
硫酸钡配料装置在阳极铜浇铸中的应用
2021-12-22 09:24陈一波
湖南有色金属 2021年6期
胡 洲,陈一波
(江西铜业集团有限公司贵溪冶炼厂,江西贵溪 335424)
沉淀硫酸钡为无定型白色粉末,化学性质稳定,几乎不溶于水;在铜阳极板浇铸工艺中作为脱模剂,主要起保护模具的作用。其用法是先用清水将硫酸钡调制为浆液,然后由自动喷涂装置将浆液喷洒在高温的模具表面,浆液被迅速蒸干后,留下的干粉粘结在模具表面形成一层保护层。目前浆液的配制大多依靠操作工人根据经验手动加料,随意性较大,浆液浓度不稳定,硫酸钡用量存在较大波动。此工艺流程自动化程度低,作业方式较为粗放,亟需在现场研制一套硫酸钡自动定量配料的装置,通过自动化设备的应用提升硫酸钡喷涂工艺的精细化作业水平,达到降低硫酸钡单耗、提升产品质量与铜模寿命的目的。
1 硫酸钡使用的现状
1.1 硫酸钡喷涂装置
硫酸钡喷涂装置主要由喷涂罐、控制系统、喷嘴及连接管道组成,如图1所示。其工作原理:喷涂罐内配置好的硫酸钡浆液,由控制系统通过管道泵送至喷嘴,喷洒至空模具表面;由于刚刚脱模的模具带有较高的温度,喷洒在模具表面的浆液被迅速蒸干后,留下的干粉粘结形成保护层,在浇铸时起到隔离模具和阳极铜熔体的作用,减轻熔体对模具的冲刷和侵蚀[1]。
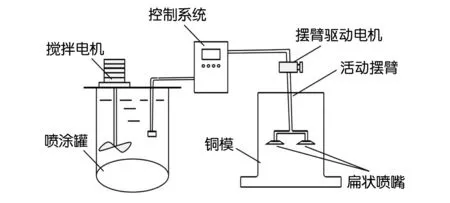
图1 硫酸钡喷涂工艺流程
1.2 硫酸钡浆液的人工配置
当喷涂罐内浆液的液位不足时,操作工打开进水阀向罐内加水,同时从加料口向罐内倒入袋装的硫酸钡干粉(25 kg/袋);硫酸钡干粉的加入量取决于加水前后罐内的液位差(进水量),具体倒入包数由工人根据经验大致判断。在此操作模式下,不仅硫酸钡浆液的浓度难以稳定的控制;偶尔还会出现液位过低未及时发现导致喷涂系统无料可喷,以及配料时清水加入过多导致浆液从加料口溢流的操作失误。
1.3 浆液浓度对浇铸的影响
大幅波动的浆液浓度,必定对浇铸作业的稳定产生一系列不良影响。当浆液浓度过低时:在模面及内框形成的保护层厚度不够,将造成模温快速升高;模具中心的浇铸区域损耗明显加剧,严重时将出现“粘模”(模具表面局部熔化后与阳极板粘连)的事故[2];模具的内框极易粘结晃动的铜水,从而形成阳极板周边的飞边毛刺,降低产品质量。当浆液浓度过高时:不仅增加不必要的原料消耗,还会容易造成喷嘴及管路的堵塞;而且过厚的隔热层,过分地阻挡了热传递。一方面会延缓阳极板凝固速度,导致阳极板无法正常顶起与提取[3];另一方面会使模温逐渐降低,从而导致喷洒的浆液不能快速彻底蒸干,在浇铸时产生的少量水蒸气扰动铜水,致使阳极板表面不平整[4]。
