甲烷制冷压缩机中间体连接螺柱断裂原因分析
2022-01-26 09:19王杜娟
全面腐蚀控制 2022年1期
王杜娟
(中国石油化工股份有限公司天津分公司,天津 300271)
0 引言
某车间发现甲烷制冷压缩机的一级活塞盖沿活塞运动方向的振动从4月份测量值的5.0mm/s增加到7.8mm/s(现场用测震笔测量),车间随即对一段中间体与缸体连接螺柱进行检查(该部位螺柱多次断裂),发现有3根螺柱已发生断裂,断裂位置如图1所示。断裂螺柱材质为42CrMoE,已连续使用了 半年。
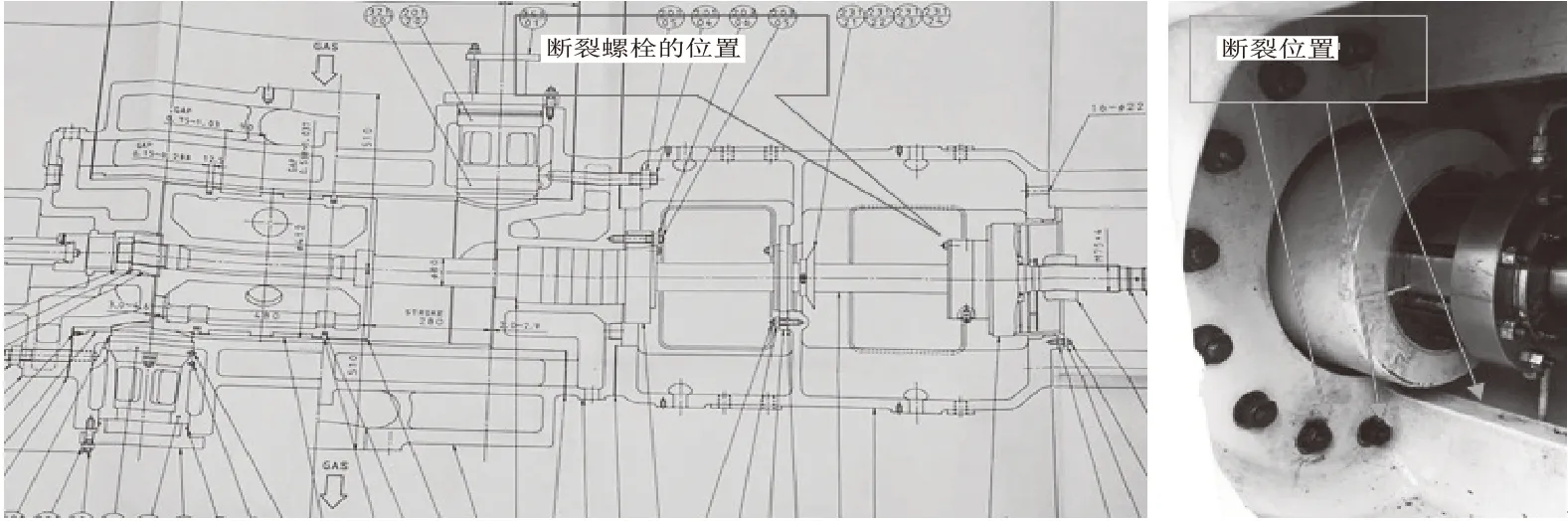
图1 断裂螺柱的位置
该甲烷制冷压缩机是进口设备,断裂部位的螺柱最早是随整机进口。本次断裂螺柱是更换后的国产螺柱。
1 检验检测
1.1 宏观检验
对送检的3根螺柱进行宏观检验。2根螺柱的断裂位置在螺纹处,1根位于光杆处,如图2所示,3根断裂螺柱对应的宏观断口如图3所示。3根螺柱的光杆处机加工痕迹均较明显。从断口上可以看出,断裂在螺纹处的断口呈台阶状,断裂在光杆处的断口较平齐。3个螺柱的断口均呈现疲劳断裂特征。在螺纹处断裂的断口的疲劳源有多个,疲劳源位于螺纹根部。在光杆处断裂的断口疲劳源为表面机加工痕迹处。

图2 压缩机螺柱断裂位置

图3 三个断裂螺柱对应的宏观断口
1.2 体视显微镜观察
对3个断口在体视显微镜下进行观察,断口形貌如图4所示。螺纹处断裂的断口上,疲劳源位于螺纹根部,光杆的则位于机加工痕迹处。

图4 体视显微镜下断口形貌
1.3 化学成分分析
选取一根螺柱取样进行化学成分分析,结果如表1所示。符合GB/T 3077-2015《合金结构钢》标准对42CrMoE的要求。

