
铸轧卷天然气单耗偏高的分析及降低的措施
2021-11-10 01:42王宝中
科技信息·学术版 2021年23期
摘要:苏铝铸轧车间天然气单耗一直居高不下,为降低天然气单耗,作者根据实际情况,从铸轧卷生产流程开始,逐项分析,对烧火系统、生产工艺、管理系统三大方面分别分析并作出整改措施,并且取得明显效果!
关键词:铸轧卷;单耗;优化;考核;管理
引言
从铸轧卷的生产流程开始,逐个环节分析,根据熔炼炉的原始设计和实际生产经验,从系统、工艺及管理入手,不断的摸索、实验、检查、验证、记录,逐步改善天然气消耗情况。
1.铸轧卷生产流程
将坯料加入到熔炼炉内进行熔炼,熔炼后,经过精炼、在线除气、轧机轧制成铸轧卷。
2.影响铸轧卷天然氣单耗的因素分析
根据现场实际情况及之前的工作经验,我们从系统、工艺、管理等三个方面来分析影响天然气消耗的原因。
2.1 烧火系统
本系统采用了负荷能力较小的点火烧嘴连续陪烧的方式,确保烧咀切换燃烧安全。点火烧咀内设点火电极,采用了可编程控制器及触摸屏等先进可靠元器件,实现各工作状况逻辑操作、联锁保护、时序控制功能,采用气动角行程蝶阀进行空、烟气切换,并配有高可靠阀位位置开关,确保切换安全。
烧火系统包括以下几方面:
(1)控制回路。
PLC控制系统,由6ES7系列模块和TP27O触摸屏组成。
(2)设备。
设备包括炉门系统、换向阀、点火枪、电机等
(3)供风回路。
供风回路包括助燃、排烟、蓄热室。
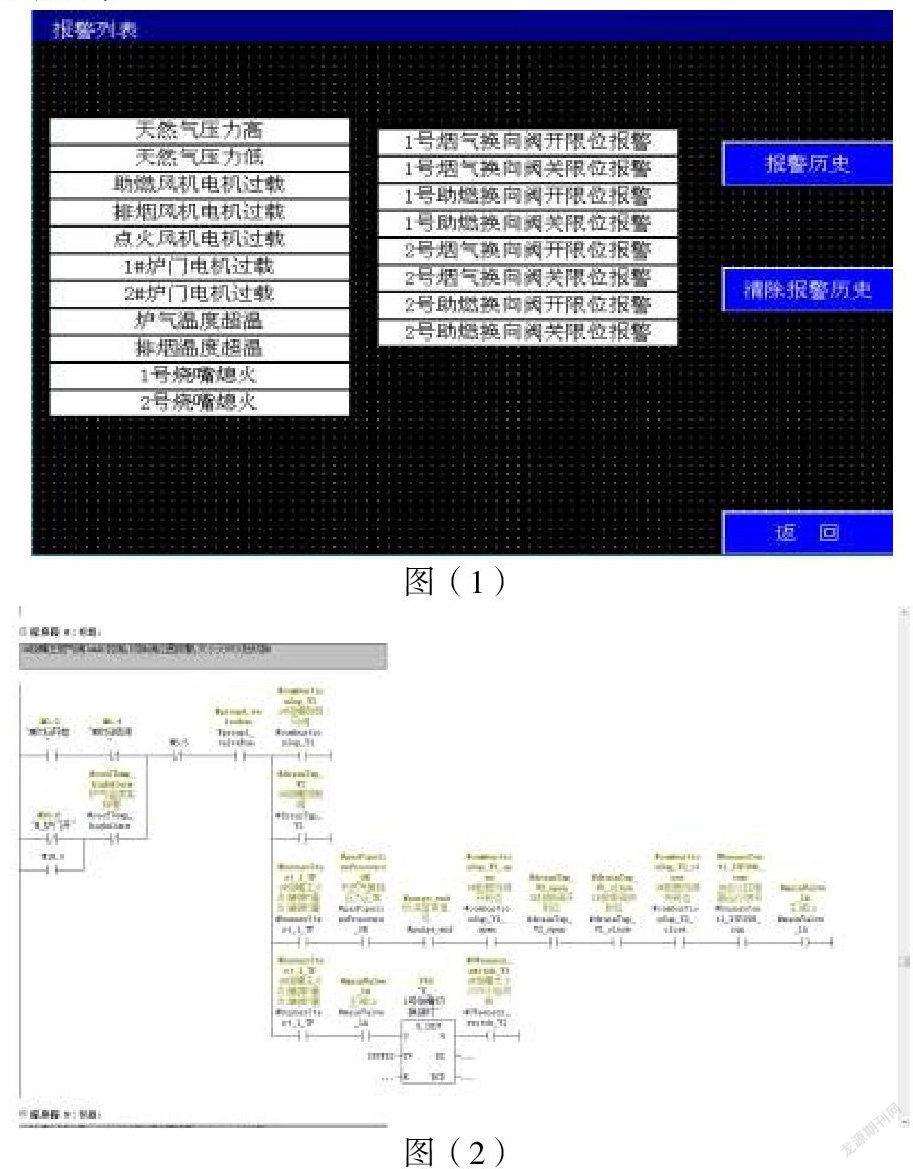
在系统报警列表和PLC程序梯形图中可以找到显示影响系统工作的关联因素。
从报警列表图(1)和PLC程序梯形图图(2)中可以看出,当出现表中任一情况时,系统程序相关联停止运行,这样现场熔炼炉进入抢修处理故障时段,在检修时会造成熔炼炉温度下降,甚至造成铝水供应不足,生产终止,严重影响烧火时间及熔炼效率,系统的稳定性是影响气耗的主要原因。
烧火系统的故障主要有以下几点:
2.1.1 PLC系统运行故障
因为现场空间有限和设计的不足,燃烧系统的控制柜和熔炼炉在同一个工作区域,周围空气潮湿,并处在存在有毒有害气体的工作环境,对电器元器件的腐蚀严重,因此PLC模块故障率高,6ES7322和6ES7321输入和输出模块中的固态继电器经常损坏,造成的结果一是系统停止运行,无法启动,二是系统误动作,造成二次故障。
2.1.2 炉门限位开关的故障
从梯形图图(2)可以看出,烧火系统程序中关联炉门限位,炉门限位未关到位,烧火系统不启动,炉门限位出现故障时,系统停止烧火。
而系统自带的LKO44限位更换难度大,需要多人操作,来回反复调节凸轮来校对炉门限位。
炉门的维修要停止烧火才能进行,处理炉门故障时,需要花费大量的时间,严重影响系统烧火的工作效率。
