
高线82B盘条同圈性能均匀性生产实践
2022-01-14 08:39帅虹全
新疆钢铁 2021年3期
帅虹全
(新疆八一钢铁股份有限公司轧钢厂)
前言
82B盘条属高碳硬线钢,主要应用于高层建筑、铁路、桥梁、大跨度“斜拉杆”及制作预应力混凝土输水管道构建等用途。其钢质要求纯净度高、非金属夹杂含量低,成品抗拉强度要求高并具备延伸率较高、组织均匀性好、松弛值低、预应力损失小和耐疲劳性能优良等特点。82B盘条作为高强度预应力钢丝和钢绞线的典型用钢,其生产过程要求极其严格。八钢公司于2010年开始生产82B盘条, 经过工艺和设备的改进,质量提升,产品得到用户认可, 目前月生产量过万吨。
82B盘条用户反馈,在下游拉拔生产过程中, 偶尔会出现脆性笔尖状断裂、局部性能偏低等质量问题。为此,生产厂对82B盘条的生产过程跟踪取样检验分析, 认为盘条脆性笔尖状断裂、局部性能偏低的原因是由于生产过程中轧件在风冷线上同圈钢卷的冷却不均匀,同圈性能强度散差大,金相组织偏差大造成的。
1 缺陷描述及原因分析
试样金相组织:在下游用户拉拔现场观察,拉拔时偶尔有拉拔断现象,断口呈笔尖状(见图1、图2)。在断口处取试样1处进行金相检测,结果发现试样1心部有网状渗碳体组织,而且索氏体含量约70%(见图3);另外从盘条距断口一米处取正常未断试样2做组织检测,结果未发现网状渗碳体组织,索氏体含量为85%(见图4)。
