偏心H型钢制作的质量控制及效率提高
2021-12-23 23:14郭诚王胜詹恒奎郝政鹏张羽韩晓飞
家园·电力与科技 2021年13期
郭诚 王胜 詹恒奎 郝政鹏 张羽 韩晓飞

摘要:介绍XY3629N型炉柱偏心H钢的组装、焊接、质量精度控制及其实现过程。通过相关工艺的阐述,为类似的钢结构的制作提供借鉴。
关键词:钢结构;施工技术;组装;焊接;质量控制
1工程概况
XY3629N型炉柱项目地点位于山西,由4套炉柱系统组成,钢结构总量约为500t。
2钢结构简介
整个项目中有80%的构件全部由偏心H型钢制作而成,共有3150件偏心H型钢。此工程偏心H型钢的截面小,偏心30mm,主要截面为:H300*160,H300*180,H300*200等。构件数量多,不对称施焊使构件变形大。
炉柱系统主要采用螺栓、螺杆连接,因其连接关系特点,故对钢构件制作精度要求较高,需保证构件制作精度,控制制作变形,控制定位尺寸,以保证安装时的有效连接。
生产工期仅为35天。
3工程难点
3.1材质:本项目钢结构材质均为Q235B,为碳素钢,本身材质表现较软,焊接过程中易变形。
3.2焊接设备:常有自动焊接设备,只能完成标准截面H型钢的焊接,对偏心H型钢无能为力。
3.3生产效率:因自动焊接设备无法使用,需人工焊接。人工焊接,生产效率低,焊接变形控制差,不能满足工期及质量要求。
3.4因其结构及使用特点,焊接变形是影响安装及使用的关键因素,焊接变形的控制是难点。
4设定目标
因上所述,研制出提高偏心H型制作效率的方法是关键。本公司QC小组重点攻关本项目的钢结构制作及质量控制。
4.1设定目标
目标1:经现场试验检测,人工焊接整体合格率仅为60%,合格率较低,因此工程的制作精度要求高,整体合格率应达到98%。
目标2:35天完成偏心H型钢的制作。
4.2可行性分析
此次制作的偏心H型钢截面较小,变形不易控制,加之国内外同行业内没有相匹配的机械设备,所以采用人工手动制作,构件质量很难达到合格标准。
如果采用相匹配的机械设备可大幅提高偏心H型钢的制作效率且质量也能得到保证。
5问题分析
确定主要问题后,针对“生产效率低”和“焊接变形难控制”这两大质量问题,小组成员对造成的原因,形象深入探讨、分析,从“人”“机”“料”“法”“环”“测”等几个方面,分析原因。
通过逐一分析确认,确定主要因素为“人工焊接速度慢且焊接操作不稳”及“设备不支持自动焊接”
“人工焊接速度慢且焊接操作不稳”:人工焊接速度与机械设备相比,焊接速度较慢。焊接时,应人体因素,在焊接过程中很难做到始终稳定。
“设备不支持自动焊接”:焊接局限,埋弧焊机只能焊一侧,另一侧采用人工焊接,导致偏心H型钢变形大。组立机无法完成组立,采用人工组对。矫直机无法完成矫正,矫正采用人工矫正。
6制定专项对策
通过问题分析,如何采用设备进行组立焊接才是关键。通过对设备的改造,可避免了人工操作时焊接速度慢,人工焊接操作不稳的要因。
