
扣角成形模结构解析
2021-11-20 09:51张军建刘志红张子良夏晓敏
模具制造 2021年10期
张军建,刘志红,张子良,夏晓敏
(1.青岛海尔智慧厨房电器有限公司,山东青岛 266101;2.莱阳海尔智慧厨房电器有限公司,山东莱阳 265200)
1 引言
扣角从字面上理解,“扣”即是使两个物体扣在一起,组装成一个整体。“角”即是一个角落,一个部分。所以扣角的含义即是使两个物体扣在一起的一个部分,要求外观不得有塌角和变形。
主要包括3种类型,如图1所示。某产品上扣角的实物图如图2所示。

图1 扣角类型

图2 扣角实物图
2 扣角成形步骤
(1)扣角Ⅰ大多应用于手机及平板电脑等的外壳之上,这种扣角一般位于制件的头部或尾部。其成形步骤如图3所示。
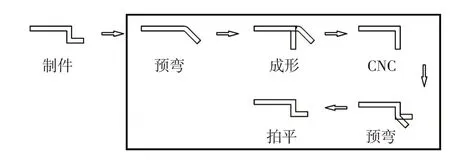
图3 扣角Ⅰ成形步骤
(2)扣角Ⅱ大多应用于数码相机的外壳件上,这种扣角可位于制件底部的任何部位。其成形步骤如图4所示。

图4 扣角Ⅱ成形步骤
(3)扣角Ⅲ在数码相机及手机外壳件上都适用,这种扣角可以位于制件底部的任何部位。其成形步骤如图5所示。
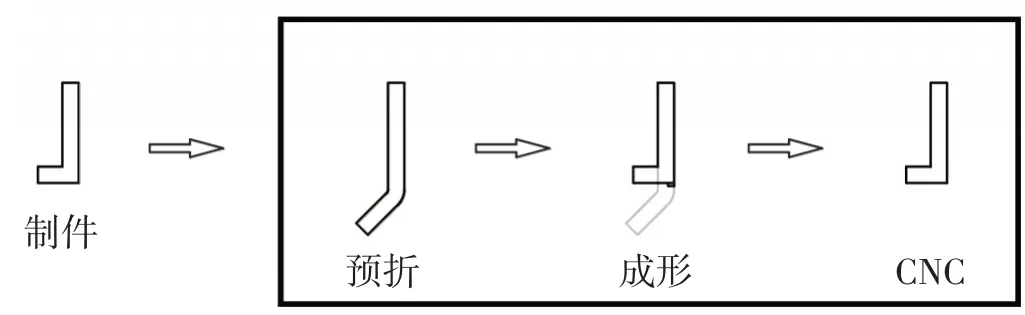
图5 扣角Ⅲ成形步骤
3 扣角的预弯模具结构
综上3种扣角,扣角Ⅱ更有代表性,这里着重介绍扣角Ⅱ的预弯和成形(墩扣角)方式。
3.1 扣角预弯模具组装图及2D核心结构图
预弯工序是将已经翻直处理好的折弯边下料进行折弯的工序,对下料的步骤在此不再赘述。预弯结构与由外向里的侧切结构类似,插刀推动滑块由外向内运动参与成形,为便于倒扣脱模,下模内型芯采用斜滑块。其组装图与成形部分详细结构图如图6和图7所示。
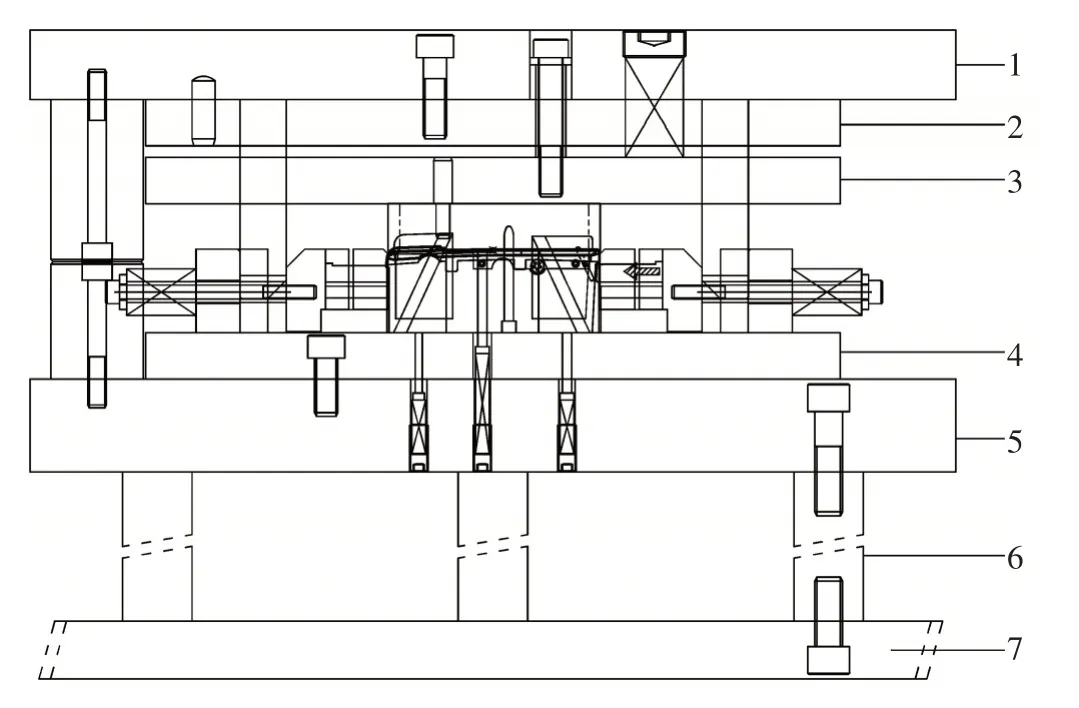
图6 扣角预弯模具组立图