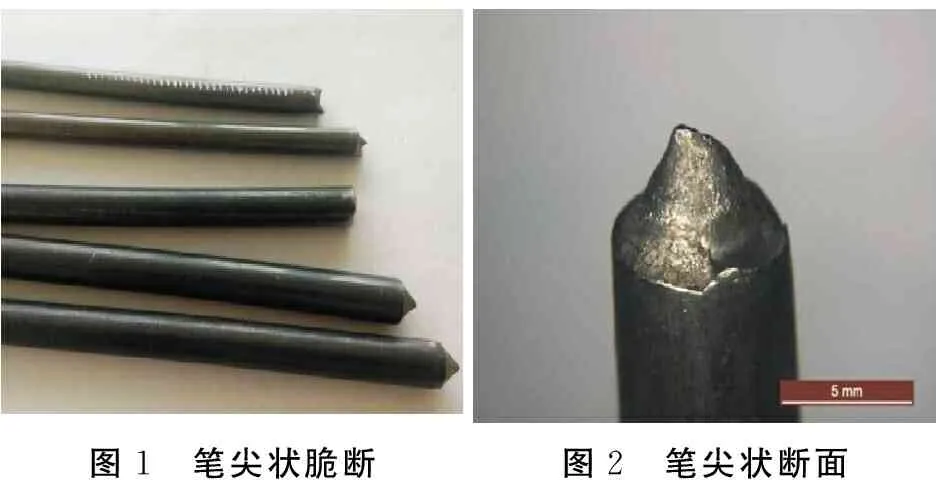
图1 笔尖状脆断 图2 笔尖状断面
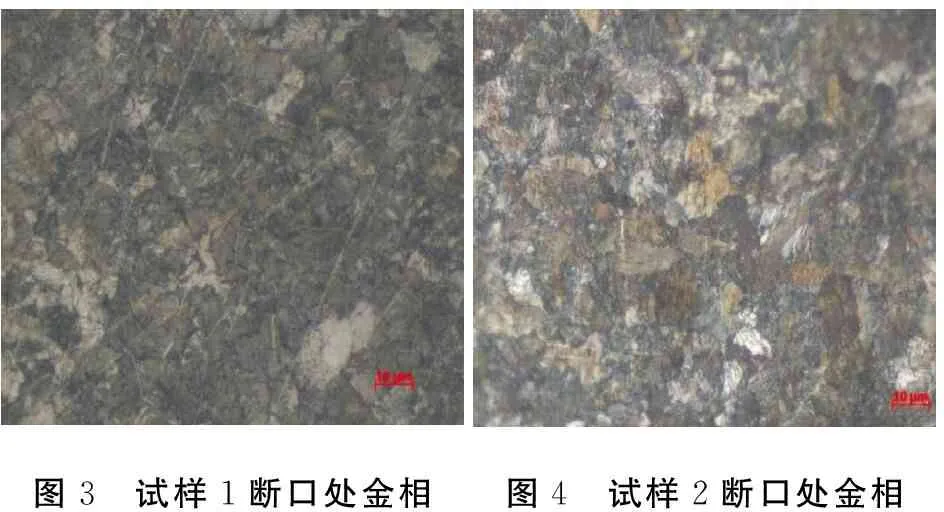
图3 试样1断口处金相 图4 试样2断口处金相
试样的力学性能:反查试样1所对应批号钢的力学性能试验数据,发现其同圈性能抗拉强度散差较大,超过50MPa。
1.1 金相组织的影响
82B属过共析钢 (碳远高于共析点) ,当轧后冷却速度较慢,盘条中心的先共析相—渗碳体就会沿奥氏体晶界析出而成封闭网状。渗碳体硬度很高,塑性很差,伸长率和冲击韧度几乎为零,是一个硬而脆的组织,会使晶界脆化[1]。拉拔时极易在此处形成微裂纹,导致应力集中,阻碍其他部位变形,沿晶界扩展,最后发生脆性笔尖状断裂[2]。从试样1的断口形貌和金相组织结果可判断试样1断裂是由于轧件在轧后风冷过程中芯部冷却过慢形成网状渗碳体组织造成的;而试样2未发生断裂且未发现网状渗碳体组织说明试样2的冷却速度良好,而整个轧件在轧后风冷过程中冷却不均匀。同圈力学性能中抗拉强度散差大的现象进一步说明轧件在轧后风冷过程中存在冷却不均匀现象。
1.2 风冷线风机对轧后冷却均匀性的影响
