
轿车座椅骨架激光填丝焊接工艺稳定性研究*
2021-11-09 06:07郭紫威
制造技术与机床 2021年11期
韩 荧 郭紫威
(长春汽车工业高等专科学校,吉林 长春 130013)
激光焊接作为一种先进的特种加工技术,具有焊接效率高、热输入量小、更小的热影响区面积及焊接热应力变形小等优点,已被广泛应用在国防、航天航空、船舶和汽车等加工制造领域[1-3]。激光填丝焊是以激光为热源、焊丝作为填充材料的先进连接工艺。激光填丝焊材利用率高、焊接过程无烟尘污染、焊缝表面成形效果好,焊接速度快,相比于单独激光焊接,激光填丝焊接技术可降低对工件装配精度的要求,并通过焊丝调控焊接接头熔化区的冶金成分,改善焊缝成形[4-7]。
激光填丝焊的工艺参数有激光功率、填丝速度、激光离焦量、保护气体成分与流速等等,众多复杂的工艺参数会影响焊接过程的稳定性,焊接稳定性直接影响焊接质量。赵雪山[8]等研究了激光填丝焊和MAG焊对不锈钢焊缝形貌和性能的影响,研究结果表明激光填丝焊接接头组织更细化,具有更高的强度。张勇等[9]研究了激光功率、焊接速度和送丝速度对SUS 301L不锈钢激光填丝搭接焊的焊缝成形和性能研究,研究结果表明良好的工艺参数可以改善焊缝成形和提高连接强度。Yu Y C等[10]采用了激光填丝焊的方法焊接了厚板牌号为Q235的高强钢,在焊接过程中产生了未熔合和气孔等缺陷。彭进等[11]通过高速摄像分析了激光液态填充焊的熔化、过渡模式,以及工艺参数对过渡模式的影响规律,熔滴在毛细作用下稳定过渡到熔池中,减小了对匙孔的干扰,从而提高了焊接稳定性。