2.1.3 气动蝶阀故障
由梯形图图(2)可以看出,1号烧嘴运行时,需要1号助燃管道和2号排烟管道打开,同时1号排烟管道和2号助燃管道关闭,系统未检测到正确的阀门位置关系时,停止烧火。
检测不到正确的阀门位置时,一各原因是气动蝶阀卡住,阀体变形,不动作,另外一个原因是限位开关故障。
原系统换向蝶阀自带机械式限位开关直接影响系统工作,开、关限位不到位时,系统停止工作,此机械式限位开关故障率高,更换维修费时,严重影响系统烧火的稳定性。
2.1.4 点火枪的故障
点火系统频繁的检测不到点火枪的火焰,导致点火枪和主枪常熄灭,是造成烧火系统不稳定的主要原因。因原系统中点火枪的助燃风机由一台功率为4kw鼓风机供风,供风弯道多,导致供风偏弱,特别是在在换向阀切换的过程中炉压不稳,引起小枪熄灭。
2.1.5 烧嘴天然气与助燃空气比例、天然气流量、助燃空气流量
烧嘴天然气与助燃风比例一般为1:11。当炉膛废气温度在700到900℃的条件下,当空气系数大于1时,空气系数每减少0.1,则熔炼炉消耗降低3%-5%。由于我们天然气流量可由天然气管道上安装的流量计提供参考,但是助燃风只能依靠人为观察火焰状态即不发飘喷射有力视为充分燃烧。
在有限条件下,合理调节天然气和助燃风的比例,才能有效提高天然气的燃烧效率。
2.2 生产因素
(1) 生产工艺
熔炼炉内加料的方式以及加料组合也是直接影响天然气消耗的原因,生产1060牌号和3003牌号时,气耗明显不一样。而车间主要任务是消化公司内边角料、退料、混料,特别是消化覆膜料、氧化料等难以融化的以及容易烧成灰的薄料等混料,集中投料必然会造成烧火时间长,废料不融化等情况。
铸轧线的在线除气系统不稳定,频繁释放铝水来维持铝水液面的稳定,造成铝水二次回炉,甚至造成非正常终止。
(2)成材率
牌号合金成分、铸轧板的规格、宽度、厚度及凸度等技术参数要符合要求,判定不合格的铝卷,要重新回炉,二次熔炼,费时费气。
(3)产量
频繁的更换生产规格,严重破坏生产的连续性,换辊、立板等过频以及生产窄幅铸轧版等,产量效率不高,拉高天然气消耗水平。
2.3管理因素
主要体现在以下几点:
(1)大炉工为了早点结束劳动量,人为的调节天然气阀门,天然气消耗不完全,燃烧率过低。
(2)主操手积极性太差,不能主动观察熔炼炉烧火情况,造成铝水过烧,倒炉温度过高。
(3)部分铸轧工技术水平不到位,工作时造成非正常终止,误时误工。
(4)维修工责任心太差,维修人员检修不到位,铸轧机列在生产时发生故障,造成非正常终止。
3.降低铸轧卷天然气单耗的措施
3.1 从优化设备改方面采取的措施
3.1.1 解决PLC模块故障率高的问题
我们采取以下措施:
(1)在配电柜里装鼓风机,降低模块工作环境内的湿度和腐蚀性气体的浓度。