7对策实施
7.1组立机完成组立
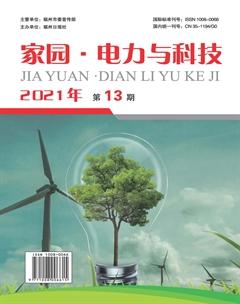
胎具研究理论数据A=B+C,由于H型钢为偏心结构,选择中心线为基准设置长边为A,短边为B,所差为A-B=C,打制时在盖板下垫制一块胎具,设置挡块边距为C,当夹紧时组立机设备中心线为A=B+C,刚好与正常H型钢打制数据符合。
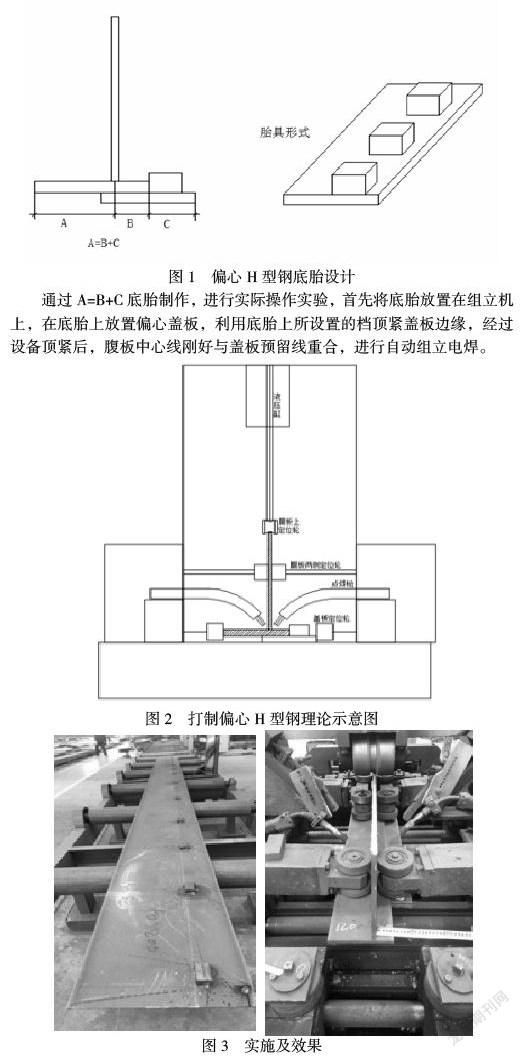
通过A=B+C底胎制作,进行实际操作实验,首先将底胎放置在组立机上,在底胎上放置偏心盖板,利用底胎上所设置的档顶紧盖板边缘,经过设备顶紧后,腹板中心线刚好与盖板预留线重合,进行自动组立电焊。通过对组立后的偏心H型钢进行尺寸测量,合格率达到100%,较比人工组对质量得到了很大的提高。
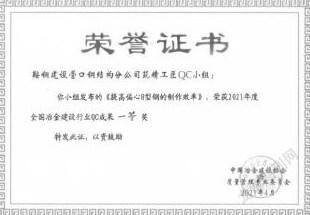
7.2埋弧焊机焊接局限改造偏心H型钢打制完成后进行龙门焊导轮改制,縮短导轮间距适合行走,就能正常的进行龙门埋弧焊焊接。通过对焊接完成的偏心H型钢的焊缝进行探伤,埋弧焊机焊接则可使焊缝合格率达到100%。
7.3矫直机完成矫正通过更换矫正机的滚轮,使其符合偏心H型钢的尺寸标准。矫直机校正相对比人工校正,节省了大量时间。矫直机校正后,对偏心H型钢进行测量,符合偏心H型钢的尺寸参数要求。
8实施效果及经济效益
8.1效果检查:工程效果:本工程共3125根偏心H型钢,其主焊缝质量及H型钢结构面尺寸从整体合格率60%提高到98.2%以上,超过目标值98%。
8.2效率提高:项目历时30天完成,比目标设定提前5天,明显提高生产效率。
8.3经济效益:通过采用胎具组立、设备焊接。人工费一项,即节省42.75万元,同时质量也得到保证。
9巩固
已将此次偏心H型钢的制作方法,机械设备参数调制的全过程汇编工法及专用技术,并获得企业及评定。
10结束语
通过详细的施工准备和施工过程控制,本工程的构件制作精度及焊接质量都达到了很高的水平,安装过程顺利,获得了安装单位及业主方的高度评价。同时本项目的技术措施与成果获得了由中国冶金建设协会颁发的QC成果一等奖。
参考文献:
[1]GB50205-2001钢结构工程施工质量验收规范
[2]GB50026-2007工程测量规范
[3]JGJ82-2002建筑钢结构焊接技术规程
[4]GB50661-2011钢结构焊接规范[5]GB-T50430-2007《工程建设施工企业质量管理规范》[6]GB/T33814-2017《焊接H型钢》
猜你喜欢
中国建筑防水·悦居(2016年12期)2017-01-12
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
居业(2015年16期)2016-02-24