
生物质基液化物制备纳米纤维的研究进展*
2021-12-04 11:23李兴伟戚阳艳孙丰文
林业与环境科学 2021年5期
张 茜 高 婕 李兴伟 戚阳艳 孙丰文
(1.南京林业大学,江苏 南京210037;2.广东省林业科学研究院,广东 广州510520;3.江苏省林业局,江苏 南京210036;4.太尔化工(南京)有限公司,江苏 南京210047)
Biomass, as a renewable feedstock, is abundantly available, environment friendly, has good cycling stability and present lower cost. However, it has been demonstrated that the biomass-based material had lower mechanical strength compared to the synthetic polymer derived from fossil fuels. To overcome this limitation, it is a good idea to alter the morphology of biomass into one dimensional structure by transforming the biomass into nanofiber.
Nanofibers have emerged as exciting one-dimensional(1D) nanomaterials for a wide range of research and commercial applications, which show several interesting features, such as a diameter 1000 times smaller than that of human hair, high surface area with tunable porosity, 3D topography, and better mechanical properties than any other commonly used base material[1-2]. Hence, Biomass-based nanofibers with these surface and bulk features are endowed with various functionalities, leading to potential applications.
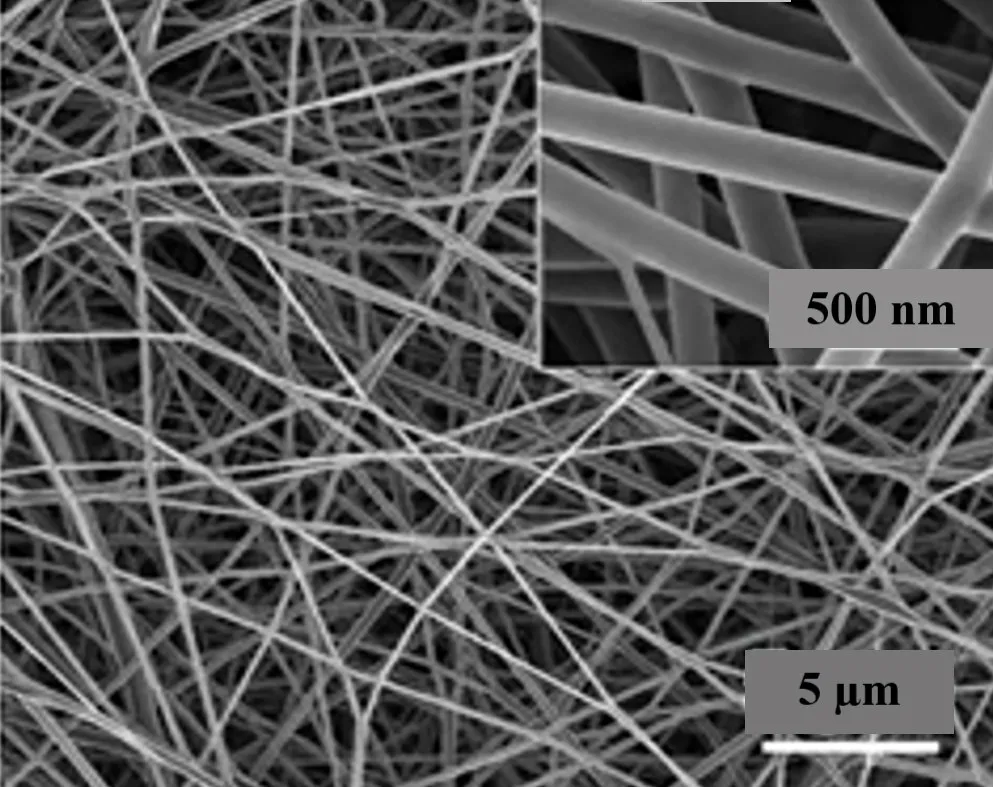
Fig.1 Typical electrospun nanofibers
Traditional method to produce biomass fibers have been known as mechanical grinding and viscos techniques with the drawback of complicated process,environmental unfriendly and not being fully utilized which wastes a lot of resources[3-4]. Moreover, the obtained fibers by these ways are unable to reach nano scale. In order to produce biomass nanofibers, many researchers around the world have explored various fabrication techniques, including vapor deposition[5],solution blowing[6], centrifugal spinning[7], drawing techniques[8], template synthesis[9], self-assembly[10],phase separation[11], freeze-drying synthesis[12]. However, these methods usually have such disadvantages as harsh preparation conditions, complex equipment,limited fiber length-diameter ratio, and poor quality of the precursors, which hinders their application range greatly. While, in this case, the electrospun technology, demonstrated as an effective approach to prepare nano fibers[13], stands out and be a hotspot in academic researches and industry.
