
半自动呼吸阀口罩打阀机设计
2022-01-18 03:02陈冠峰
机械工程与自动化 2021年6期
陈冠峰
(厦门大学嘉庚学院,福建 漳州 363105)
0 引言
呼吸阀口罩是为了人们的健康而设计的,用于阻止空气中不可见或可见的有害物质进入人体[1]。呼气时阀片受排出气体的正压吹开,迅速将废气排出,降低戴口罩的闷热感;吸气时阀片受负压会自动关闭,以阻止吸进外界的有害物质。
因全自动化口罩生产线造价和维护成本较高,在传统的呼吸阀口罩生产线中依旧采用人工填装呼吸阀,存在生产效率低及工人容易受伤的现象。为此,本文设计了一款半自动呼吸阀口罩打阀机,代替人工自动完成呼吸阀的装填,实现呼吸阀与无纺布口罩的焊接,提高呼吸阀安装的生产效率、避免人员对呼吸阀的直接接触,减少口罩污染、确保操作人员人身安全。
1 半自动呼吸阀口罩打阀机机械机构设计
为提高口罩的生产合格率、生产效率和设备的稳定性,采用电压式振动料盘送料,通过调节电压振幅和频率控制送料速度,由料盘、真空吸盘、水平推动气缸和垂直顶料气缸组成气动输送装填装置;采用超声波焊接,在超声波振动条件下完成呼吸阀与口罩的熔融结合[2]。半自动呼吸阀口罩打阀机的整体结构如图1所示。
1.1 超声波焊接装置设计
超声波焊接是利用频率万次以上的高频振动波传递到焊接元件表层,在焊接气缸压力的作用下让接触表面相互摩擦,由摩擦生热熔融结合,达到一定的焊接效果时,保持作用压力一段时间,使得焊接区域得以冷却固化,从而紧密地将两个接触表面结合到一起[3,4]。
超声波振动部分由换能器、变幅杆、焊头三部分组成,下模具安装在超声波变幅杆上,再将其结合体固定于连接板上,连接板通过螺杆螺母调节其水平高度。上模具上下活动,上模具与下模具接触加压时,超声波发生器启动,开始焊接口罩本体与呼吸阀,当焊接气缸回到原点位置时,再输送装填呼吸阀。上型腔模具由焊接气缸驱动,调整气缸进气压力,控制焊接压力的大小,调节调速阀可灵活改变气缸伸缩速度。超声波焊接装置如图2所示。

1-超声波焊接装置;2-气动输送装填装置
1.2 气动输送装填装置的设计
气动输送装填装置主要由送料气缸、顶料气缸、导轨、滑块、料盘、真空吸盘等组成[5],如图3所示。利用真空吸盘3吸附固定呼吸阀并定位在料盘2中,直线导轨7和滑块6及送料气缸5、顶料气缸4配合完成输送。选型采用标准化零部件,方便采购配套的标准气动、机械、电气接口及进行维护。

1-焊接气缸;2-上模具;3-下模具;4-工作台;5-变幅杆;6-超声波振子;7-气缸安装板;8-支撑柱;9-底板

1-顶料支架;2-料盘;3-真空吸盘;4-顶料气缸;5-送料气缸;6-滑块;7-直线导轨
吸盘直径越大吸附力越大,料盘设计也需变大,但料盘过大影响呼吸阀定位准确度,考虑呼吸阀体积及重量,结合真空吸盘直径及吸盘与呼吸阀底面最大静摩擦力的关系,选用直径为25 mm平型带肋类型的硅橡胶真空吸盘,型号为ZP-25-CS。气动输送装填装置选型见表1。

表1 气动输送装填装置选型
根据吸盘型号设计料盘,并将料盘一侧设计较长横臂,料盘送料过程利用横臂阻挡后序呼吸阀排出,料盘结构如图4所示。
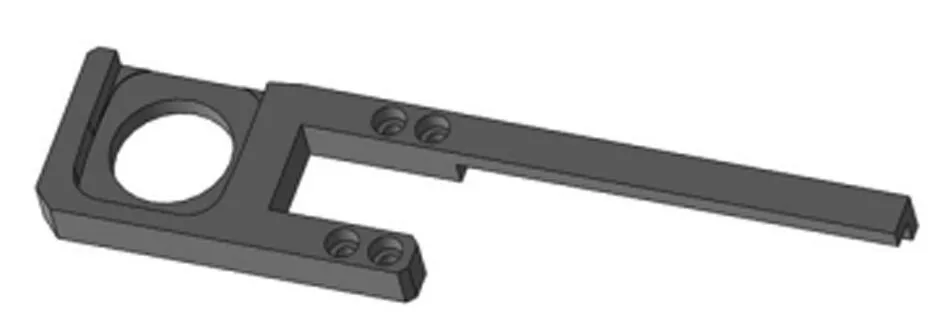
图4 料盘结构
2 气动系统设计
气动回路主要由气源、净化调节装置、各电磁控制阀以及各执行气缸组成,气动原理图如图5所示。气动系统采用双作用气压缸双向调速控制回路,配有3个二位五通先导单电控电磁阀分别用于控制送料气缸、顶料气缸、焊接气缸两侧的通气状态,从而决定伸出或者退回两者状态之间的切换;2个二位二通电磁阀用于控制真空发生器产生真空条件与迅速破坏真空吸盘的真空状态;气源三联件空气包括减压阀、过滤器、油雾器,减压阀可对气源进行降压稳压,使气源压力保持相对稳定。