良好的熔滴过渡模式是提高焊接质量的必要因素,因此,对激光填丝焊熔滴过渡行为展开研究,对于改善焊接质量、抑制焊接气孔、改善咬边的焊接缺陷有很高的实际工程意义。
1 试验材料及方法
1.1 试验设备
采用IPG YLS-6000 光纤激光器、WF-007A多功能自动送丝机焊机与KUKA机器人组成的焊接系统,激光波长λ=1.07 μm,最大输出功率P=6.0 kW,光纤直径为200 μm,焦距f=200 mm,光斑直径D=0.3 mm。激光束采用垂直入射,自动送丝机送出的焊丝与平面成20°,激光束与焊枪夹角为70°。光纤激光填丝焊接示意图如图1所示。焊接过程通过德国Optronis公司CR5000高速摄像机进行记录,照片采集频率为5 000帧/s。焊后通过采用X射线探伤方法检测焊缝中气孔,统计气孔率是在焊缝中心选取100 mm长度,利用Image Pro 6.0分析软件进行统计。气孔率为气孔面积与焊缝投影面积的比值,即气孔率p定义如下:

1.2 试验材料
试验材料为高强钢钢板,焊接前采用细砂纸对钢板进行打磨,钢板表面光滑无锈,焊接试验前用丙酮清洗表面,钢板尺寸为 180 mm × 30 mm × 8 mm。焊丝材料为 304 奥氏体不锈钢,直径D=0.6 mm。高强钢和焊丝化学成分如表 1 所示。
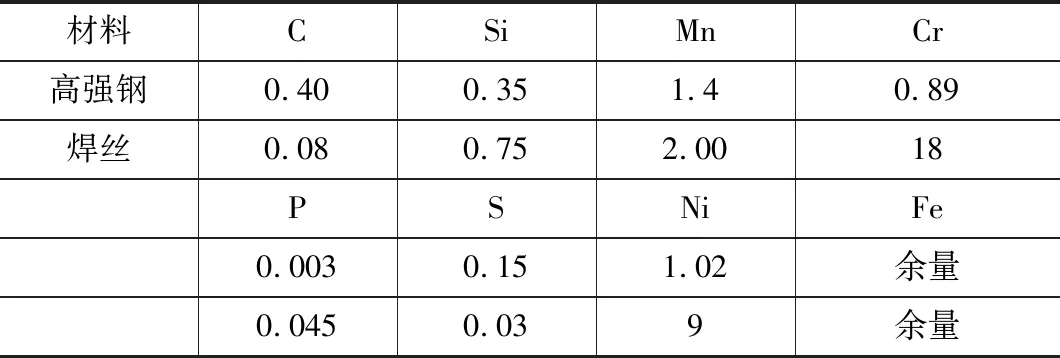
表1 试验材料化学成分 %
2 结果与讨论
2.1 激光功率对熔滴过渡的影响
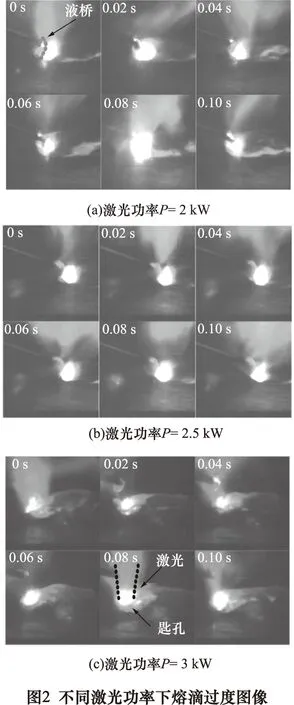