Liquefaction technology is an effective way to utilize biological resources. Through liquefaction,solid bio-based macromolecules can be decomposed to small active molecules with certain fluidity, which make the insoluble biomass material to be spinnable.So, the integration of the liquefaction and electronspun will create new opportunities for improving the quality of biomass fiber and expanding its use for widespread application[14].
To the best of authors’ knowledge, there is no review on liquefied biomass as a precursor for nanofibers by electrospun. Thus, it is thought useful to discuss the prospects of biomass-derived nanofiber by liquefaction and electrospun. This review briefly summarized the history and development of biomass liquefaction techniques, then described the characteristics and the main categories of electrospun. And the fabrication technique from liquefied biomass by electrospun and the properties of biomass nanofibers were also reviewed and discussed. Finally, several suggestions on technical issues, research work and potential applications were proposed to attract more interested in these fields by researchers and manufacturers.
The history and development of biomass liquefaction techniques
Biomass materials are hard to be utilized due to their difficult processing characteristics-insoluble and infusible. The traditional method through burning would cause serious pollution to the environment.Liquefaction is one of the most effective way to use biomass materials. By liquefaction, biomass materials are converted to active compounds with different chemical properties as a substitute of non-renewable petroleum resources or petrochemical materials.
The technology of biomass liquefaction started with wood liquefaction and went by a developing process from high-temperature and high-pressure liquefaction,wood modified liquefaction to solvent liquefaction. Under high-temperature and high-pressure conditions, the reaction was intense, the gas H2and CO providing high pressure were not safe and wood component been seriously degraded was not conducive to prepare polymer materials. After chemical modification on wood, substituents were introduced to increase the free space in wood tissue. The intermolecular interaction of wood components was reduced so the liquefaction temperature was reduced. In addition,the solubility of modified wood in organic solvent was improved. However, the method was complicated and the cost was high. As the development of catalyst and solvent, the wood could be liquefied directly by new catalyst, suitable solvent with proper temperature and pressure. Subsequently liquefaction objects are extended to all kinds of biomass raw materials, such as wood sawdust (fir, poplar, pine, salix), bamboo, straw,shell (peanut shell, camellia shell, walnut shell) and other agricultural and forestry residues[16].
To date, the main biomass liquefaction techniques can be classified as phenol liquefaction and polyols liquefaction according to the distinct catalyst and solvent. Phenol liquefaction is the intermediate-temperature reaction with acid as catalyst in the presence of phenol. The liquefaction has the similar properties of phenol, and can replace part or all the phenol to participate in the synthesis of phenolic resin.Polyols liquefaction is acid catalyzed liquefaction in the presence of polyols, which has the similar properties of polyols and can react with isocyanates to prepare polyurethane adhesives or foams[15-16].
On account of the limited application of biomass liquefaction, few related researches have been reported since 2010. The emerging application for nanofiber by electrospun gives the liquefied biomass a new chance to reattract scholar’s attention as spinning fluid precursor[17-22].