图7 扣角预弯模具结构
3.2 扣角预弯模运动顺序
开模状态下,工序件放置到位,定位可靠,如图8所示,即可进行冲压动作。
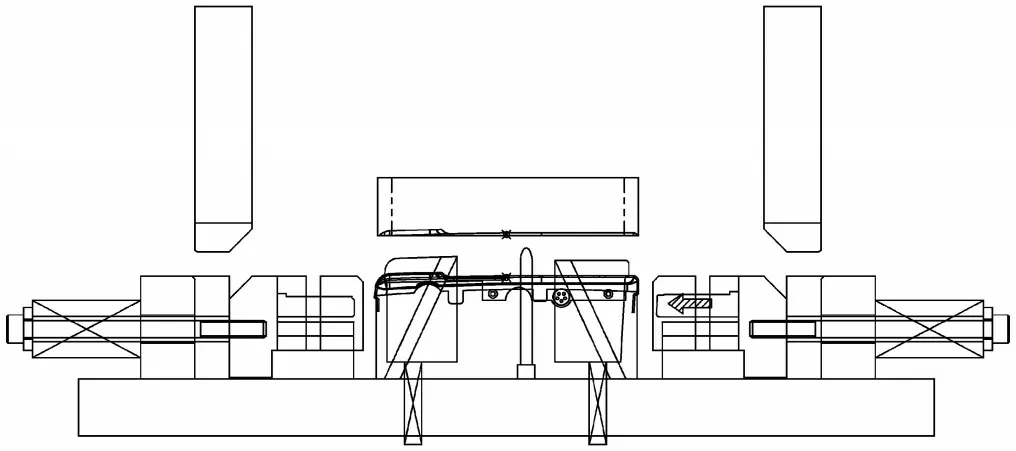
图8 开模状态
上模下行,固定于脱料板上的压料型体接触制件后,传力与斜滑块,将斜滑块压到位,最终将制件压紧。此时插刀同步向下运动,在制件压紧后,准备驱动滑块运动,如图9所示。
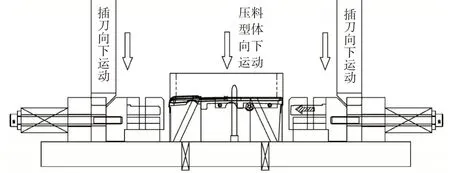
图9 脱料板将斜滑块压到位
上模继续下行,插刀驱动插刀座、凸模固定块、预弯凸模和侧向压料块组件在滑轨上向制件运动。侧向压料块与凸模固定块之间装有弹簧,组件滑向制件时,在弹力的作用下,侧向压料块率先接触制件成形处并压紧,如图10所示。