表1 断裂螺栓的化学成分分析结果
1.4 硬度检测
选取一根螺柱进行硬度检测,硬度平均值240HB,参照GB/T 3098.1-2010《紧固件机械性能》中要求8.8级螺柱的硬度值245~316HB,检测结果硬度值偏低。
1.5 力学性能检测
由于送检的螺柱长度不足,且车间没有同批次的螺柱,故无法进行力学性能检测。
1.6 金相检验
选取2根螺柱进行金相检验,金相组织为回火索氏体+铁素体。组织未见明显异常。
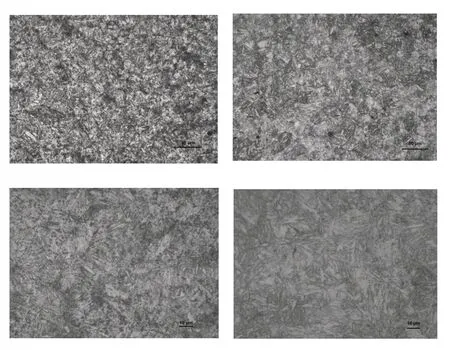
图5 螺柱金相照片
1.7 工况分析
据厂方介绍,螺柱断裂前一个月,压缩机一级活塞盖沿活塞运动方向的振动从5.0mm/s增加到7.5mm/s(现场用测震笔测量),随后发现送检的3根螺柱已发生断裂。紧急停机处理后振值为 6.2mm/s。
以往该部位的螺柱曾多次断裂。首次断裂发生在本次断裂22个月前,共2条,为日本原装,断裂部位位于底部筋板两侧。更换为35CrMo材质的螺栓后,在相同位置又发生了4次断裂,时间分别为本次断裂前的16个月、14个月、12个月及6个月。后更换为42CrMoE材质的螺栓后再次发生断裂。这5次螺柱断裂前机组的振动值均发生突变。
从最开始日本随整机进口的螺柱断裂后更换过35CrMo和42CrMoE两种材质的螺柱,均发生短时间的断裂,断裂位置均位于6点钟方向底部筋板两侧。
本次断裂后在现场发现压缩机在与螺柱断裂对应位置的支撑有开裂(压缩机共4处支撑),此时在中间体垂直位置用测震笔进行振动测量,振动值为2.1mm/s。对开裂的支撑进行补焊后,振动值降为1.5mm/s,支撑开裂部位及补焊如图6所示。初步分析支撑开裂补焊后降低了振动值。
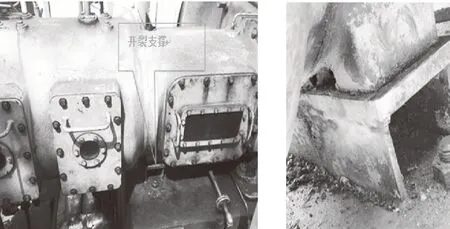
图6 与压缩机断裂螺柱对应位置支撑开裂及补焊后照片
汇总部分中间体垂直位置的振动值,如表2所示。从表2可以看出,①压缩机的中间体垂直位置的振动值波动较大,在1.4~2.4mm/s间波动。2.4mm/s的数值出现在本次螺柱断裂的同一天;②对支撑补焊后,振动值降低为1.5mm/s,一周后测得的振动值为1.6mm/s,基本保持平稳;③压缩机的振动值较 平稳。

表2 断裂螺栓的硬度检测结果(HB)

表2 中间体垂直位置振动测量值(mm/s)
2 失效分析
从检验检测可知,断裂螺柱的材质符合标准要求,硬度值稍低于标准要求,金相组织正常。
宏观检验及体视显微镜观察可知,3根螺柱的断裂均为疲劳断裂。2根螺柱的断裂位置在螺纹处,1根位于光杆处,螺纹断裂的断口的疲劳源有多个,疲劳源位于螺纹根部。光杆断裂的断口疲劳源为表面机加工痕迹处。螺纹根部及机加工痕迹明显部位均存在形状突变,这些形状突变部位在使用过程中容易形成应力集中并产生疲劳源。
从断裂螺柱的安装位置及支撑开裂后补焊等分析,螺柱断裂与压缩机异常振动有关,不排除支撑开裂对其的影响。
综上所述,断裂螺柱使用过程中承受较大的振动,形状突变位置产生应力集中并萌生疲劳裂纹源,并在使用过程中发生扩展,最终断裂。压缩机异常振动是螺柱断裂的主要原因,螺柱的机加工痕迹较明显及硬度偏低是断裂的次要原因。
3 结论
螺柱断裂是疲劳断裂。压缩机异常振动是螺柱断裂的主要原因,螺柱本身机加工痕迹较明显及硬度偏低是断裂的次要原因。
4 意见及建议
(1)监控压缩机的振动在设计范围内;
(2)对要更换上的螺柱进行宏观检查及理化性能抽查,加强螺柱的制造质量控制:如螺柱表面光洁度、硬度、金相组织等,排除由于螺柱本身材质等造成的断裂;
(3)利用检修等机会,举一反三,检查其他部位螺柱等零部件。
猜你喜欢
全面腐蚀控制(2022年7期)2022-08-12
中国药学药品知识仓库(2022年10期)2022-05-29
宁夏电力(2022年1期)2022-04-29
课程教育研究(2021年24期)2021-04-14
科学与财富(2018年22期)2018-08-18
山东工业技术(2018年9期)2018-05-26
智能制造(2017年5期)2017-10-11
物联网技术(2016年11期)2017-01-12
股市动态分析(2015年12期)2015-09-10
中小企业管理与科技·中旬刊(2014年10期)2015-02-03