The characteristics and the main categories of electrospun
Electrospinning employs electrostatic forces to produce fibers with a diameter up to 100 nm by manipulating charged threads of polymer solutions or melts, which has several advantages:
Mass-production potential: this technology has wide applicability to raw materials. Almost all kinds of high-molecular polymers can produce nanofibers by electrospun, and the production rate is much faster than that of other nanofiber production methods such as self-assembly, template polymerization and phase separation[23]. Therefore, it has the potential for industrial production.
Multiscale hierarchical structures: the electrospinning technology is already well developed with different polymer (Bi-component and multi-component) and various structural tunability (Coaxial and tri-axial ) that can formulate different fibers (fiber, film and 3D scaffold) with multiscale hierarchical structures (islands-in-the-sea[24], core-shell[25], side-by-side[26], split table pie[27],and eccentric sheath-core structures[25]).
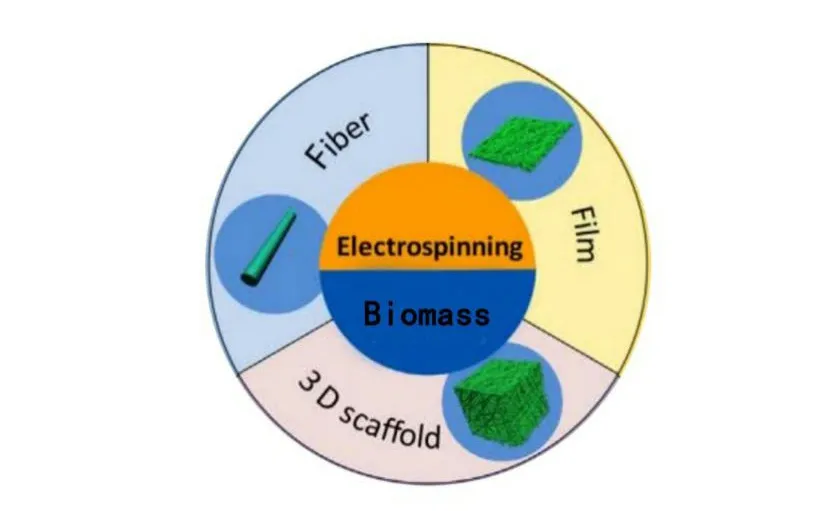
Fig.2 Electrospinning structure
High maneuverability: Low staring cost for industrial production, the equipment is simple. Generally, the fiber diameter, morphology, alignment, and molecular orientation are influenced by the solvent,the collector, the applied voltage, the tip-to-collector distance, and the solution flow rate[28].
There are mainly two types of electrospun: polymer solutions electrospun and polymer melt electrospun.
Electrospinning techniques work with polymer solutions is the method that the polymer is dissolved in a volatile solvent (5%-30%) and placed in a syringe. The polymer solution is then pushed at a specific rate through the spinneret by external pumping using mechanical pistons. The quite high solvent concentration (up to 30%) gives sufficient viscoelastic properties. When the solution droplet is formed at the spinneret, an electric voltage bias (10-40 kV) is generated between the tip and the collector that is placed at a distance of 5-30cm. Due to the progressive increase of the applied voltage, the electric forces becomes higher than the surface tension. Consequently, a jet is produced, and the droplet is deformed into an apex(Taylor cone)[29-30]. Despite the widespread use and low starting costs of electro-spinning methods to fabricate nanofibers from polymer solutions, their mass production is still limited due to the low productivity and the large mass of the evaporating solvent (mainly organic solvents) which has a negative effect on the environment.
Hot melt electrospinning, as a solvent-free electrospinning method, has a set-up with moving collectors to produce fibrous materials from polymer melts.However, melt electrospinning is not frequently used due to the difficulty to produce finer fibers, the complication of equipment with heating unit (not suitable for the raw material with poor thermal stability)., and the electrical discharge associated with the high voltage applied to the polymeric melt[31].
Nanofiber fabrication technique with liquefied biomass by electrospun
Recently, there have been dozens of reports on the beneficial attempt of fabricating nanofibers from liquefied biomass by electrostatic spinning, which can be categorized to the preparation method of spun precursor and fabrication method of electrospun.
