铝质易拉盖轻量化的盖型分析与模具改进
2021-11-26 01:36吴秋辉
设备管理与维修 2021年20期
吴秋辉
(福建博瑞特金属容器有限公司,福建莆田 351100)
0 引言
易拉罐在很多产品的包装中得到了广泛使用。由于铝质易拉罐对铝材料的大量使用,需要投入很多的成本,影响企业的经济效益。而易拉盖是易拉罐的重要部分,它对易拉罐的使用效果有直接的影响,为确保易拉罐能够安全和便利使用,需要对铝质易拉盖作轻量化的盖型分析,并对铝质易拉盖模具实施改进。
1 易拉盖概述
易拉盖由铝材、镀锡或者镀铬的薄钢板等金属制作而成,开启部位设置刻痕,且装有提拉附件,便于对罐体的开启。常见的易拉盖有孔开式和全开式,其中孔开式易拉盖又分作撕脱型和掀压型。易拉盖按用途可分为三片罐饮料盖和两片罐饮料盖,其中三片罐饮料盖可以是平盖或无气盖,三片罐主要由罐身、底盖、易拉盖三部分构成,三片罐罐身由马口铁焊接而成,通常是罐身和易拉盖通过卷封后进行空罐的制作,在饮料厂完成灌装后进行卷封底盖处理;两片罐饮料盖可以是拱盖或者有气盖,两片罐由罐体与易拉盖两部分构成,罐身通过铝合金薄板拉伸制成,在饮料厂完成罐装后再直接进行易拉盖卷封处理[1]。
易拉盖基本盖的生产工艺流程如图1 所示,图2 是撕脱型易拉盖成品盖生产工艺流程。

图1 基本盖生产工艺流程
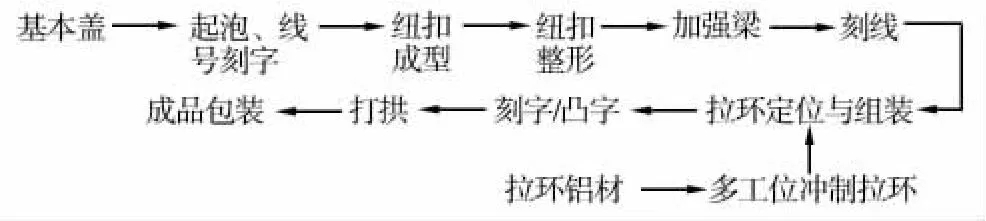
图2 撕脱型易拉盖成品盖生产工艺流程
2 铝质易拉盖盖型分析
传统普通易拉盖一般采用图3a)所示形状与结构,主要包括盖本体、舌片、拉环,在盖本体上设置手指槽和线号,舌片通过刻线和盖本体连成一体,拉环与盖本体铆钉连接。此类易拉盖耐压能力弱,灌装中经常出现盖面变形,且变形位置不固定,当变形在切线附近出现时,易导致切线整体爆开,舌片或内容物飞脱,对消费者造成伤害。

图3 易拉盖改进前后结构
为了避免上述情况的发生,改进后的结构如图3b)所示,使用上下模具对盖本体面直接实施挤压,让材料发生塑性变形,在盖本体切线附近形成一条沿着盖本体平面下凹加强拱。此加强拱和盖本体的切线呈平行状态,其宽度0.5~0.9 mm,深度0.05~0.09 mm,盖本体平面形成的圆弧弧度94°~98°。盖本体增设加强拱,能强化切线附近强度,防止切线附近发生变形,避免切线处整体爆开,避免舌片和内容物飞脱,确保消费者安全使用。
3 铝质易拉盖模具改进
市场中各种各样易拉盖的形状和结构各异,且开启方式不同,但所有易拉盖都包括盖体以及开启拉环等部分。如图4 所示,202RPT 成品盖是在同一台高速冲床中加工成形,冲床配置两副成形模具,称作主模和拉环模,其中主模主要用在成形的刻线、加强梁和铆钉等部分,而拉环模主要用在成形的拉环中[2]。
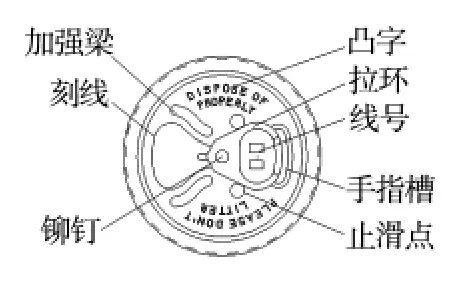
图4 202RPT 成品盖
以下主要介绍主模及拉环模,涉及的工艺和参数来自改进后202RPT 成品盖的生产,盖材厚度0.224 mm,拉环材厚度0.305 mm,由于材料的厚度不同,其成形参数不同。
3.1 主模的设计
3.1.1 模具的主模构成
主模主要由模座、真空槽、各站的成形模具等部分构成,其中真空槽是由四周真空的槽块、同步性输送的皮带、盖板、皮带托条和盖体等构成的槽型结构空间,再把真空泵管道和真空槽连接形成真空系统。当盖体完成一道工序后,借助同步性输送皮带向下道工序输送。盖体在各站模具间运送时一定要确保盖体具有稳定的位置,即要求不能出现移动或者旋转等情况,这需要通过真空系统内负压将盖体紧紧在同步皮带孔内吸附。根据图2 撕脱型易拉盖成品盖生产工艺流程可知,由基本盖至成品盖需要8 道工序,因此主模需要具备8 站成形的模具类型。