为了研究不同激光功率对熔滴过渡行为的影响,固定离焦量Δ=0、送丝速度为v=3 m/min,焊接过程如图2所示。通过高速摄像观察激光功率对熔滴过渡的影响规律,当激光功率低于2.5 kW时,熔滴以液桥过渡形式稳定进入熔池中,在焊丝和工件表面形成液相桥,熔滴在激光等离子体、熔融金属蒸汽共同作用下形成液态,并在重力和表面张力的作用下稳定缓慢进入熔池,当激光功率为3 kW时,熔滴在激光热辐照下快速融化,在焊丝前端形成大尺寸颗粒,大功率激光在工件表面形成匙孔,匙孔向外产生的金属蒸汽和等离子体减缓了熔滴依靠重力下降的趋势,降低了熔滴过渡的频率。
2.2 离焦量对熔滴过渡的影响
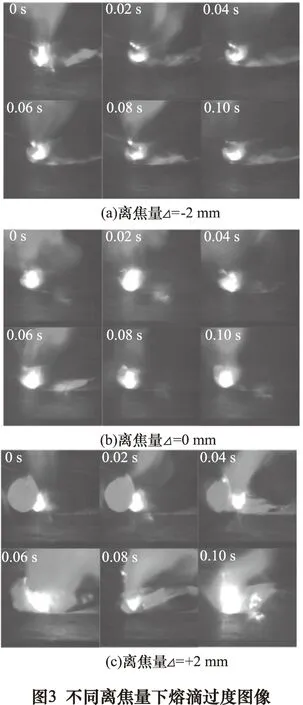
为了研究不同离焦量对熔滴过渡行为的影响,固定激光功率P=2.5 kW、送丝速度为3 m/min,焊接过程如图3所示。当离焦量Δ=+2 mm时,聚焦在工件表面的光斑尺寸增大,单位面积上的激光功率密度减小,熔滴融化速率降低,球状熔滴在表面张力的作用下吸附在焊丝端部,熔滴过渡不稳定,且大尺寸熔滴进入熔池会影响匙孔闭合,从而造成匙孔塌陷引起工艺气孔[12]。当离焦量为0 mm时,熔滴尺寸得到改善,形成了液桥过度如图3b所示。
2.3 送丝速度对熔滴过渡的影响
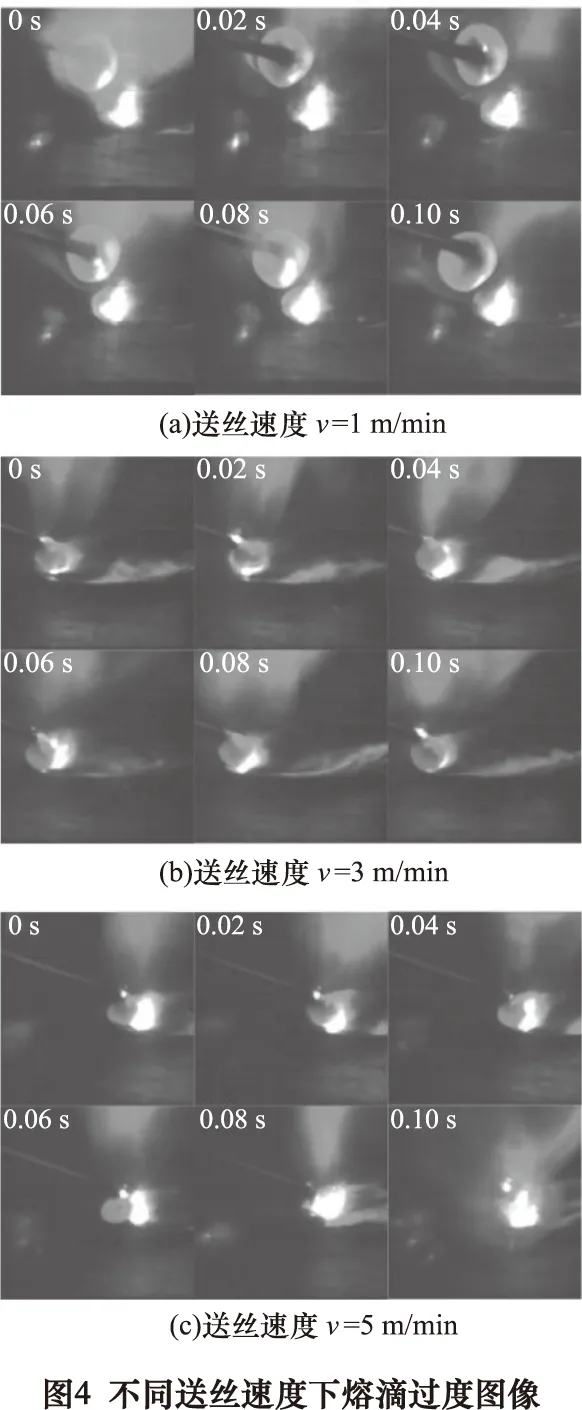
为了研究不同离焦量对熔滴过渡行为的影响,固定激光功率P=2.5 kW、离焦量Δ=0 mm,焊接过程如图4所示。当送丝速度为3 m/min时,熔滴过渡模式为滴状过渡,融化金属附着在焊丝前端,不足以形成液桥,熔滴不断长大依靠重力作用进入熔池,当送丝速度增大,熔池与激光匙孔的共同热作用融化焊丝,形成液桥过渡。送丝速度适当增大,有助于提高焊缝的填充量,不仅可以补充熔池的合金元素烧损还可以减少咬边和下塌等缺陷[12]。
