZIF-L/PDMS过程中,渗透侧乙醇浓度在18 h达到45.65%(质量),分离因子高达19.47,二者均比PDMS膜高,此时,通量为675 g·m-2·h-1,膜性能高于文献报道,这表明ZIF-L/PDMS混合基质膜更适用于分离真实发酵液中的乙醇,优异的分离性能可显著降低生物乙醇的生产成本。图9(b)中,分离因子的波动与发酵液中乙醇浓度的变化有关[38]。

图8 VP-ferment-PDMS(a)和VP-ferment-ZIF-L/PDMS(b)中通量随发酵时间的变化Fig.8 Variations of flux during the VP-fermentation process of PDMS(a)and ZIF-L/PDMS(b)
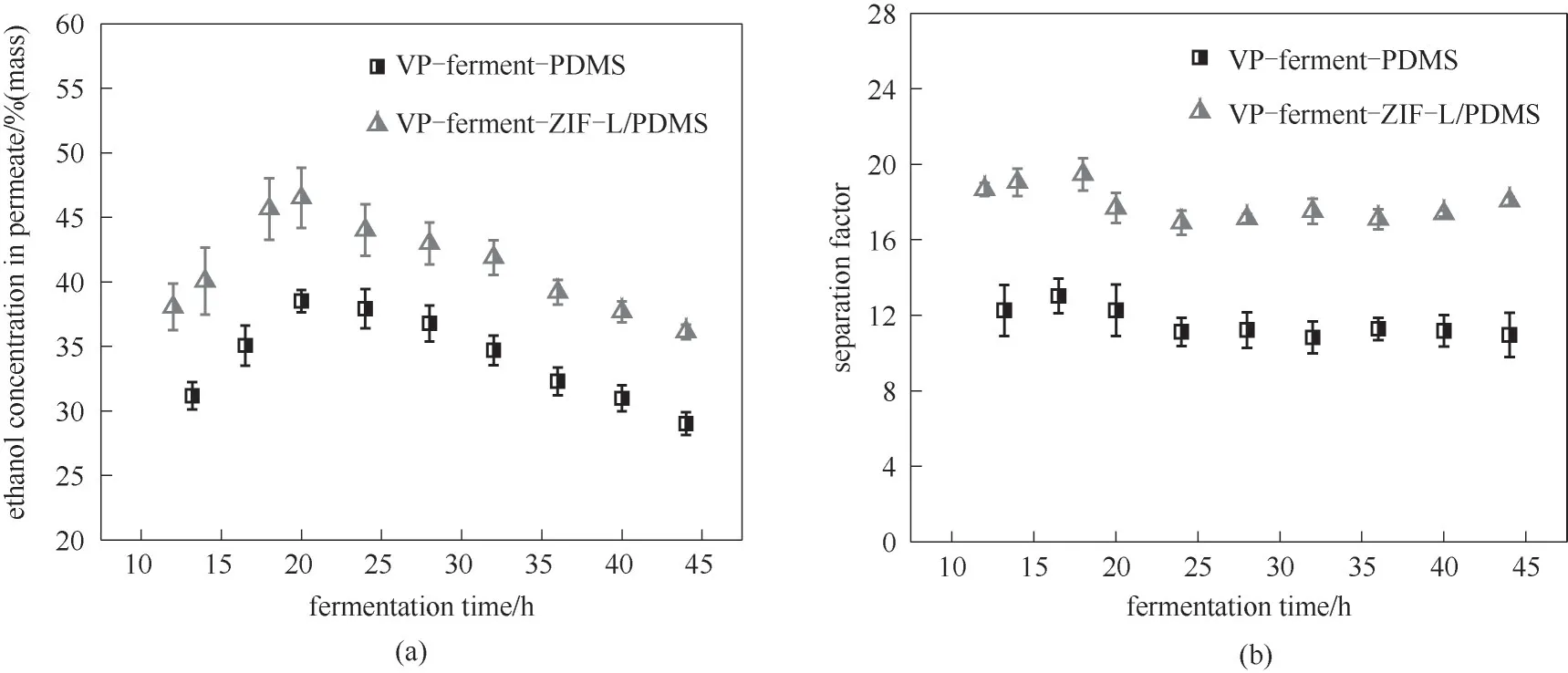
图9 VP-ferment-PDMS和VP-ferment-ZIF-L/PDMS过程中渗透侧乙醇浓度(a)和分离因子随发酵时间的变化(b)Fig.9 Variations of ethanol concentration in permeate(a)and separation factor(b)during the VP-fermentation process with PDMS membrane and ZIF-L/PDMS membrane
2.6.2 发酵效率比较 由图7(a)、(b)可知,当开启VP后,发酵液中的乙醇浓度都呈现先增加后降低的趋势,还原糖浓度在发酵结束时降为零。相比于VP-ferment-PDMS过 程,VP-ferment-ZIF-L/PDMS过程中还原糖消耗更快,当发酵时间为20 h时还原糖几乎被完全消耗,整个发酵过程比PDMS膜耦合过程缩短了4 h。