纺丝计量泵产生色泽丝问题的探讨
2021-12-20 05:06任怀林
纺织报告 2021年12期
任怀林
(江苏恒力化纤股份有限公司,江苏 苏州 215226)
江苏恒力化纤股份有限公司民用长丝采用聚合熔体直纺的方法制得。
熔体计量泵要求计量精度高、耐磨损,能精确计量熔体、保证熔体压力稳定等。目前,市场上常见的计量泵主要分为进口计量泵和国产计量泵,进口计量泵主要有德国Mahr、德国Barmag、英国斯奈克S&P和日本川崎泵等,国产计量泵主要有苏州华西、苏州陆联、苏州新纶和天津兆川泵等。江苏恒力化纤股份有限公司选用的是德国Mahr和Barmag纺丝计量泵。图1和图2是1进12出的纺丝计量泵结构图。

图1 计量泵剖面(中间箭头模拟的是计量泵的润滑通道)

图2 计量泵底面
江苏恒力化纤股份有限公司纺丝装置采用上装式纺丝计量泵、下装式螺扣旋转连接式组件。全拉伸丝(Fully Drawn Yarn,FDY)每位12头、20头和24头丝饼,分别由1进6出、1进10出和1进12出的纺丝计量泵提供熔体浆料;预取向丝(Pre-Oriented Yarn,POY)每位10头和12头丝饼,由1进10出和1进12出的纺丝计量泵提供熔体浆料。
熔体计量泵的工作原理:计量泵是化纤纺丝生产中的高精度部件,由永磁同步电机带动减速器、传动轴旋转,传动轴带动计量泵泵轴旋转,从而使主齿和从动齿啮合。当齿轮啮合运转时,在进口处形成负压,熔体流入泵内并填满齿轮的齿谷,齿谷间的熔体在齿轮的带动下紧贴泵壳行星孔的内壁回转到出口,将经过精确计量的熔体排出。由于熔体黏度高,为了保证计量准确,计量泵进口的熔体压力一般设定在60.0~90.0 bar(涤纶长丝纺丝)。同时,熔体通过泵的自润滑通道进入泵内,对主轴14和轴套10接触处润滑,在万向块9和泵头支撑套6及石墨垫8等相对运转部件之间进行润滑。最后,起润滑作用的熔体一部分回到入口,另一部分从计量泵头排出,堆积在接料盘里,满足泵的工作要求。涤纶纺丝计量泵的工作温度将近300 ℃,维修清理时的温度高达450 ℃,要求计量泵的材料必须具备良好的耐高温性和耐磨性。
纺丝箱体采用两位为一单元的设计模式、联苯蒸汽循环供热和新型保温材料,使所有熔体分配管道、计量泵和组件周围环绕着气相热媒,使各部分保持均匀加热,对外绝热效果好,表面温度低,耗能小。
2007年,在江苏恒力化纤股份有限公司新上的FDY纺丝生产线上,成品丝的色泽丝降级率高达3%。色泽是指丝饼上有一个或几个灰黑色同心环(图3),这些产品不合格,要降级处理。
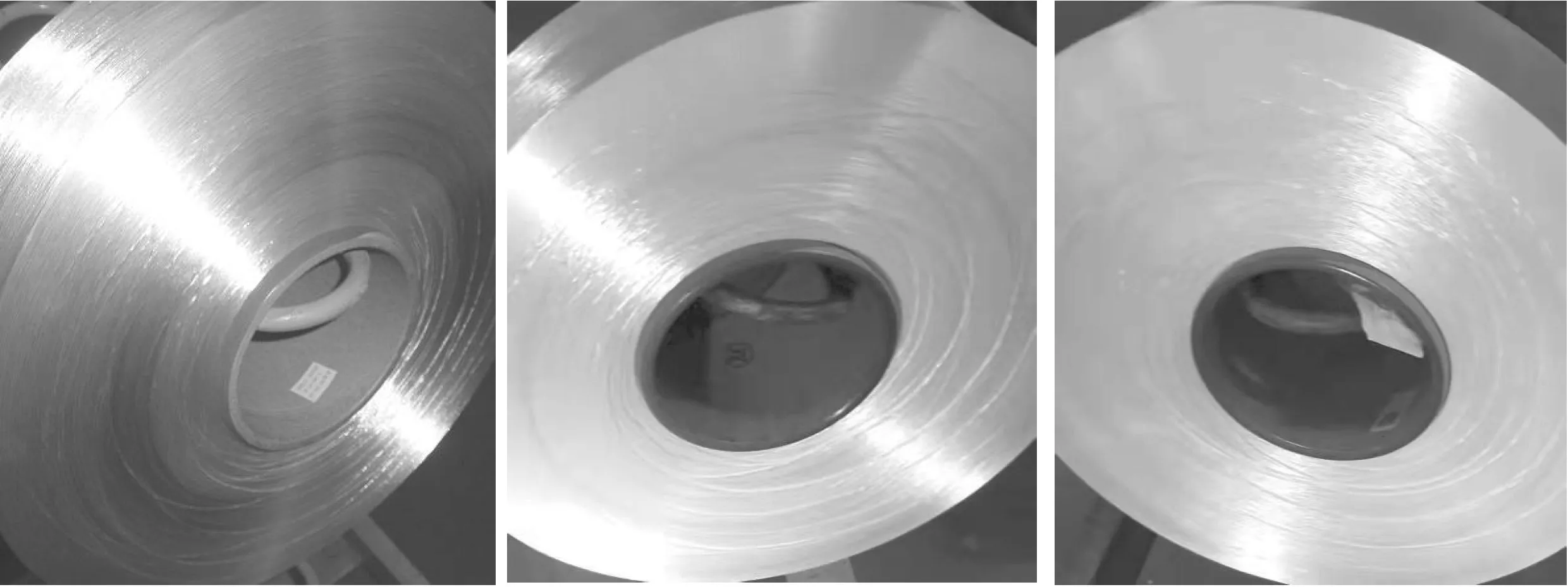
图3 成品丝的色泽情况(从左至右分别为严重、轻、轻微)