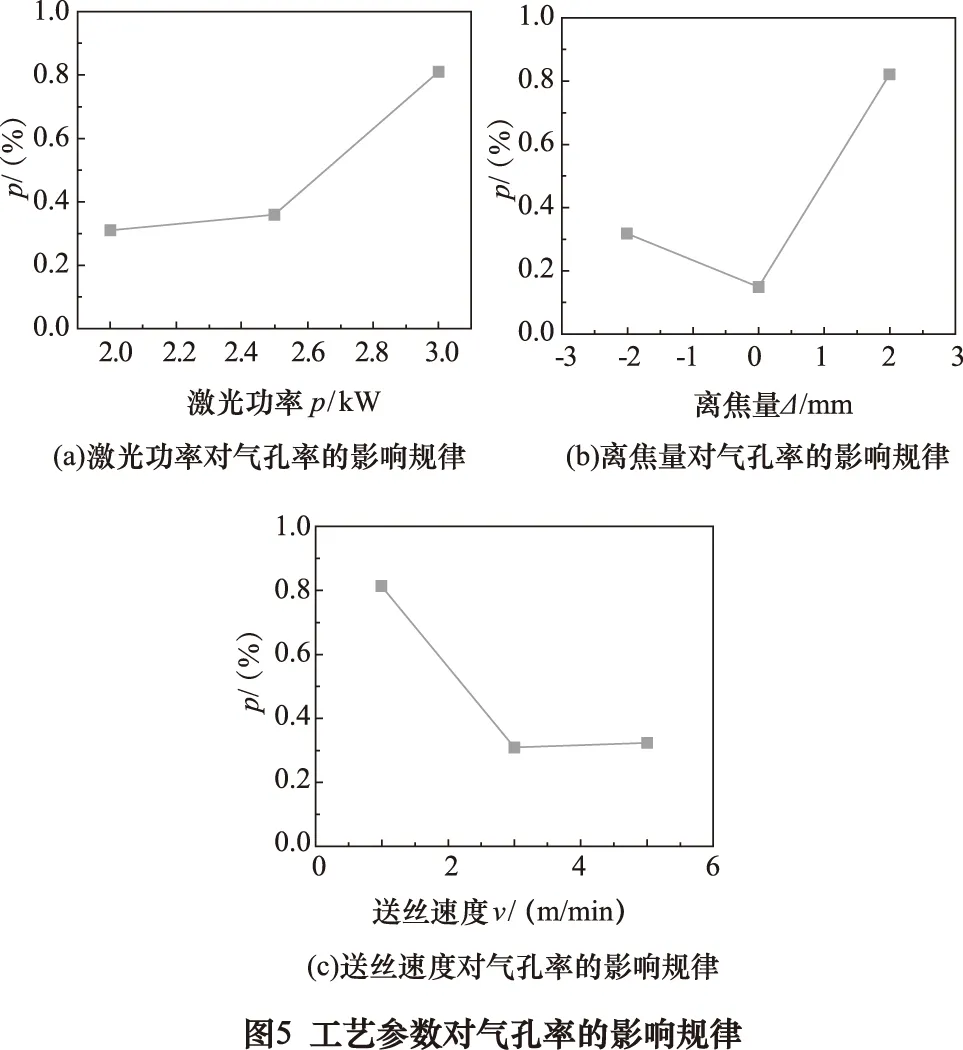
2.4 工艺参数对气孔率的影响
随着激光功率的增加,气孔率有增大的趋势;当离焦量从-2 mm增加到+2 mm,气孔率在离焦量Δ=0 mm时最少;当送丝速度逐渐增加,气孔率倾向逐渐降低,如图5所示。激光填丝焊缝的焊接质量主要取决于焊接过程的稳定性,熔滴尺寸过大进入熔池所引起的波动会导致匙孔坍塌,熔滴以液桥模式过渡所引起的熔池表面波动小,保障了匙孔的稳定性,更有利于得到高质量的焊缝。
3 结语
(1)当激光功率为2.5 kW、离焦量为0 mm、送丝速度为3 m/min时,高强钢激光填丝焊接稳定性较好,气孔率最低。
(2)激光功率、离焦量、送丝速度协同作用可以改善激光填丝焊接稳定性,当熔滴的过渡模式为液桥过渡时,熔滴进入熔池对匙孔影响最小,焊接稳定性高。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30
中国光学(2018年5期)2018-10-15
大连理工大学学报(2017年6期)2017-11-22
粉末冶金材料科学与工程(2017年1期)2017-04-14
焊接(2016年1期)2016-02-27
陶瓷学报(2015年4期)2015-12-17
焊接(2015年3期)2015-07-18
焊接(2015年6期)2015-07-18
物理实验(2015年8期)2015-02-28