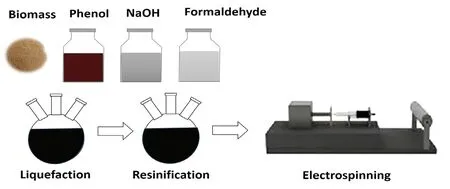
Fig.3 Nanofiber fabrication technique with liquefied biomass by electrospun
Preparation method of spun precursor
Solution electrospun precursor:
Liquefied biomass was prepared by phenol liquefaction technique. Then, thermosetting resin was synthesized by formaldehyde and the liquefied biomass with NaOH as catalyst, an electronspun solution with concentration of 20%-30% was finally prepared with ethanol as solvent[19,32].
Liquefied biomass was prepared by polyols liquefaction technique. Then, thermosetting resin was synthesized by isocyanate and the liquefied biomass,an electronspun solution with concentration of 20%-30% was finally prepared with Dimethyl Formamide(DMF) / Tetra Hydro Furan (THF) as solvent[17].
Viscosity and conductivity are important indexes to evaluate spinnability of spinning solution.
The solution must have a minimum concentration and viscosity to produce fibers by electrospinning.At very low concentration,the viscous force of the solution is also low, which is not enough to resist the force of electric field and the solution cannot be electrospun and is electrosprayed forming beads. When the viscous force increases, the electrostatic jet will not break, and the beads are gradually become Taylor cone. When the viscous force is large enough, the electrostatic force remains unchanged, resulting in the reduction of the tensile force, finally cause the increasing of fiber’s diameter[1].
The surface tension is influenced by the solvent used. When the conductivity of the solution is too low,the electrostatic force cannot overcome the surface tension of the solution, so the fiber cannot be produced. With the increasing of conductivity, the surface charge density changes, which allows better control of the fiber diameter and morphology[29].
Generally, the viscosity and conductivity can be regulated by adjusting the process of liquefaction and resinification. As the thermosetting resin always has low degree of polymerization, which is not enough to generate entanglement between molecular chains, no continuous jet can be obtained under the high electric field, only intermittent droplets being formed. In order to obtain a proper viscosity, Polyvinyl Alcohol (PVA)/Polyvinyl Butyral(PVB) were often used as a blending agent with phenol liquefication product as spun precursor[19,32-33],while 1,4 butanediol were used as chain extender in polyols liquefication product[19], but the resulting problems of fiber defects should also be paid attention to.
Melt electrospun precursor:
Liquefied biomass was prepared by phenol liquefaction technique. Then, thermoplasticity resin as an electronspun solution was synthesized by HMTA as a crosslinking agent with the liquefied biomass[18,20-22].
Liquefied biomass was prepared by polyols liquefaction technique. Then, thermoplasticity resin as an electronspun solution was mixed by Thermoplastic Urethane( TPU) with the liquefied biomass[17].
Rheological properties such as index, structural viscosity index, zero-shear viscosity and viscous flow activation energy are crucial factors to evaluate spinnability of spinning melt. It was demonstrated the melt temperature, concentration and crosslinking agent dosage have a major influence on the above rheological parameters. The non-newtonian index increases with the increase of melt temperature, but decreases with the increase of concentration and crosslinking agent dosage. The structural viscosity index decreases with the increase of melt temperature, but increases with the increase of concentration and crosslinking agent dosage. The viscous flow activation energy increases with the increase of the rigid components in the melt and is highly sensitive to temperature[34].
Fabrication method of electrospun
In recent years, great progress has been made in the research on the electrospun fabrication technique. Parameters of electrospun for different types of polymer compounds and their influences on the fiber properties have been carefully studied in many literatures. There exists certain degree of similarities on the structure and properties between liquefied biomass and polymer compounds, so it is feasible to study the electrospun fabrication method of liquefied biomass based on the study of polymer compounds. The scope of fabrication parameters for liquefied biomass nanofibers can be summarized as: electric field voltage 7-32.5 kV, tip-to-collector distance 10-25 cm, solution concentration 5%-46%, flow rate in the syringe 0.3 to 1.5 mL/h[14].