此外,由图7(c)可知,VP-ferment-ZIF-L/PDMS过程的细胞浓度随发酵的进行逐渐增加,且增长速度大于VP-ferment-PDMS过程,表2中,VP-ferment-ZIF-L/PDMS过程的最大乙醇移除速率为0.616 g·h-1,比VP-ferment-PDMS高0.203 g·h-1,这表明,不同的乙醇移除速率对发酵过程有不同程度的影响,ZIF-L/PDMS混合基质膜具有更强的原位分离乙醇能力,因此对发酵的促进作用更大。由表1可知,VP-ferment-ZIF-L/PDMS过程的乙醇时空产率比VP-ferment-PDMS高0.46 g·L-1·h-1,但乙醇总产量和产率略低于VP-ferment-PDMS,这主要是因为VP-ferment-ZIF-L/PDMS过程中细胞生长繁殖消耗了更多的还原糖。也许在实际工业过程中,脱醇速率和乙醇产率之间需要进一步优化匹配,在发酵生产时间和产率中作权衡。
将不同类型膜耦合发酵过程中发酵性能和膜性能进行对比,结果如表2所示,使用最多的PDMS膜通量和分离因子都比较低,限制了其在生物乙醇工业生产中的应用。PDMS/CNT-GO膜具有较高的分离因子,但通量低。相比之下,ZIF-L/PDMS混合基质膜表现出良好的渗透性和选择性之间的反权衡效应,通量和分离因子高,乙醇移除速率大,极大地促进了乙醇发酵,提高了乙醇生产效率。此外,VP-ferment过程几乎不存在膜污染,且膜组件温度可单独控制,比如,对进入膜组件之前的蒸气适当加热,可以提高渗透性能。相比无机膜,ZIF-L/PDM混合基质膜的价格更低,这为本研究的工业化应用提供了更多的可能。
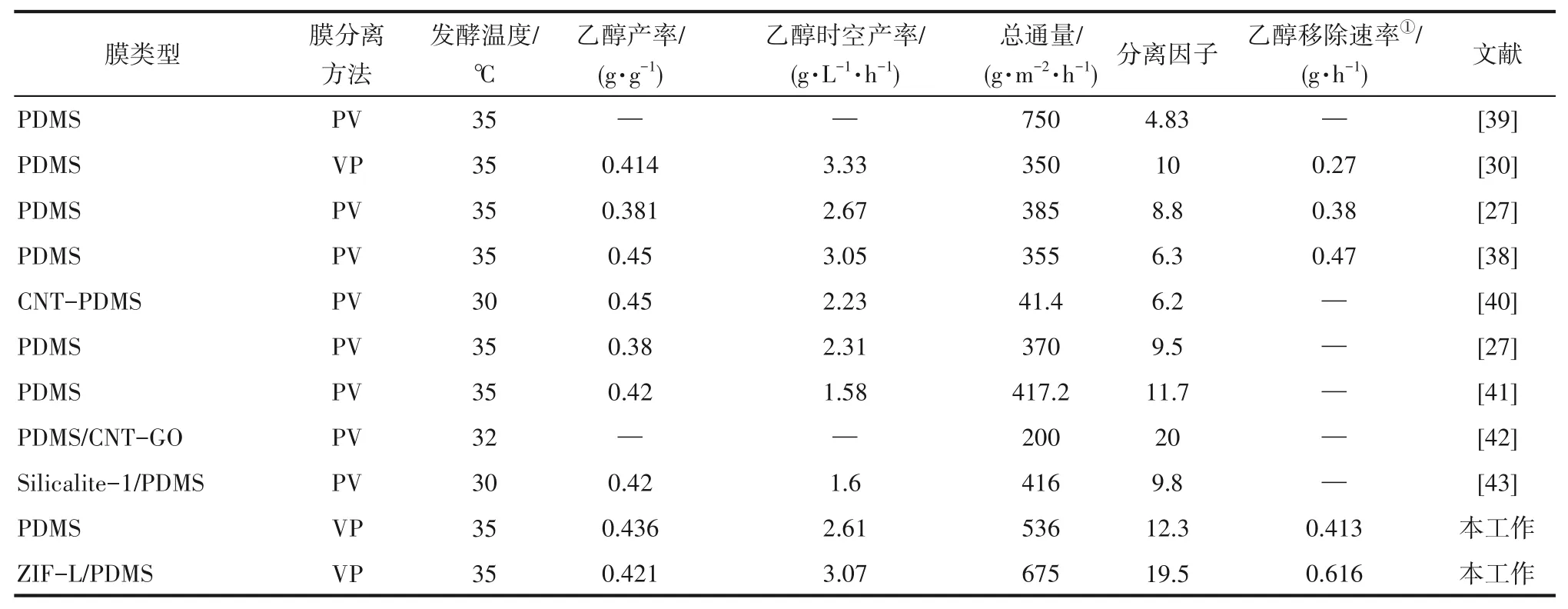
表2 不同类型膜耦合过程中发酵性能与膜性能的文献对比Table 2 Comparation of fermentation and membrane performance under different membrane types