八钢1高线采用带有佳灵装置的斯太尔摩形成风冷,82B成品的金相组织和性能情况最终有在风冷线上的冷却速度决定。成圈线材平铺在风冷线辊道时,辊道两侧的线卷相互搭接较为密集,辊道中间的线卷间距较大(见图5)。风机冷却时搭接点处的线卷冷却较慢,非搭接点的线卷冷却较快造成同圈线卷的冷却不均匀,同圈性能抗拉强度散差较大,冷速慢的区域出现网状渗碳体组织。
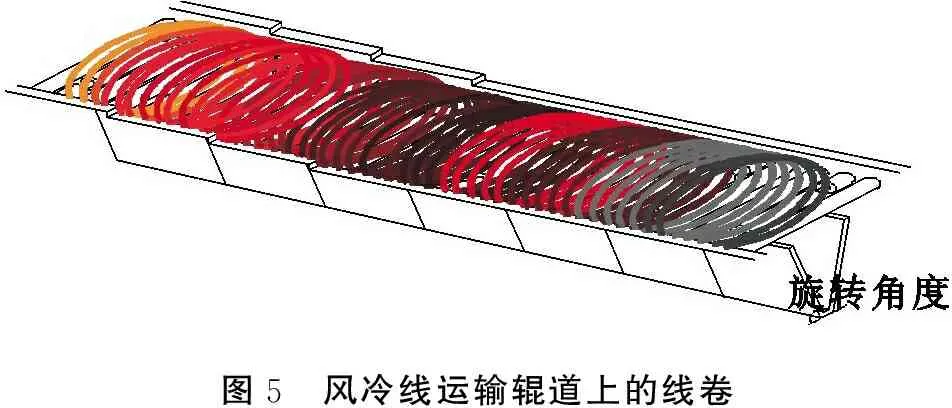
图5 风冷线运输辊道上的线卷
2 改进措施
2.1 调节风冷线佳灵装置
风冷线上钢卷的冷却均匀性主要靠调节佳灵装置和加设白辊实现。佳灵装置是一种呈“V”字形折板,通过调节两片折板间角度可调整边部和中部出风口大小达到调节边部和中部风量的目的。如图6所示,风从佳灵装置底部向上吹,调整佳灵装置夹角角度控制折板与风冷线边墙距离改变边部出风口大小,控制边部风量大小。
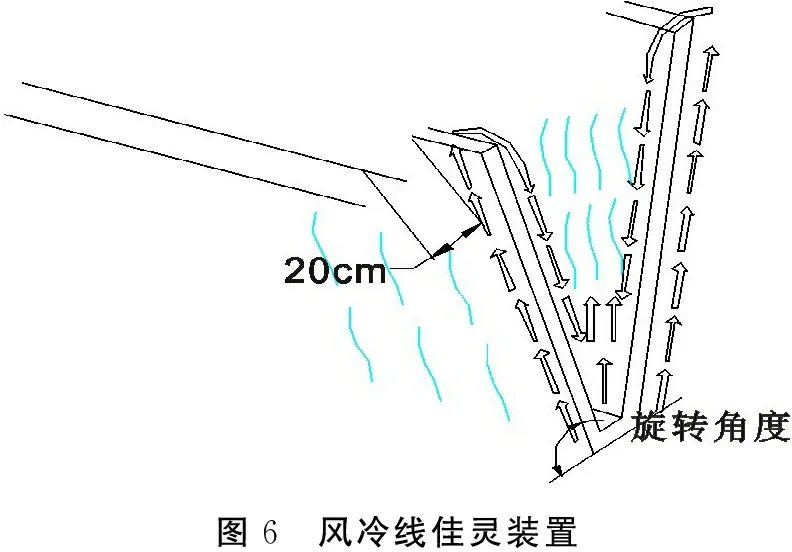
图6 风冷线佳灵装置
2.2 在风冷线辊道间加置白辊
在风冷线辊道间加置白辊,使风量一部分从白辊哑铃状出口向上冷却线卷边部;一部分风量受白辊阻碍变向向佳灵装置底部流动,又折返向上流动,冷却线卷中部(见图7)。安置白辊的数量和优化位置分布是另一种调节风冷均匀性的手段。
