
某汽提塔存料罐内表面聚四氟乙烯衬里失效原因分析
2022-02-04 10:12王红源胡利晨张子健胡炜炜陈幸凯
化工装备技术 2022年6期
王红源* 胡利晨 卢 鑫 金 伟 张子健 胡炜炜 陈幸凯
(1.宁波市特种设备检验研究院 2.宁波市劳动安全技术服务有限公司)
0 引言
聚四氟乙烯(PTFE)是一种常用的压力容器衬里,具有较好的化学稳定性,可以耐强酸、强碱、强氧化剂腐蚀,也是压力容器常用的防腐蚀内衬。但经过长期运行后,聚四氟乙烯衬里会产生各种各样的失效模式,例如內瘪、鼓泡、开裂、渗透等,这些失效情况都会严重威胁压力容器的安全运行,因此TSG 21—2016《固定式压力容器安全技术监察规程》专门设置了针对非金属衬里的检验方法和安全状况等级评定。本文通过对一台内表面聚四氟乙烯衬里失效的汽提塔存料罐进行分析,归纳总结了失效原因,可为今后检验人员处理类似非金属衬里的压力容器提供参考。
1 汽提塔存料罐基本概况
2019年12月,对某大型化工企业一台氯乙烯(VCM)汽提塔存料罐进行了定期检验,其基本情况详见表1。查阅该设备上个周期的定期检验报告后可知,设备未发现超标缺陷。
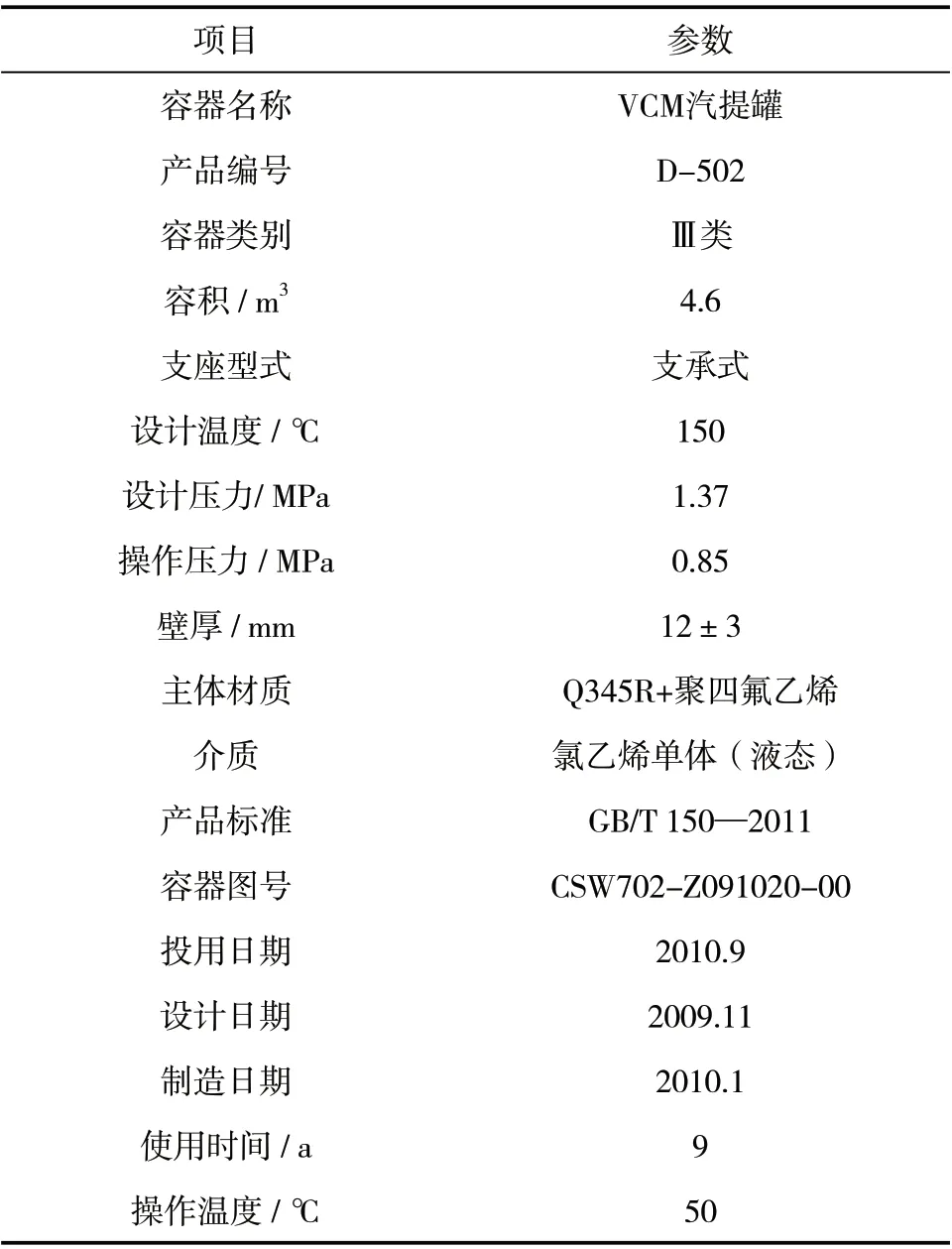
表1 设备主要参数
2 检验过程与缺陷情况
本次检验根据设备结构、实际使用情况、损伤模式及失效模式,依据TSG 21—2016标准制定检验方案,通过人孔处进行宏观检查后发现,内表面环焊缝衬里聚四氟乙烯破损、脱落,如图1所示。针对发现的问题,对使用单位进行了反馈及技术交流,与相关人员进一步确定该台设备的损伤情况,为了方便检验和事后返厂修理,将该设备吊装到平整空地上。企业也确定需将衬里更换,随后检验人员穿软鞋进入罐内检验,发现下封头处有大鼓包,包内有大量白色固状的介质渗透到了筒体受衬面,如图2所示。上封头接管处内衬存在分离及鼓包,如图3所示;周边还发现多处内壁衬里鼓包,如图4所示。虽然VCM氯乙烯单体无明显腐蚀性,本次检验还是对内壁筒体腐蚀情况进行了检验,在将衬里去除后,对内表面发生介质泄漏出的筒体环纵缝及母材进行了表面检测和宏观检查,如图5和图6所示,内表面存在多处点腐蚀,表面粗糙,焊缝处还存在断续未焊透及未熔合等缺陷,壁厚测定筒体壁厚最小为11.7 mm,衬里厚度最小为2.6 mm,未发现明显腐蚀情况。经超声检测(UT)和外表面检测未发现超标缺陷及明显异常,也未发现泄漏痕迹。

