
轻量化铝/钢与铝/铜焊接新方法
——搅拌摩擦钎焊与搅拌摩擦点钎焊
2022-02-27 14:12张贵锋王鑫炜王宗科
金属加工(热加工) 2022年2期
张贵锋,王鑫炜,王宗科
西安交通大学金属材料强度国家重点实验室焊接与涂层研究所 陕西西安 710049
1 序言
以铝代钢、以铝代铜是运输与电力设备(如大型风电绕组)轻量化的重要途径。搅拌摩擦焊作为固相焊接方法具有利用流变去膜、加热时间短、抑制金属间化合物(Intermetallic Compound,IMC)的优势,可用于Al/Fe、Al/Cu异种金属组合的快速焊接[1-6]。搅拌摩擦焊利用由轴肩与搅拌针组成的同轴工具,在母材表面与对接面分别导入宽的轴肩与细的搅拌针,通过轴肩的摩擦加热软化、搅拌针的剪切及拖曳形成的高温塑性流动与转移、轴肩的挤压,可获得氧化膜被破碎的致密接头。轴肩的导入使旋转工具对金属的加工效果由“铣”变为“焊”,同时旋转轴肩作为摩擦热源改善了待搅拌母材的塑性,又避免了工件的旋转,创立了可进行板材摩擦焊的独特有利条件。
搅拌摩擦焊所用轴肩具有综合的热-力联合作用,不仅是热源,而且同时是宝贵的力源,尤其对于薄板搭接的水平界面。其作用包括:摩擦加热软化母材、防止金属外溢(由“铣”变为“焊”)、驱动表层金属环向流动、挤压搅拌针后待沉积高温塑化金属(主要利用轴肩后半部)、保护搅拌区、保证表面光滑成形。搅拌针的主要作用有剪切破碎氧化膜(单圈累积剪切总厚度为焊接速度/转速)、搅拌混合被剪切母材、利用向前挤压与切向摩擦转移高温塑化金属(向前挤压也产生向后流动效果)。由轴肩驱动的塑性流动(表层扭转与针后挤压)与搅拌针驱动的塑性流动(搅拌针本体形成的挤压与环向剪切、螺纹形成的轴向挤压)在搅拌区不同位置(如搅拌针前后、表层与下部、前进侧与后退侧)形成非均匀的、不同方向(包括环向、竖向、斜向)的足量塑性流动,是搅拌摩擦焊实现分散去膜、界面混合、侧壁密合、最终致密回填搅拌针后瞬时空腔的唯一途径;接头呈非均匀的织构特征。但高强金属软化困难、流动阻力大、与铝材塑性流动不同步、对工具有磨损、打碎分散困难、变形活化易促生IMC,因此存在诸多工艺难点。
西安交通大学特种焊与钎焊课题组开发了3种Al/X异种金属搅拌摩擦焊改进技术,包括搅拌摩擦软钎焊、搅拌摩擦硬钎焊与搅拌摩擦点钎焊方法。本文简要介绍上述铝/钢与铝/铜轻量化焊接方法的工艺要点、特征与应用。
2 预设偏移量的异种金属搅拌摩擦对接焊
Al/Fe、Al/Cu搅拌摩擦对接焊工艺有两项要点:一是工件放置需遵循“前硬后软”原则,即将强度高的母材置于前进侧(AS),强度低的母材置于后退侧(RS),可保证所需塑性流动与前进侧壁重新致密焊合(搅拌针后,摩擦与挤压引起的流动方向一致,均朝向钢或铜侧);避免Al/Fe在后退侧的长时间密接,抑制IMC在后退侧的持续生长。二是搅拌针的位置需设置偏移量,即使搅拌针的中心偏离原界面,有意偏向软质铝母材一侧,使大部分搅拌针位于软质的铝母材内,以此兼顾降低摩擦加热温度、破除界面氧化膜、减少工具磨损及抑制IMC过厚。