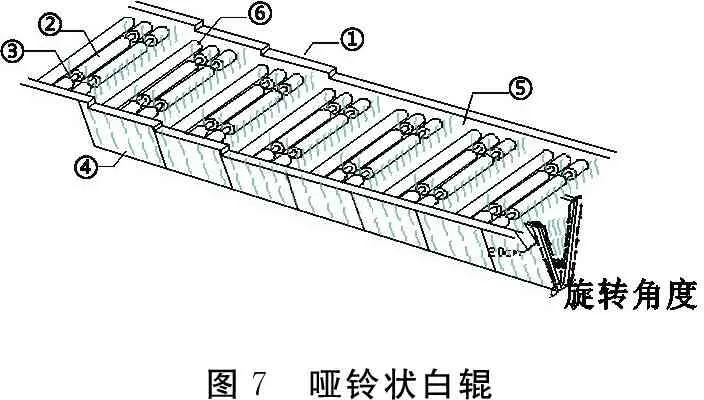
图7 哑铃状白辊
3 措施实施后的效果
具体措施的实施:(1)根据风冷线线卷冷却温度色差的变化,将1~18#风机佳灵折板夹角进行调整,将折板距风冷线边部的宽度调整至最佳(最终宽度值如表1)。
(2) 风冷线每段辊道间隙处按“装2空1”原则加装白辊,即安装两个白辊空一个位置。
(3)在风冷线第二个跌落段附近加装了防跑偏立辊,生产时将线卷布在风冷线辊道中间,线卷沿风冷线中心线运输。
改进后,检测风冷线边部风速和中部风速如表2所示,线卷中部较两侧容易冷却,因此将中部风速调至两侧风速约60%。
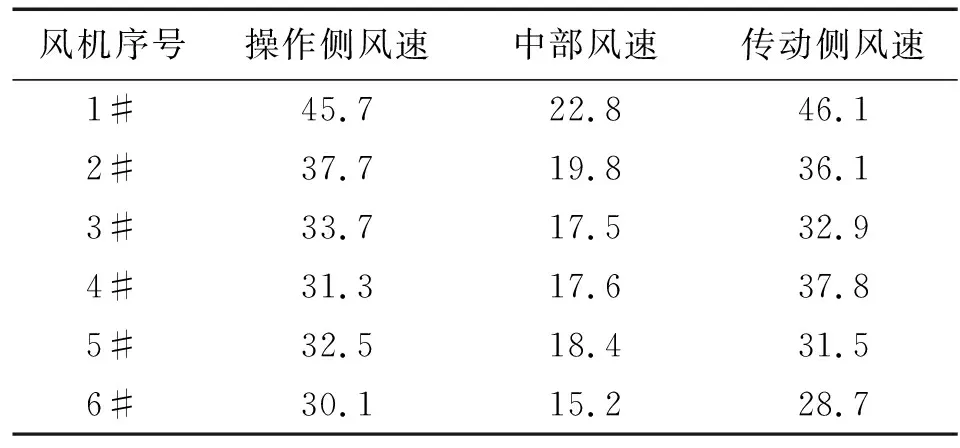
表2 风冷线各段边、中部风速值 m/s
观察线卷在风冷线冷却温度色差:线卷中部和边部温降速率从色差看接近一致,同时返红,相变开始和结束时间基本一致。
改进后金相检测结果见表3,检测盘条芯部多为不封闭的半网,全封闭的网状渗碳体甚少,金相组织得到大幅度改善。
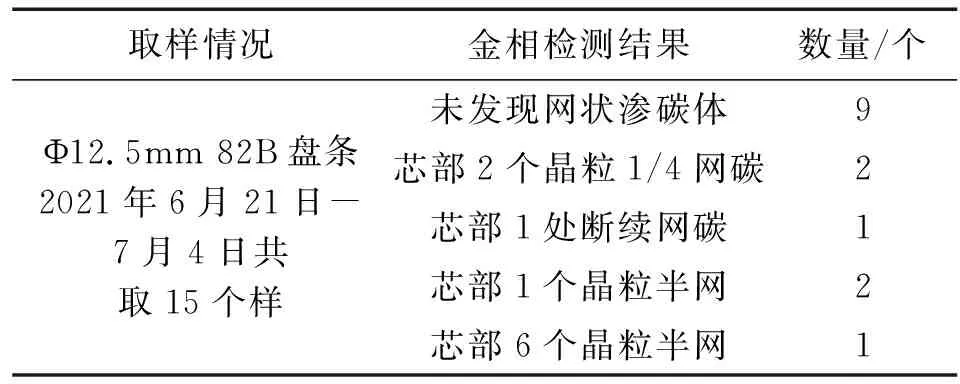
表3 金相检测结果
工艺调整后同圈抗拉强度散差有明显的改善,同圈抗拉强度散差可达到20MPa以内,见图8。