2 全自动配料装置的技术方案
研制一种全自动配置硫酸钡浆液的装置,根据喷涂罐内浆液液位的变化,及时自动向喷涂罐内补充定量的硫酸钡干粉和水,使喷涂罐内浆液的液位保持在控制区间;硫酸钡干粉和水的加入量按设定比例精准控制,确保喷涂罐内硫酸钡浆液浓度维持稳定。该装置包含硫酸钡失重加料系统、自动定量加水系统,喷涂罐液位计、控制系统四部分,如图2所示。硫酸钡失重加料系统由失重仓、卸料阀、称重传感器、仓壁振动器等部件组成,通过卸料阀和失重计量装置组成的控制回路实现硫酸钡干粉的定量加入。自动定量加水系统由自动进水阀、流量计及连接管道组成,通过自动进水阀和流量计组成的控制回路实现清水的定量加入。喷涂罐液位计实时将液位数据反馈至控制系统。控制系统在液位降至下限时,依照设定的水料比,控制硫酸钡失重加料系统和自动定量加水系统进行加料,从而实现喷涂罐内硫酸钡浆液浓度和液位的自动精准控制。喷涂罐内浆液液位的上下限,以及配料的水料比,提前在控制系统进行设定,也可根据工况实时调整。
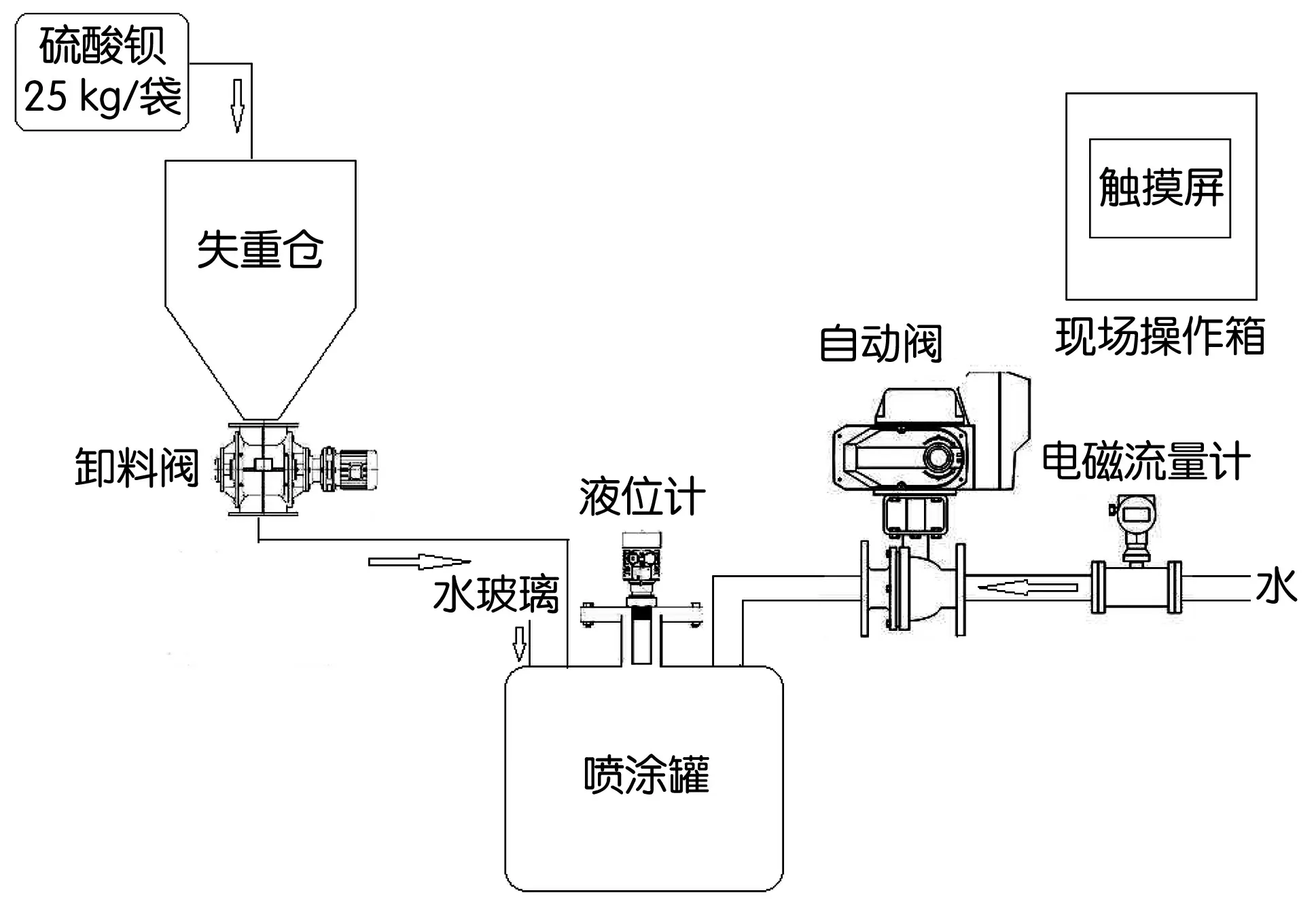
图2 硫酸钡自动配料流程
3 全自动配料装置的应用效果
新研制的全自动配料装置自动化程度高,浇铸前一次性将足量的硫酸钡干粉加入料仓,在浇铸期间无需再进行任何操作,由该装置全自动精准定量配料。既可使喷涂罐内浆液的液位保持在控制区间内,也能确保喷涂罐内硫酸钡浆液浓度维持稳定。该自动配料装置投入后,取得了以下效果。
3.1 降低了硫酸钡单耗
硫酸钡单耗是指浇铸每吨阳极铜所消耗硫酸钡的量,是圆盘浇铸工序重要的技术经济指标。单耗的越低每吨铜的冶炼成本越低,体现了工厂的工艺技术和生产管理水平。全自动的精准定量配料,浆液浓度稳定可控,杜绝了浆液浓度过高的情况,减少了不必要的浪费。硫酸钡改造前后单耗显著下降,改造前后硫酸钡单耗对比见表1。
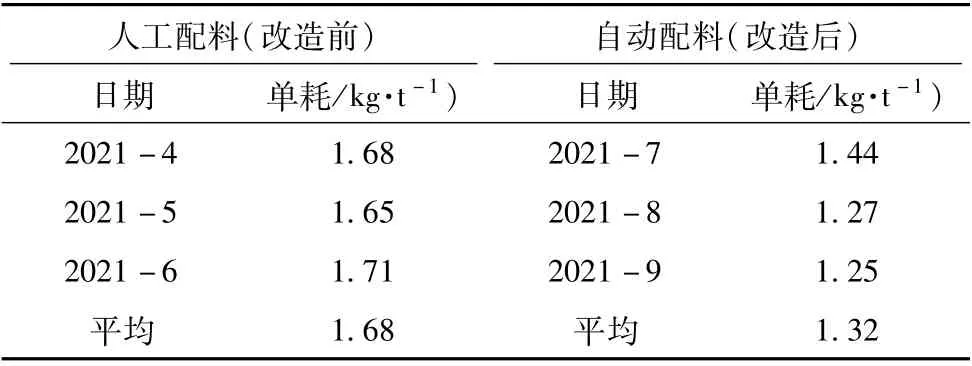
表1改造前后硫酸钡单耗对比
由表1可以看出,硫酸钡单耗由1.68 kg/t,降低至1.32 kg/t。贵溪冶炼厂熔炼一系统按月均浇铸4万t阳极铜计算,每月可减少硫酸钡用量14 t。