该方案最初由日本新泻大学的渡边等人提出(见图1)[7-8],其论文曾获JMPT期刊所颁发的高引用优秀论文奖。另外,母材排列位置会影响表面成形质量[9]。Al/Fe的搅拌摩擦焊接头的IMC主要分布在接头上部;形成较好的Al/Fe搅拌摩擦焊接头的条件是搅拌针既能通过摩擦去除钢材表面的氧化膜,又能使被剪切下来的钢铁呈碎粒状并无间隙地分散于铝基焊缝中,同时不出现明显、连续的IMC层[7,8]。

图1 设置搅拌针偏移量的Al/Fe异种金属搅拌摩擦焊技术及搅拌针偏移量影响[7,8]
本课题组在Al/Cu异种金属搅拌摩擦对接焊研究中发现,偏移量适中可以获得断裂于Al母材的合格接头。若使搅拌针向Al侧偏移过大或过小,都不利于破碎Cu表面的原始氧化膜,但前者接头断裂于原始界面,而后者接头断裂于搅拌区内[10]。因为前者易于理解,所以在此主要分析后者。若向Al侧的偏移量过小,则由Cu侧母材被搅拌针剪切下来的部分呈较厚的片状(非粒状),搅拌针无法将剪切下来的Cu片打碎分散于Al基焊缝内(Cu片具有优良的强度与塑性)。于是,在搅拌区内形成由剪切下来的Cu片与塑化铝形成的“Cu片/Al”次生界面。值得注意的是,虽然Cu母材侧的界面为剪切形成的新鲜洁净表面,但剪切下来的Cu片表面仍有原始氧化膜覆盖。因此“Cu板/Al”界面洁净,而“Cu片/Al”次生界面因存在破碎不彻底的原始氧化膜成为接头的薄弱环节。
最近,有关于在Al/Fe搅拌摩擦焊中附加冷却介质(喷嘴在搅拌头后方)与超声波振动的报道(见图2)。西班牙与伊朗学者提出附加冷却辅助搅拌摩擦焊(Cooling Assisted FSW),在搅拌头后方20mm处用喷嘴喷水、CO2与压缩空气,证明了冷却速度居中的喷水冷却能优化IMC厚度,并获得较好的塑性流动与机械结合,可将铝/钢(AA3003/A441低碳钢)搅拌摩擦焊接头的抗拉强度由140MPa提高到180MPa[11]。德国学者THOMÄ提出超声波强化搅拌摩擦焊(Ultrasound Enhanced FSW),认为导入超声波能在焊核区引起更好的混合,改善流动;消除Al/Fe界面空洞;焊核区的钢微粒更少更细[12]。

图2 搅拌头后方附加冷却与超声波强化的Al/Fe搅拌摩擦对接焊
3 搅拌摩擦搭接焊存在的问题与搅拌摩擦钎焊新工艺
3.1 搅拌摩擦搭接焊存在的问题
异种金属搭接焊存在的问题可分为两大类:一类是搅拌摩擦搭接焊(Friction Stir Lap Welding,FSLW)固有的共性问题;另一类是由该母材组合带来的个性问题。
搅拌摩擦搭接焊的固有共性问题主要有以下几个方面。
1)搅拌中心水平界面上/下混合不良。虽然水平界面的氧化膜经历了从搅拌针前到搅拌针后的转移,但由于搅拌针的旋转方向与待焊的水平界面呈平行关系,导致转移后氧化膜的存在位置仍然主要在焊接水平面。为此,需要利用螺纹与倾角强化轴向流动与上下界面的混合。