(2)使用密封盒,让模块工作在一个相对密闭的环境下,从而减少了腐蚀性气体的接触的时间。
(3)减少烟道管路漏风,改进烟道设计。主要是:在底部弯道部位使其平滑过渡,使其排烟的阻力大大降低;对炉台的排烟管路进行了修复,尽量减少因管路烟气泄漏对设备的影响;增加炉台下面和室外的空气对流,使炉台下的空气保持较好的通风,尽量接近室外空气的质量。
采取以上措施后,电气系统基本未再出现故障,PLC故障率降低,稳定性增强。
3.1.2 解决炉门控制回路影响烧火程序的问题
一是将炉门控制系统从PLC控制系统分离出来,独立使用接触器、继电器控制,避免因炉门系统故障造成PLC模块的损坏而影响烧火系统;二是将炉门限位更改,用自制机架安装机械式开关代替原LKO44型号限位开关。改造后将系统中炉门故障点直接消除,同时改造后的限位不易损坏,不受高温环境影响,简单实用,易修复。
3.1.3 解决气动烟气切换阀阀板易卡死的问题
经过研究发现,阀板轴和孔之间间隙小,烟尘渗入缝隙,再加上阀体和阀板之间受热,产生了一定的变形,消除了间隙,从而造成阀板卡死。我们对一些拆下来的故障阀板进行修复。先是拆除了阀上部的盘根密封和压盖,减少摩擦和干涩,然后用煤油浸泡阀杆和阀板的配合处,通过锤击使阀板反复转动,最后再浸泡再使其反复动作,恢复其使用的灵活性。改造过的阀板经过清洗组合,使用性更好。
3.1.4 换向阀限位开关的升级改造
我们将气动蝶阀自带的机械式限位开关升级改造成光电式限位开关,自主设计(已获国家专利)并投入使用,投入使用后,故障率降低,同时出现故障后,故障原因方便易查,并且只需更换光电开关,在不停系统的情况下,单人即可完成,为正常连续生产保证了时间。
3.1.5 解决点火枪的稳定性
经过现场勘查,决定从助燃风机管道取风,用来给点火枪供风,很好的保障了点火枪的供风力度,这样也避免因冷却风机故障造成系统停火,直接减少一个故障点并保证点火枪正常燃烧。
3.1.6 选择合适电流的鼓风机和排烟风机
我们根据天然气的流量表显示的天然气实时流量数值和实际烧嘴火苗的情况,通过调节供风阀门来调节助燃风流量,以来达到一个最优值。
3.2 从生产因素方面采取的措施
(1)合理安排生产
根据生产安排,合理配比不同型号的废料,分批、分炉消化,根据料的薄后,安排添加顺序,先加少加薄料,后加厚料。
同时,根据生产任务,协调下游车间,常用规格集中生产,减少立板次数,增加生产的连续性。
(2)优化前箱页面报警系统
在原有的液面报警装置上增加一级减压阀,使反应液位变化的压力信号更加稳定,从而实现了液面高度控制在3毫米以内,减少了因液面报警失控造成的生产问题。
(3)增加铸轧速度,增加产量