图1 PTFE破损、脱落

图2 介质渗透图

图3 PTFE鼓包

图4 PTFE分离

图5 母材内表面

图6 母材内表面点蚀
3 缺陷产生的原因分析
3.1 设计缺陷解析
查阅该设备的质量证明书可知,设计标准为HG 20536—1996《聚四氟乙烯衬里设备》,但标准号存在错误,应为HG 20536—1993《聚四氟乙烯衬里设备》,该标准中规定了适用范围:设计压力为≤0.6 MPa,与该设备实际设计压力1.37 MPa不符,故该设备设计标准有误。随后查阅TSG 21—2016《固定式压力容器安全技术监察规程》、GB/T 26501—2011《氟塑料衬里压力容器通用技术条件》和HG/T 4088—2009《塑料衬里设备 通用技术条件》,HG/T 4088—2009标准于2009年7月1号实施,规定了公称直径和衬里材料选择的最小衬里厚度,该设备聚四氟乙烯衬里最小厚度为3.5 mm,而该设备设计日期为2009年11月,实际衬里厚度为3 mm,不符合相关标准要求。TSG 21—2016标准要求筒体上应当设置泄漏信号指示孔。相关标准要求衬里设备壳体上,每节应轴向对称均布2~4个直径为中2~3 mm的排气检漏孔。实际检验中未发现泄漏信号指示孔,因此未及时发现该设备的衬里损坏,导致介质泄漏。
3.2 失效原因分析
该设备如图1所示,衬里聚四氟乙烯破损,脱落发生在环缝上,该环缝的连接形式为热压搭接,搭接宽度为15 mm,不满足相关标准中不小于20 mm的要求,导致了搭接处结合能力不足,抗拉强度低,衬里分离,密封失效。液态VCM氯乙烯单体通过破损处进入衬里与筒体缝隙,在下封头聚集固化为如图2所示的白色固态状物质。在衬里清除过程中,整个下筒体部分分散存在该白色固态状物质,说明整个衬里与筒体分离严重。
图3中上封头接管处衬里均发生了分离、脱落成鼓包,该鼓包处未渗入介质。上封头衬里环缝采用了焊接的方法,也发生了损伤,主要原因是该焊接方法可靠性低,稳定性差,抗拉强度也降低,密封失效,介质渗入了衬里面,固化形成鼓包。
图4中上筒体衬里也形成了多个鼓包,衬里可能发生了细微破损,或者衬里材质质量、厚度不符合要求等原因,介质同样渗入了衬里,也有可能是在生产过程中,停车放料时,没有打开进气阀或进气量小于放料量,内部介质产生负压,衬里就会被吸扁(鼓包、内瘪)[1]。
去除衬里后,图5、图6中设备内表面存在多处点腐蚀,表面粗糙,不够光滑,焊缝处还存在断续未焊透及未熔合等缺陷,这些原因也导致衬里与筒体的结合能力不强,相关标准规定受衬面上所有焊缝应为连续焊,且必须采用对接焊缝,不得采用间断焊、点焊和其他非连续焊。焊缝不得有气孔、咬边、裂纹以及任何其它形式的表面孔洞及未焊透等缺陷,设备受衬面的焊渣、飞溅物等类似杂物应予以彻底清除。
3.3 小结
本次聚四氟乙烯衬里损伤及失效的原因,主要是设计、制造时没有严格按照标准实施,存在多处不符合标准规定,导致衬里本身壁厚刚度不够,接头强度不足,贴合不紧密,实际使用过程中也可能存在操作不规范等情况,加速了衬里损伤,导致介质渗入受衬处。同时企业年度检查也没有针对衬里进行检查,筒体也未开设泄漏信号指示孔,导致直到本次定期检验时才发现衬里失效。
4 缺陷处理
由于衬里损伤严重,无法修复,因此需要更换衬里,在更换衬里前应进行耐压试验。由于该设备压力比较高,使用要求相对严格,本次衬里更换优先选择采用聚四氟乙烯衬里金属网成型技术,或者是聚四氟乙烯衬里复合成型技术[2]。