2)搅拌区边缘存在钩型次生界面缺陷。比较轻微的钩型缺陷表现为:在热力影响区温度低而软化较轻的下板母材,轻微向上嵌入温度高而软化较重的上板母材(多在前进侧),或者搅拌头的挤压使上板嵌入下板(多在后退侧)。这主要由近搅拌区上下母材的温差、强度差(软化程度不同)、外溢流动与挤压流动的综合作用引起的竖向流动造成的。严重的钩型缺陷甚至可以在轴肩的扭转作用下伸入搅拌区。钩型缺陷的存在会造成上板有效承载厚度减薄与应力集中。
3)在成形方面存在单道焊道狭窄(约为搅拌针的直径)与搅拌针针孔两项弊端。另外,Al/Fe异种金属组合存在搅拌针针尖的磨损,对针尖压入深度敏感等问题,以及在搅拌区存在因软、硬母材的软化与流动不同步而形成的空洞及IMC生长快等。
3.2 搅拌摩擦钎焊工艺、去膜机理及影响因素
针对搅拌摩擦搭接焊焊道狭窄、驱除与分散界面氧化膜能力差、对针端在界面处压入深度敏感、搅拌针的磨损等问题[13],本课题组开发了搅拌摩擦钎焊专利技术(2012年授权)[14,15]。搅拌摩擦钎焊采用无针搅拌头(要点之一)并辅之以能与母材发生共晶反应的钎料(要点之二)。搅拌摩擦钎焊工艺原理示意如图3所示。Al/Fe搭接接头撕裂断口如图4所示,可见大量的Al黏附在Fe表面[15]。搅拌摩擦钎焊通过挤出共晶液相带出氧化膜,以此代替塑性流动实现去膜并拓宽焊幅,从而解决了搅拌摩擦搭接焊中存在的搅拌区内上/下混合困难,搅拌区边缘存在钩型缺陷并易延伸入搅拌核区内,焊幅狭窄,以及匙孔与搅拌针的磨损问题。另外,相比传统炉中钎焊,搅拌摩擦钎焊具有强机械去膜能力,可改善润湿性,能在大气环境下施焊。搅拌摩擦钎焊还可以用于制备复合板、复合管。
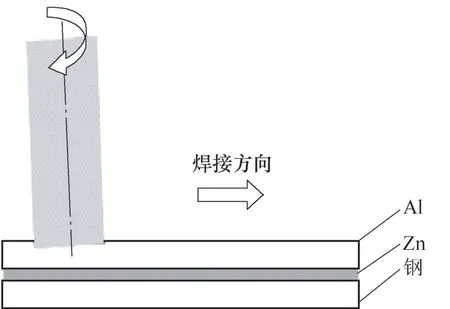
图3 搅拌摩擦钎焊工艺原理示意(无搅拌针)

图4 Al/Fe用Zn钎料的搅拌摩擦钎焊接头撕裂断口[15]
搅拌摩擦钎焊在界面去膜方面的优越性体现在去膜范围广泛,可以延伸到轴肩以外的区域,由此大幅扩展了焊接面积。其特殊性体现在钎料/母材间的共晶反应自始至终得到了旋转轴肩的诱发与持续促进。如图5所示,在Al/Cu组合用Zn箔作钎料的搅拌摩擦钎焊接头中,可看到轴肩以外的区域也通过共晶反应获得了优良的去膜与润湿效果,而中心区域的液相被挤出至轴肩以外。
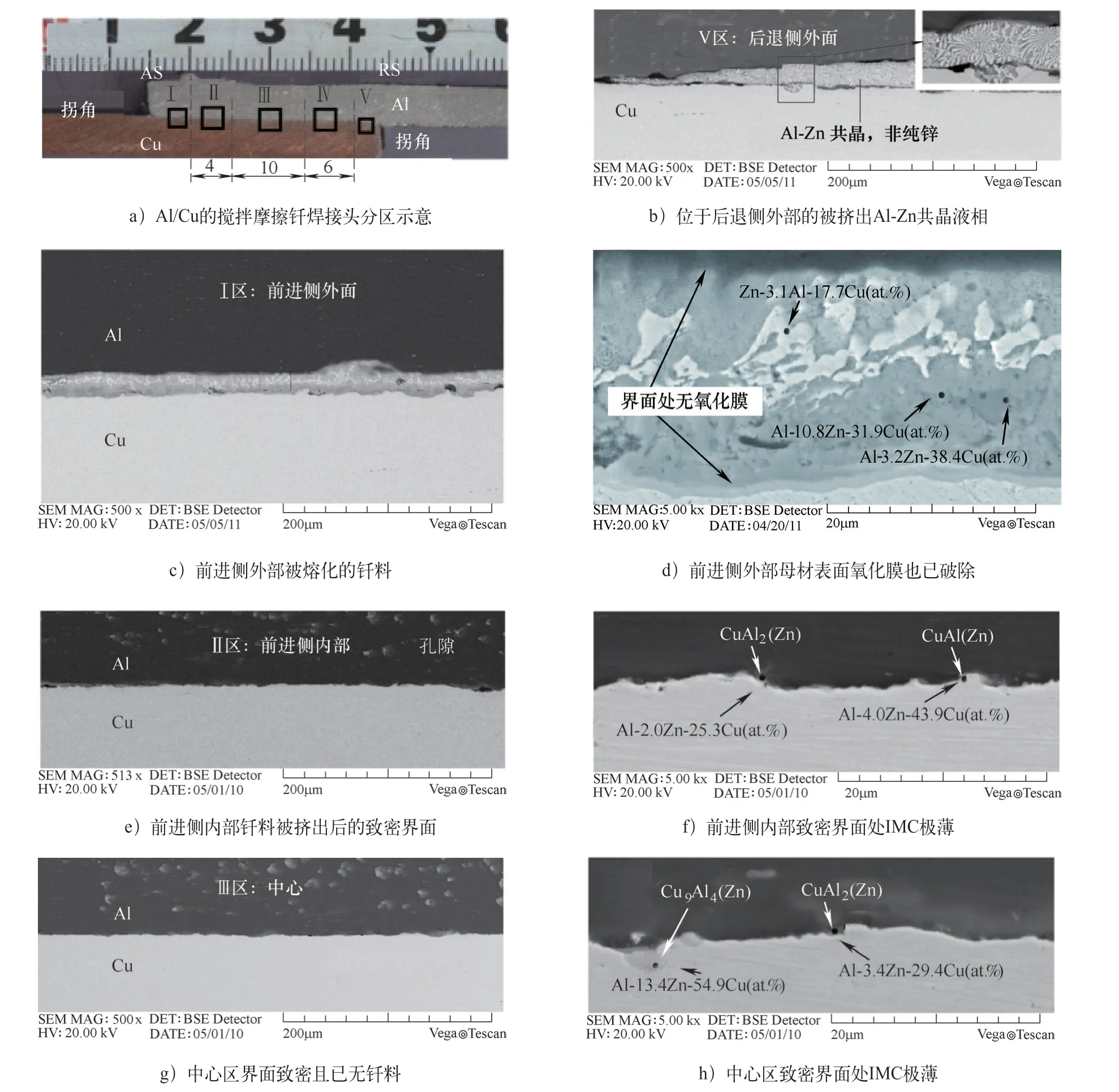
图5 铝/铜搅拌摩擦钎焊的去膜润湿范围扩展至轴肩外及中心区液相的挤出[16]
界面去膜是决定钎焊成功与否的首要因素。界面氧化膜的去除实际可分为破碎、移除(或破碎、分散)两个继发阶段。笔者将钎焊去膜方式分为:钎剂反应去膜(化学冶金)、钎料溶解去膜(物理冶金,利用膜下潜流)及机械作用去膜(扭转、振动、剪切、摩擦及变形等多种形式)3种。其中,前两种又统称为冶金反应去膜方式。搅拌摩擦钎焊综合利用了后两种去膜方式,可获得更大范围(去膜幅宽约为轴肩直径)、更为优良的去膜效果(氧化膜易于随液相被快速挤出)。