3.1.2 各站的工艺特点和成形参数
主模需要具备8 站成形的模具,而各站的工艺有其特点和成形参数,8 站主要包括起泡成形、纽扣成形、纽扣整形、加强梁和止滑点的成形、刻线成形、拉环定位和组装、刻字或者凸字成形、打拱[3]。
(1)在起泡成形中,基本盖在起泡的凸凹模作用下形成一个泡状凸起,起泡的凸凹模尺寸要按照纽扣尺寸大小和材料厚度确定。
(2)在纽扣成形中,为确保盖面上涂层处在成形过程中不会出现刮伤的情况,同时也保证后续拉环组装质量,纽扣宜进行多次成形。在纽扣的凸凹模作用下,凸包会进一步受到拉伸而形成纽扣状。纽扣整形的目的是成形出满足拉环组装尺寸的纽扣。
(3)在加强梁和止滑点的成形中,成形加强梁的主要作用是防止后续刻线成形中金属出现不规则流动而造成刻线破裂现象发生。止滑点的主要作用是使拉环保持在特定位置。
(4)在刻线成形中,刻线的作用主要是使盖面依据预设形状实施开启。以刻线刀对盖材挤压、变形处理,进而形成倒梯形的轮廓线,刻线刀断面形状如图5 所示。完成刻线后,金属剩余的厚度称作刻线余厚,刻线余厚的大小和易拉盖性能有着密切关系,若刻线余厚太大,会造成开启失效或困难,刻线余厚太小会造成耐压不足。
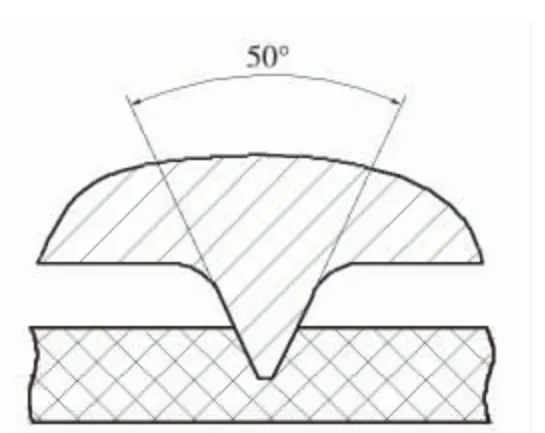
图5 刻线刀断面形状
(5)在拉环定位和组装中,主要是把经拉环模成形后拉环向盖体的纽扣上套好,再冲制为铆钉。
(6)刻字或凸字成形站主要按照客户的需求对盖面上特定的位置进行所需标示的刻字,如品名、公司的LOGO 等,其字体可以为刻字,也可以是凸字。
(7)打拱的作用主要是借助成形的模具对盖面打造向上凸起类的拱面,以增强盖体的耐压性能。此站主要是对有气盖的产品生产使用,生产无气盖产品时此站可以省略不用。
3.2 拉环模的设计
拉环成形所用的模具称作拉环模,它是多工位的级进模。级进模设计的关键点是排样的设计和排样图的绘制,在日常拉环模的设计期间被称作料带图的设计。
在料带图的设计中,料带图的设计能否成功,对拉环模的设计质量产生直接影响。料带图一经确定,每个拉环间步距、各工位的成形内容以及拉环成形的次序等内容均得到确定。料带图一旦出现设计错误,将导致所制造的拉环模不符合拉环产品要求。因此,料带图设计中要拟定多种方案,比较后选择最佳方案。
料带图的设计不仅要遵循普通冲模排样的原则,且还要对诸多方面实施综合考虑,要求利于成形处理,后道工序不能对前面已经成形的工序产生影响;做好空工位的合理设置;按照实际情况做好成形方向的选择,确保送料顺畅,便于模具的加工和制造;对轮廓形状进行分解和冲裁时,要求前后的连接要具有良好平直性和圆滑性;尽量提高材料的利用率,达到最小限度的废料产生。
4 结语
综上所述,易拉盖是易拉罐生产的重要组成部分,直接关系到易拉罐的使用性能,对易拉罐产品的受欢迎程度也有着一定的影响。为确保易拉盖具有良好的使用效果,需要做好铝质易拉盖的盖型分析,并根据实际情况对模具实施合理改进,提升易拉盖的使用性能。
猜你喜欢
科学大众(2021年21期)2022-01-18
家居廊(2020年8期)2020-08-02
模具制造(2019年7期)2019-09-25
婚姻与家庭·性情读本(2017年9期)2017-09-21
婚姻与家庭·性情读本(2017年1期)2017-02-16
三联生活周刊(2017年1期)2017-01-11
科学大众·小诺贝尔(2015年6期)2015-07-24
中华手工(2014年11期)2014-12-03
汽车零部件(2014年9期)2014-09-18
小天使·一年级语数英综合(2014年6期)2014-07-22