图10 侧向压料完成
侧向压料块压紧制件后,在插刀的驱动下预弯凸模继续向制件运动直至成形到位。紧接着插刀继续下行5mm直至闭模,最终插刀直臂部分与插刀座直臂配合,以及在后挡块的支撑下,使成形到位且稳定,如图11所示。
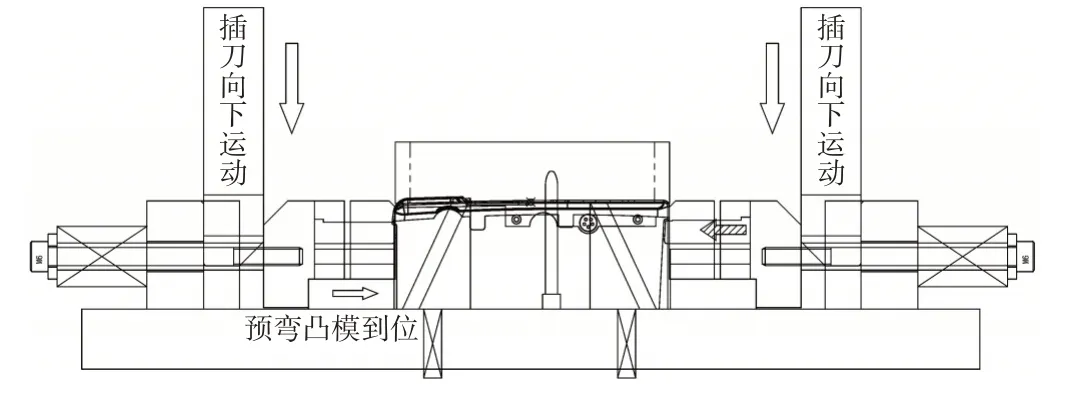
图11 预弯凸模到位,插刀继续向下移动5mm,闭模
4 扣角的成形(墩扣角)模具结构
预弯成形后,下一工序就是墩扣角。成形后CNC加工掉墩角后多余的料,从而保证制件扣角外侧无塌角。
4.1 扣角的成形(墩扣角)模具组装图及2D核心结构图
墩扣角工艺,是在上脱板压料完成后,通过插刀推动驱动块,使扣角凹模先运动到成形位置,随着上模向下运动,扣角凸模参与成形,闭模完成墩角工序。其组装图与成形部分详细结构图如图12和图13所示。

图12 墩扣角模具组立图
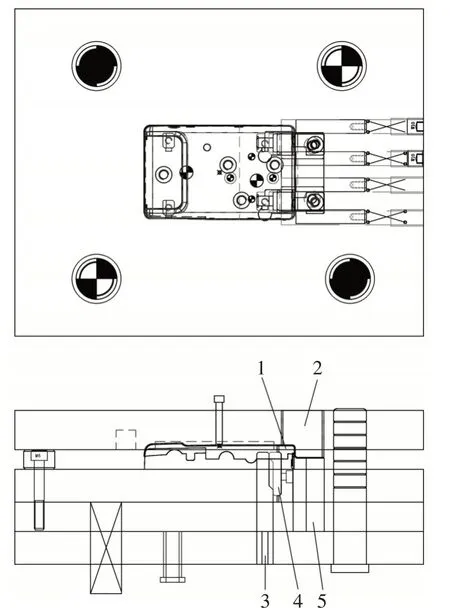
图13 墩扣角模具2D核心结构图
4.2 扣角的成形(墩扣角)模具运动顺序
开模状态下,下模板和下模背板组件在弹簧力的支撑下,与下垫板保持适当间距,从而使扣角公凹模处在待工作状态,制件放好后,即可进行冲压动作,如图14所示。

图14 开模状态
上模在冲床的带动下,与制件接触并且压紧。上模继续下压,通过固定在下模板上的内限位块,推动下模板和下模背板组件,压缩弹簧向下运动,使插刀相对向上运动,经过一定行程后驱动装夹在下模板上的扣角凹模运动参与成形,如图15所示。

图15 上模压料后继续向下,插刀向上运动,扣角凹模即将运动
上模继续向下运动一定距离,插刀相对向上运动,驱动扣角凹模运动到位,如图16所示。

图16 上模继续向下,扣角凹模运动到位
上模继续向下运动,扣角凸模到位,扣角完成,闭模,如图17所示。

图17 闭模状态
4.3 墩扣角模注意事项
在设计墩扣角模具时,需要注意以下3点,如图18所示。

图20 墩扣角模注意事项
5 结束语
扣角工艺应用面相对较窄,特将此课题拿出来共享,为从事冲压工作的同行排忧解难。
猜你喜欢
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
模具制造(2022年1期)2022-02-23
模具制造(2021年8期)2021-10-20
模具制造(2021年6期)2021-08-06
模具制造(2021年2期)2021-03-31
模具工业(2021年2期)2021-03-18
求学·理科版(2017年10期)2017-12-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
中国科技纵横(2016年19期)2016-11-19