在机械去膜方式中,能对界面形成剪切效果(如扭转、摩擦)的去膜方式,比正压变形去膜方式更易于在较小的作用力下(或较小的变形程度下)驱使氧化膜离开原始位置,破膜效果更为有效。搅拌摩擦钎焊积极活用高速旋转的大直径轴肩不仅是“热源”,而且同时是“力源”以及“力矩源”的宝贵特性。高速旋转的大轴肩对搭接界面具备提供一定扭转与微剪切的能力与条件,其影响因素较多,如轴肩直径越大、转速越高、焊接速度越慢、上板越薄、上/下板强度比越小、上板拘束与延展设计越合理,则旋转轴肩的“间接扭转”去膜能力越强。
搅拌摩擦钎焊由于搅拌针的取消,塑性流动对去膜与接头形成的贡献大幅削弱,所以钎焊的贡献跃居主要地位(轴肩以外的区域也能利用钎焊机制焊合)。当加热温度低,钎料/母材之间的共晶反应与相互作用变弱,为此常常需要借助机械途径的辅助,才能实现有效去膜。搅拌摩擦钎焊利用宽大轴肩的扭转作用,能在水平界面形成微剪切,由此带来两项有利效果:一是预破膜效果较好,为共晶反应创造了较好的条件;二是充分搅拌混合共晶液相,可进一步加速并强化氧化膜的破碎与分散。因此,搅拌摩擦钎焊实际是一种巧妙利用宽大轴肩的扭转破膜引发、并持续辅助促进的钎焊过程。
3.3 搅拌摩擦钎焊工艺的新发展
本课题组自2009年提出无针搅拌摩擦钎焊专利技术以后[14],将其用于复合板制备(试图宽幅化与高速化)、异种金属焊接、针孔填充。近年来又获得了如下进展。
(1)钎料方面 将搅拌摩擦钎焊工艺由 “搅拌摩擦软钎焊”(主要用Zn箔、Sn箔等软钎料)发展到“搅拌摩擦硬钎焊”(主要用Al基、Ag基、Cu基等硬钎料)。特别是当采用Al-Si硬钎料进行搅拌摩擦硬钎焊时,界面IMC厚度比采用Zn箔的搅拌摩擦软钎焊更小,接头剪切强度更高,可用于铝/钢复合方管或排管、铝包钢海洋平台桩腿的制备。
(2)接头形式方面 由搅拌摩擦搭接钎焊发展到搅拌摩擦对接钎焊,优点在于可以消除焊道根部的“吻接”缺陷。
(3)母材方面 将母材组合由Al/Fe、Al/Cu拓展到Al/SUS、Al/Ti、Al/Al组合,发现轴肩直径、上下板母材的强度比(如软/软、软/硬组合)是影响界面去膜的因素。
(4)拓展应用 从焊接、复合板制备(往复多道搅拌摩擦钎焊)发展到修复、再制造、表面复合材料制备,以及基于多层搅拌摩擦钎焊的增材制造(FSB-AM)。目前,主要致力于FSB-AM层间快速衔接提高效率的研究。
(5)搅拌镀覆内壁的复合管制备技术 通过将搅拌对象由固相发展到液相,将复合对象由板材发展到管材,提出了液相搅拌镀覆内壁的复合管制备技术。
另有学者开展了关于搅拌摩擦钎焊钎料的优化(厚度、成分)与工艺优化(导入超声波振动)的研究[17-19]。
4 搅拌摩擦点焊存在问题与搅拌摩擦点钎焊
4.1 搅拌摩擦点焊存在的问题