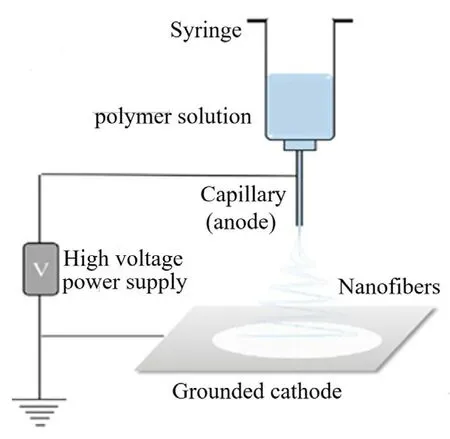
Fig.4 Electrospinning apparatus
Besides, some rules need to be mastered: If the solvent has lower boiling point, membrane will be formed as the solvent is more volatile in the electrospinning process[35]. With the further improvement of the solution concentration, the fiber will have better orientation to obtain cylindrical shape[36]. However,when the solution concentration is too high, it is necessary to gradually increase the voltage and reduce the solution surface tension, which is conducive to produce smooth surface fibers[28]. The solution concentration of polymer with high molecular weight should be lower than that of polymer with low molecular weight for electrospun. The strength of fibers can be improved by simply heating or curing with acid after spinning[18,21-22].
Conclusion and prospects
Using renewable biomass resources to prepare nanofibers can not only reduce the cost, increase the added value of products, but also bring more opportunities for the development of this technology for many different applications[37]:
(1) Nanofibers have huge specific surface area,which give materials unique surface adsorbability,having great prospects in air purification, industrial wastewater treatment, hydrogen storage, supercapacitors and other aspects;
(2) Nanofibers have extremely small size,which make gas diffuse quickly( thousands of times faster than that of traditional materials), can be well used in environmental protection fields such as filtration and seawater desalination;
(3) After carbonizing, nanofibers become to carbon fibers, which are the lightweight and highstrength reinforced fibers, having a broad prospect.
However, the research on preparation of nanofibers by electrospun from liquefied biomass is still in infancy, fibers obtained in current research have some shortcomings, such as larger fiber diameter (only obtaining micron fiber not nano fiber), poor fiber morphology, poor mechanical strength, etc. A lot of work needs to be developed as follows:
1. In terms of the synthesis process of spun precursor, since fiber defects was easily caused by the existing blending process, the copolymerization process should be explored to improve the uniformity of the precursor.
2. In terms of spinning equipment, aiming at the problem that the nozzle is easily blocked by the liquefied biomass, proper device for liquefied biomass should be design such as needle-free in nozzle and so on.
3. Based on the advantages of component designability of electrospun, liquefied-biomass with different intrinsic properties such as the rigid content of phenol liquefied resin and flexible content of polyols liquefied resin can be composited by spinning. And mixing inorganic functional nanoparticles with biomass nanofibers gives special photoelectric properties to composite nanofibers.
4. According to the structural tunability of electrospun, multiscale architecture such as island structure, core-shell structure and side-by-side structure can be obtained by changing the syringe, and different dimensions such as fiber, membrane and scaffold also be obtained by changing the collector. Drawbacks in the performance of biomass fiber could be remedied by reasonable structure design.
猜你喜欢
南京林业大学学报(自然科学版)(2022年1期)2022-11-30
南京林业大学学报(自然科学版)(2022年3期)2022-11-30
今日农业(2022年1期)2022-11-16
今日农业(2021年21期)2022-01-12
能源工程(2021年5期)2021-11-20
东北林业大学学报(2021年9期)2021-11-03
安徽林业科技(2021年4期)2021-09-16
活力(2019年19期)2020-01-06
活力(2019年15期)2019-09-25
纺织科技进展(2016年3期)2016-11-29