3 结 论
针对乙醇发酵过程中存在的产物抑制问题,通过VP膜分离与发酵过程耦合,并采用高性能的ZIF-L/PDMS膜,获得了优良的效果,所得结论如下。
(1)在35℃下,蒸气循环流量为1.5 L·min-1、5%(质量)乙醇水溶液、真空度为0.095 MPa时,ZIF-L/PDMS混合基质膜比PDMS具有更好的分离性能,VP通量(归一化)为1148.78 g·m-2·h-1,VP过程的分离因子高达19.14。
(2)与单独发酵相比,VP耦合发酵可以有效减缓乙醇抑制,提高乙醇生产效率,VP-ferment-PDMS和VP-ferment-ZIF-L/PDMS过程的乙醇时空产率分别是单独发酵的1.46和1.72倍。此外,由于VP模式下膜组件在发酵体系外,易于与其他工艺耦合,应用范围广。
(3)相 比PDMS膜,ZIF-L/PDMS膜 用 于VPferment体系表现出更高的渗透性和选择性,具有更好的乙醇移除效果,增强了发酵效率,乙醇时空产率高达3.07 g·L-1·h-1。
(4)与文献报道的耦合发酵中其他分离膜相比,ZIF-L/PDMS混合基质膜消除产物抑制效果更明显,在分离发酵体系中的乙醇方面具有很大的应用潜力。
猜你喜欢
中国药学药品知识仓库(2022年12期)2022-06-24
新乡医学院学报(2022年2期)2022-03-22
中国果业信息(2021年10期)2021-12-07
农技服务(2021年3期)2021-06-16
皮革制作与环保科技(2020年5期)2020-12-19
食品界(2019年8期)2019-10-07
建材发展导向(2019年5期)2019-09-09
劳动保护(2019年3期)2019-05-16
小学阅读指南·低年级版(2015年1期)2016-02-18
城市地理(2015年18期)2015-08-15