1-送料气缸;2-顶料气缸;3-焊接气缸;4-真空发生器组件;5-真空吸盘;6-二位二通电磁阀;7-减压阀;8-气源三联件;9-二位五通气动电磁阀
3 电气系统设计
3.1 硬件设计
电气系统硬件由主电路和控制电路组成,控制系统以PLC为核心。主电路图如图6所示,交流电源220 V进线首先经过空气断路器,再由旋钮开关选择是否接通主接触器KM1,供电给开关电源、PLC以及主要的用电设备。各线路配相应规格的保险熔丝,保证电路的安全运作。振动盘供电接触器KM2由中间继电器控制。

图6 主电路图
选择采用台达DVP-40ES系列PLC作为控制主机,其主机自带24 V电源,但是其功率有限且损坏难以更换,输入输出设备数量多,所以输入输出设备选择外部开关电源供电,输入点信号为直流电源流入共享端S/S即SINK接法。PLC外部接线图如图7所示。

图7 PLC接线图
3.2 控制系统程序设计
半自动呼吸阀口罩打阀机的控制系统由PLC和触摸屏HMI组成,下位机PLC实现各传感器信号的接收处理,对各电磁阀直接控制;上位机触摸屏HMI监控各装置运行状态,能够实现对PLC控制命令的发送及数据读取,两者之间通过RS232通讯串口实现通讯[6]。
半自动呼吸阀口罩打阀机控制程序由PLC和触摸屏HMI程序两部分组成,PLC程序使用台达公司编程软件WPLsoft2.46用梯形图语言编写,触摸屏画面用威纶通EB8000软件组建。
3.2.1 控制流程分析
半自动呼吸阀口罩打阀机有自动和手动两种装填呼吸阀模式,自动模式下整个装填过程全部自动完成,系统工艺流程如图8所示。开始由振动机构将呼吸阀挑选整理后依次送入轨道排列等待提取,进入送料盘的呼吸阀由料盘底部的真空吸盘吸附固定,接着由送料气缸推送料盘至上模具型腔下方,顶料气缸推送真空吸盘向上运动完成装填呼吸阀动作后依次退回;然后由人工放置口罩到超声波下模具上,最后由焊接装置完成呼吸阀与口罩的焊接工作;取下口罩,延时,进入下一个工作循环。其中的焊接工艺流程如图9所示。根据工艺流程制定的程序流程框图如图10所示。

图8 系统工艺流程

图9 焊接工艺流程

图10 程序流程框图
3.2.2 梯形图设计
PLC程序按梯形图从上到下、从左到右的顺序执行程序。程序采用环环相扣的设计思路,即一个触发条件会接通一个保持电路,而保持电路会切断上一个电路,又接着触发下一个电路,直到最后的电路触发最开始的电路,最终不断循环这个过程。程序中还增加了安全保护触发条件,只有在检测到有口罩放置在工位时才可以进行焊接操作。料盘部分也配备相应的传感器检测是否有呼吸阀,否则不进行装填动作。
程序设计中使用了多个10毫秒单位的停电保持计时器,用来设置装填焊接动作的时间参数,配合HMI数值输入元件的数值限制,可将时间输入控制在合理范围,有效避免了误输入造成设备损坏。使用两个停电保持计数器用来计入总产量与开机后的产量,使产量的记录与管理变得简单容易。经过仿真调试,此次设计的梯形图实现了设想的功能。
使用台达WPLsoft2.46编程软件编辑的部分梯形图[7]如图11所示。

图11 部分梯形图程序
3.3 人机界面HMI组态设计
人机界面不仅要满足设计的功能要求,还需满足界面的外观按钮便于操作者的操作。
3.3.1 主界面设计
主界面可以通过界面下方按钮控件直接跳转到相应的子界面,是日常操作的主要窗口,由相应的时间日期显示、计数、各种操作控件组成,如图12所示。

图12 主界面
3.3.2 参数设置界面设计
参数界面主要是时间定时器的时间设置,定时器为10毫秒基准调整单位,精准调整时间,配合HMI数值输入元件的数值限制可将时间输入控制在合理范围,如图13所示。

图13 参数设置界面
设计制作的半自动呼吸阀口罩打阀机如图14所示。经调试,设备运行稳定,故障率极低,可以长时间工作。

图14 设计制作的半自动呼吸阀口罩打阀机
4 结论
按照本文的设计思路制作的半自动呼吸阀口罩打阀机可实现8个/min呼吸阀口罩的焊接,在确保口罩焊接合格的同时,极大提高了口罩焊接的速度。使用该设备后可减少人员投入,降低生产成本,为大批量生产优质口罩提供一种实现方法。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
北京航空航天大学学报(2021年6期)2021-07-20
装备制造技术(2021年1期)2021-05-21
模具制造(2019年4期)2019-06-24
测控技术(2018年9期)2018-11-25
成都工业学院学报(2017年2期)2017-06-28
电子制作(2016年15期)2017-01-15
科技创新导报(2016年9期)2016-05-14
制造技术与机床(2015年10期)2015-04-09
凿岩机械气动工具(2014年3期)2014-03-01