3.2 延长了铜模寿命
铜模寿命是指每块铜模所能浇铸阳极铜的量,同样是圆盘浇铸工序重要的技术经济指标。每月阳极铜浇铸量恒定的情况下,铜模寿命越长,当月所需要消耗的新铜模数量越少。全自动的精准定量配料,硫酸钡浆液浓度稳定可控,杜绝了因浆液浓度过低而导致模温过高的情况,大幅延长了铜模寿命[5],改造前后月均铜模寿命对比见表2。
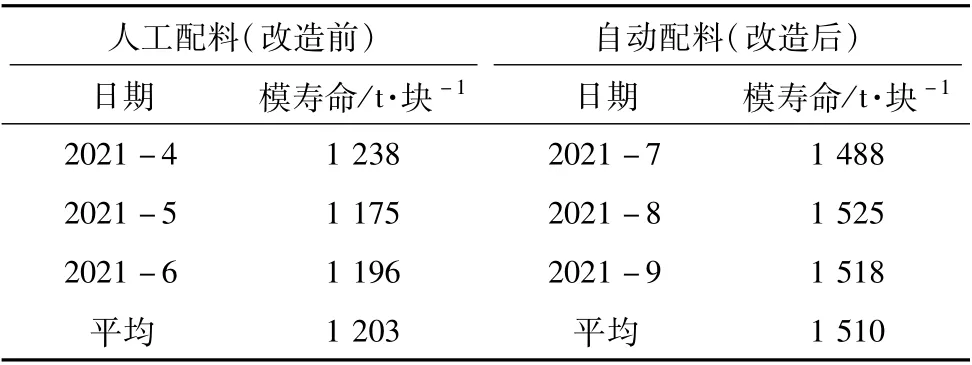
表2改造前后月均铜模寿命对比
由表2可以看出,月均铜模寿命由1 203 t/块,提高至1 510 t/块。贵溪冶炼厂熔炼一系统按月均浇铸4万t阳极铜计算,每月可减少铜模用量7块。每块铜模的加工成本约0.6万元,每月可减少模具成本4.2万元。
3.3 减轻劳动强度,便于操作
全自动的精准定量配料,只需要在浇铸前一次性将足量的硫酸钡干粉加入料仓,在浇铸期间无需再进行任何操作。不仅减少了工人的工作量,同时也杜绝了配料不及时导致自动喷涂无法作业和配料过量产生溢流的操作失误,有利于浇铸的稳定顺行。
3.4 降低阳极泥中硫酸钡的含量
浇铸工序硫酸钡用量的减少,阳极板表面硫酸钡的粘附量也相应减少,电解阳极泥中硫酸钡的含量也将相应降低,有利于稀贵车间改善生产指标,提升金银直收率[6]。
4 结束语
新研制的硫酸钡自动配料装置自动化程度高、定量精准可靠、可降低硫酸钡单耗、延长铜模寿命,减少工人劳动量。该设备投资规模小,安装简单;可利用浇铸间歇时间进行改造施工,不影响正常生产。铜冶炼厂的圆盘浇铸机应用该硫酸钡自动配料装置,可提升设备自动化水平,有助于工厂减少人员配置,降低辅料消耗,实现精细化生产。
猜你喜欢
化工管理(2022年14期)2022-12-02
小学生作文(低年级适用)(2022年9期)2022-09-28
建材发展导向(2022年3期)2022-04-19
快乐语文(2021年33期)2021-12-21
疯狂英语·新阅版(2021年5期)2021-06-21
企业改革与管理(2021年2期)2021-04-02
消防界(2020年19期)2020-12-07
电气技术与经济(2020年4期)2020-09-15
科技创新导报(2017年35期)2018-06-05
船海工程(2017年3期)2017-07-05