在确保铸轧卷质量的前提下,改进生产工艺,优化工艺生产参数,增加铸轧区,由原来的55mm,增加到60mm,减小铸轧辊的磨削凸度,由此来提高轧机速度,并和冷轧车间配合对铸轧板的内在质量进行检测。经过三个月的跟踪测试,在保证铸轧板内在质量的前提下,铸轧的平均速度由原来的0.82m/min,增加到0.92m/min,从而产量增加约12.2%。单线月产量由原来的不到800吨,达到了目前的最高时月产1000吨以上。
3.3 优化管理
3.3.1 全面推行内部市场化
全面推行内部市场化,完善考核机制,制定工序价格的同时,完善工作标准及奖罚标准,将天然气单耗同班组绩效挂钩,并且直接责任到人,强化责任,加大对熔炼炉主操手考核力度,重奖重罚。
3.3.2 规范烧火管控操作
杜绝大炉工随意调节天然气主枪阀门的情况出现。烧火过程管控中增加预扒渣工序,待炉内料熔化平的时候,将大火停止,将炉内漂浮的铝渣扒出来,并对炉内铝水进行搅拌,之后繼续烧火烧至规定温度,提高熔炼效率。
3.3.3 监控熔炼炉天然气流量数据,收集与分析
通过港华公司技术优化其客户端,使其程序UI符合车间采集数据的要求,采集每个炉次的天然气的用量,并与当班炉次的投料量进行对比分析,通过分析炉子的运行状况可以及时发现设备故障及时处理,使设备处于受控状态,并及时管控烧火不正常的班组。
4.结论
4.1 效果分析
(1)天然气单耗连年下降,2017年度101.04m³/t,2018年度82.35m³/t,2019年度72.3m³/t,降幅较为明显。
(2)经济效益分析:
2018年度,节省天然气约205610立方米,节约直接成本约80万元;2019年度,在2018年的基础上降低了12.1%,节省天然气约270309立方米,节约直接成本约100万元。
4.2 总结
我们分析出天然气单耗高的原因,并根据原因采取了以上措施,通过跟踪记录实际情况,我们可以看出运行效果很明显。实际上,天然气单耗的降低,也使得铝耗、电耗同步降低,我车间由亏损转为盈利,并且连续盈利,为公司降本增效、扭亏为盈做出了贡献。
参考文献
[1]王宝中,熔炼炉燃烧系统常见故障分析及维护,洛阳:有色金属加工,2014年
猜你喜欢
中国品牌(2021年6期)2021-08-06
党员生活·下(2019年7期)2019-09-10
福建基础教育研究(2019年3期)2019-05-28
福建基础教育研究(2019年11期)2019-05-28
现代企业文化·理论版(2018年18期)2018-12-24
世界汽车(2016年7期)2016-07-19
全国新书目(2016年5期)2016-06-08
党建文汇·上(2016年4期)2016-05-14
杂文月刊(2016年1期)2016-02-11
人民周刊(2016年1期)2016-01-09