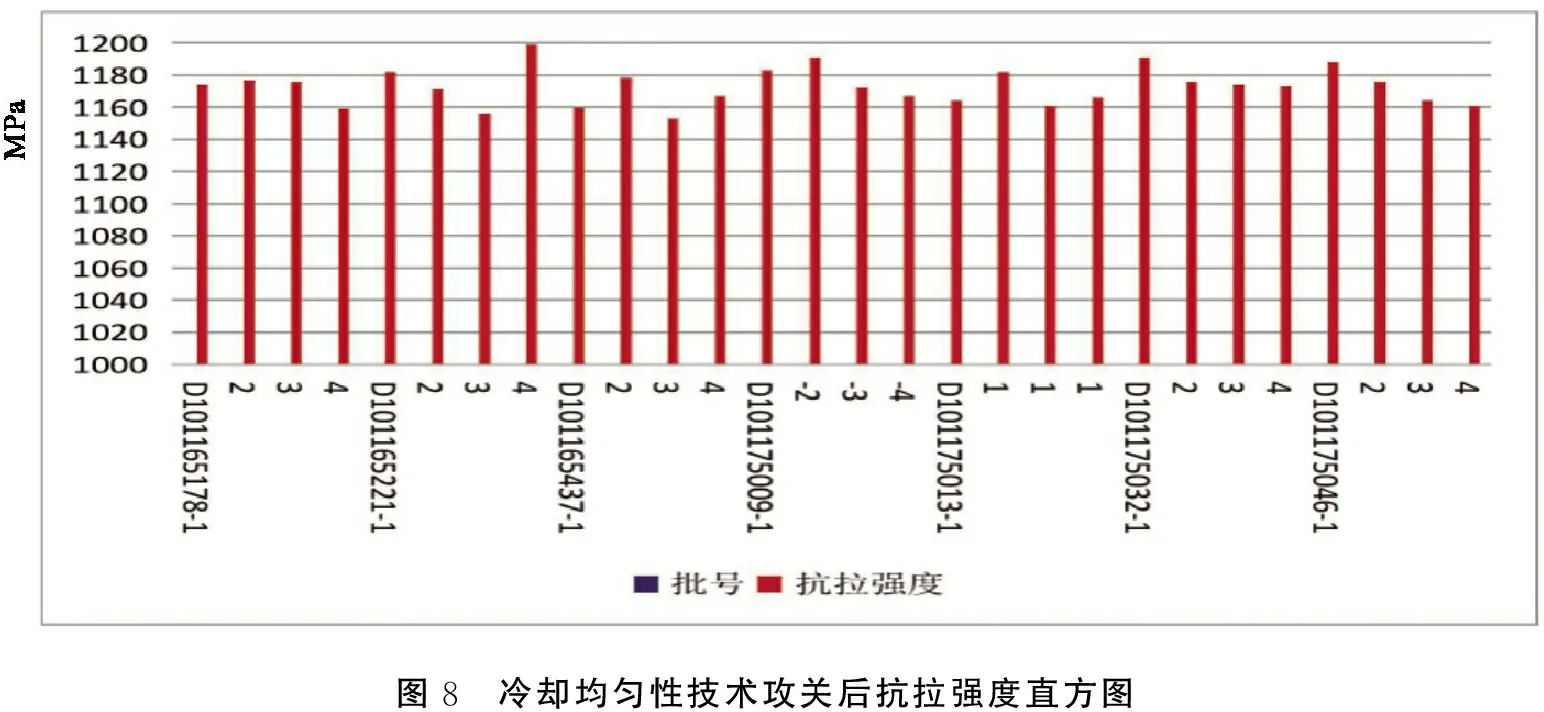
图8 冷却均匀性技术攻关后抗拉强度直方图
4 结束语
分析认为,82B线卷在风冷线冷却时,辊道中间与两侧的线卷冷却速度不一致,在风量调节不当时会造成线卷冷却不均匀。冷却缓慢区域易产生网状渗碳体组织,造成在下游拉拔时脆性笔尖状断裂。
改进后的生产实践表明:(1)根据风冷线线卷冷却温度色差的变化,调节风机佳灵折板夹角,合理分配辊道中部与两侧的风量可有效提高线卷的冷却均匀性;(2)合理安置白辊的数量和优化位置分布能进一步提高线卷在风冷线上的冷却均匀性。
猜你喜欢
西安工程大学学报(2022年4期)2022-08-27
煤矿现代化(2022年4期)2022-07-14
汽车实用技术(2022年12期)2022-07-05
汽车实用技术(2022年12期)2022-07-05
防爆电机(2022年3期)2022-06-17
昆钢科技(2022年1期)2022-04-19
防爆电机(2022年1期)2022-02-16
科学与生活(2021年4期)2021-11-10
少儿画王(3-6岁)(2021年2期)2021-09-13
发明与创新·中学生(2020年6期)2020-06-22