1 纺丝中产生成品色泽丝的原因和措施
涤纶纺丝中产生色泽丝现象的原因有很多,可能是聚酯熔体中本身存在降解物,也可能是长丝管路中、计量泵中、纺丝箱体中及组件内等都存在或形成死角,这些位置的熔体停留时间过长,产生降解物,形成色泽[1]。本研究重点分析计量泵使用过程中产生色泽丝的原因,并探讨相应的对策和方法。
1.1 维修后的计量泵存在残留熔体
在维修过程中,未将泵内的残留物彻底清理干净或计量泵内部件磨损形成死角,上机后也会出现色泽丝。
措施:精细化维修计量泵。计量泵是纺丝的关键部件之一,要想解决因计量泵内存在死角而导致色泽丝现象的问题,就要提高计量泵的维修精度。下机后,将计量泵送至真空炉中煅烧,使泵内的大部分熔体在高温下变为气体。分解煅烧后的计量泵,并用煤油清洗,将泵内各部件上残余的碳化浆体彻底清除,再组装。在整个维修过程中,选用培训合格、有经验的专职泵修工,每个步骤都严格按照操作规程完成,防止维修过程中损坏计量泵部件。另外,要更换磨损严重的零件。通过上述措施,可最大限度地减少因计量泵内部存在死角而产生色泽丝的现象。
1.2 安装计量泵护板和计量泵定位不精确
安装计量泵护板和计量泵定位不精确,熔体孔错位,形成死角,也会产生色泽丝。
措施:先用专用定位销定位,再用螺栓锁紧固定,确保零部件安装后结合孔不会错边,将错边量控制在公差范围内,见图4。

图4 熔体孔对接示意
1.3 计量泵的泵前压力不足
在纺丝过程中,计量泵依靠进料口分配的部分熔体对主轴及运转的各部件进行自润滑。当泵前压力较小时,分配到润滑通道的浆料就很少,流通不畅,使润滑通道逐渐封闭,形成死角。一方面,部件得不到良好的润滑,磨损严重;另一方面,封闭通道的熔体降解,降解物随计量泵的运转被送入组件,成品丝就会出现色泽问题。
措施:提高计量泵的泵前压力。2007年7月底,将泵前压力由原先的50.8 bar提高到65.8 bar,调整后出现了明显的改善,减少了色泽丝数量。
1.4 计量泵温度不合适
(1)若温度过低,熔体的黏度提高,自润滑浆料从计量泵泵头溢出时的阻力就会加大,导致润滑通道逐渐封闭,不利于计量泵的润滑,造成色泽问题。
(2)若温度过高,熔体的黏度降低,自润滑浆料很多,大量溢出,在高温作用下,来不及固化的熔体易碳化结焦,堵住继续溢出的浆料,润滑通道的浆料越来越少,影响润滑的效果,部分结焦的浆料随计量泵运转,也会造成色泽问题。
措施:根据出浆情况提高或降低计量泵万向块的温度。
经过测量发现,当万向块表面温度控制在240~260 ℃时,计量泵的出浆润滑情况良好,色泽问题出现率较低。根据已确定的许用壁温(通常希望冬季不超过40 ℃、夏季不超过50 ℃),可计算出最小保温厚度。计算公式:

式中:TW1是热载体温度,℃;TW是保温层壁面温度,℃;λ2是保温材料的热导率,超细玻璃棉λ2=0.037 2 W/(m·℃);δ1是纺丝箱钢板厚度,m;K1是传热系数,W/(m2·℃);λ1是钢板的热导率,λ1=46.500 0 W/(m·℃);TC是环境温度,℃。
保温层壁面向周围环境散失热量是以对流和热辐射方式进行的,联合传热系数K1可用实验方法确定。当缺少实验条件时,温度在50~350 ℃,可按下列经验公式进行估算:

式中:TW是保温层壁面温度,℃。当TW=50 ℃时,K1=12.2 W/(m2·℃)。
由此可计算出最小壁厚为29~32 mm。选用超细玻璃纤维棉制品制作成尺寸合适的保温袋。在保温过程中,由于保温袋与保温袋之间存在间隙散热,在实际操作中,最小厚度一般选择40~50 mm,并根据万向块的实际温度适当增加或减少覆盖的保温袋。
计量泵保温原理如图5所示。

图5 计量泵保温示意
1.5 传动轴轴头与计量泵的连接间隙过小
当传动轴轴头与计量泵的连接间隙过小时,向上溢出的熔体受到间隙的限制,无法正常溢出,导致润滑不正常,造成色泽问题。
措施:(1)针对泵头与传动轴间隙较小的情况,拆除传动上顶丝,允许传动轴适当向上移动2~3 mm,允许浆料溢出。实验拆除部分传动轴上顶丝,泵的出浆问题明显好转。(2)减小计量泵泵头熔体溢出的阻力,针对泵头无润滑熔体,但去除泵头支撑套石墨垫后有熔体涌出的现象,在万向块上开槽,开槽后熔体溢出阻力减小,润滑情况明显改善,色泽情况大大好转。图6为开槽的结构图。跟踪统计表明,60%不出浆的计量泵换开槽万向块后,泵头出浆情况明显好转,有效减少了色泽问题。(3)定期检查并清理万向块处淤浆,对不出浆及出干浆的纺位及时采取上述措施,对有干浆或结焦现象的纺位及时进行彻底清理,有效遏制了色泽问题。
1.6 采用清淤浆放流法
对已经出现色泽问题的纺位及时清理万向节处淤浆,同时对此纺位进行放流处理,一般放流10~20 min即可恢复正常生产。这种措施非常有效,在出现大面积色泽问题时,有效缩短了因换泵而停纺的时间,提高了生产效率。
1.7 更换护板和计量泵
对采取上述措施无效或连续出现色泽的纺位,只能及时更换备用护板和计量泵。
2 结语
经2007年7月至2008年10月的技术改进和优化操作后,有效地解决了纺丝过程中频繁出现色泽丝的问题。月度统计表明,色泽丝数量已由原先成品丝降级率高达3%,降到了每月1~2例甚至无色泽丝出现。另外,维修人员更换计量泵的工作量也明显降低,异常维修时间大幅度缩短,生产效率得到提高,生产控制平稳,产品的优等品率得到提升。由于采取了上述方法和措施,江苏恒力化纤股份有限公司在2008年以后的熔体直纺项目中没有批量出现色泽丝现象。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
大型铸锻件(2022年4期)2022-08-16
铝加工(2021年4期)2021-11-29
有色金属材料与工程(2021年2期)2021-11-28
科技与创新(2021年1期)2021-01-19
校园英语·中旬(2019年11期)2019-11-26
新材料产业(2019年9期)2019-10-30
绿色科技(2018年18期)2018-11-05
佛山陶瓷(2017年7期)2017-09-06
新财富(2017年7期)2017-09-02