普通松衬形式热膨胀系数较大,约为钢铁的13倍[3],当使用温度反复变化时,衬件会被多次拉伸或收缩,造成鼓包、内瘪甚至疲劳开裂,当使用过程中,由于泵抽液体物料时,内衬易被吸瘪,也可能由于应力差异引起翻边断裂、渗漏、腐蚀等情况[3]。
对于设计条件较苛刻的设备,可以采用聚四氟乙烯衬里金属网成型技术,该技术是利用衬层中金属网格分散衬里的热应力,使其热胀冷缩量与钢壳体相当,较好地解决了热胀冷缩及结合强度的问题。也可采用紧衬技术,主要有聚四氟乙烯衬里复合成型技术,采用奈钠表面化学改性衬里技术和均匀涂覆氟化物粘接剂技术[4],防止产生热胀冷缩引起衬里变形、脱层等缺陷,尤其是克服了负压操作引起衬里吸扁、起皱等缺点;采用加温冷却、充气增压、高温塑化技术,提高衬里层的密度,消除衬里应力,稳定衬里性能,克服热变形和冷流缺陷,实现了衬里与金属壳体复合紧衬。
5 检验启示与对策
(1)应关注及重视审查原材料质量证明书及验收、复验记录,对涉及的生产标准和验收标准内容也需要确认是否准确、合适,不能完全信任设计、制造资料。
(2)用非金属层测厚仪测定衬里层的厚度,检查衬里是否有腐蚀破坏、老化开裂、磨损和机械接触损伤、鼓包、与基体分离等缺陷;检查容器管口、支撑件等连接部位是否有开裂、拉脱现象,紧固件、阀门、温度计套管等零部件是否被腐蚀破坏;进入设备的人员应当穿软底鞋,衣物不能带有金属等硬质物件,防止划伤非金属层;对衬里层的破损、腐蚀、裂纹、脱落等情况,查看检查孔是否有介质流出;当发现衬里层穿透性缺陷或者有可能引起容器本体腐蚀的缺陷时,应当局部或者全部拆除衬里,查明本体的腐蚀状况和其他缺陷情况。
(3)应了解设备衬里使用过程中是否有避免辐射、振动和温度骤变等情况,直接通入蒸汽加热时,不得使用蒸汽直接冲刷衬里层。衬里设备壳体上是否设置泄漏信号指示孔。检查聚四氟乙烯板材焊接采用热压搭接焊,搭接宽度不得小于20 mm。筒体与筒体的连接,应采用法兰连接,建议该类筒体的衬里尽量减少环缝,同筒体一起,采用法兰连接。
(4)聚四氟乙烯的质量直接影响聚合物的性能,聚四氟乙烯对直径为0.27 nm以上的分子具有完全的不渗透性,因此要严格要求聚四氟乙烯树脂制造工艺,从各生产环节上把控质量。
(5)HG 20536—1993《聚四氟乙烯衬里设备》标准到目前为止已有20多年没有更新,因此建议根据目前国内衬里成型技术发展的情况,及时更新衬里标准,在原有基础上扩大其使用范围,以满足石化装置大型化、规模化的需求,促进衬里设备在化工行业里更广泛的应用。
6 结语
本文以某台PTFE衬里失效的汽提塔存料罐为研究对象,以TSG 21—2016为检测标准,通过运用资料审查、宏观检验、磁粉检测、超声波检测、衬里检验等技术手段,归纳总结了该存料罐PTFE衬里失效的详细原因,并给出了具有针对性的返修意见,同时提出了PTFE衬里压力容器检验的注意事项,可为今后PTFE衬里压力容器的设计、制造、检验、返修提供技术参考。
猜你喜欢
航空学报(2022年11期)2022-12-06
珠江水运(2022年13期)2022-08-04
纺织科学研究(2021年6期)2021-12-02
锦绣·上旬刊(2021年8期)2021-07-16
环境卫生工程(2020年3期)2020-07-27
安全、健康和环境(2020年1期)2020-03-25
中国特种设备安全(2019年10期)2020-01-04
中国设备工程(2018年19期)2018-10-12
质量技术监督研究(2017年4期)2017-05-07
中国塑料(2016年11期)2016-04-16