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)也是针对搭接接头而言的。由日本川崎重工开发的搅拌摩擦点焊技术采用带针搅拌头,也存在与搅拌摩擦搭接焊相似的缺点:上板母材被挤出形成针孔、钩型缺陷,以及搅拌针下竖向混合不足。其主要是利用针孔周围较小范围内热-力影响区的流动实现去膜,消除钩型缺陷。而由德国开发的回填式搅拌摩擦点焊(Refill-FSSW)技术,采用复杂的分体式搅拌头(由外圈压紧环、内圈可回抽摩擦环、中心可回抽搅拌针组成),虽然可以回填针孔,但存在以下问题:①回填金属流动不到位、周围侧壁的金属重新结合较差,主要原因在于回填压力大小与方向均不理想,导致侧壁挤压效果受限。②搅拌区的水平界面上下方的母材整体先上后下移动,但相互之间上下混合难实现。
4.2 搅拌摩擦点钎焊
为克服日本搅拌摩擦点焊存在的针孔、德国Refill-FSSW存在的侧壁重新焊合不良的问题,笔者在搅拌摩擦钎焊工艺基础上,提出了搅拌摩擦点钎焊技术(Friction Stir Spot Brazing,FSSB)。搅拌摩擦点钎焊也采用无针搅拌头并辅之以钎料的思路,其工艺流程如图6所示[20],启动无针搅拌头旋转、接触压紧、原位摩擦、回抽工具,视需要加入顶锻程序,进一步改善去膜与组织,拓宽焊接面积。其去膜机理与搅拌摩擦钎焊相似,也是轴肩扭转强化的共晶反应去膜。

图6 搅拌摩擦点钎焊工艺流程[20]
搅拌摩擦点钎焊的优点:焊接面积调节范围广;无针孔;利用钎料的快速溶解,消除扭转区外周的钩型缺陷;利用轴肩扭转与共晶反应界面去膜效果优良(见图7)。所用母材组合从Cu/Cu[20]、Al/Fe[21]可拓展到Al/SUS、Al/Cu等多种组合。该工艺尤其在制备Al/Fe/Al、Al/Cu/Al三明治式复合圆片配件方面具有简洁高效的优势。
图7 单侧约束铝/钢搅拌摩擦点钎焊表面无孔成形并证明界面存在扭转作用[20]
5 结束语
作为异种金属搅拌摩擦搭接焊的改进工艺,搅拌摩擦钎焊与搅拌摩擦点钎焊均采用无针搅拌头兼做热源与力源,并辅之以冶金措施弥补无搅拌针的不足——添加能显著溶解母材的钎料,利用轴肩的间接扭转与微剪切作用预先破膜,并持续促进钎料/母材之间的反应、溶解、混合、挤出,最终在氧化膜随液相挤出后可获得洁净母材之间的扩散结合。搅拌摩擦钎焊与搅拌摩擦点钎焊可避免基于单一塑性流动的搅拌摩擦焊与搅拌摩擦点焊存在的匙孔、焊接面积窄小、钩型缺陷、搅拌区上下混合不足及搅拌针针尖磨损等问题。搅拌摩擦钎焊工艺的不断研究发展,可为“以铝代钢、以铝代铜”在运输与电力设备的实用化中提供新的技术途径。
猜你喜欢
铝加工(2022年1期)2022-11-24
消费电子(2022年5期)2022-08-15
兰州理工大学学报(2022年1期)2022-03-05
科学技术与工程(2021年35期)2022-01-11
焊接(2021年1期)2021-04-16
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
西安工业大学学报(2020年1期)2020-03-07
模具制造(2019年3期)2019-06-06
表面工程与再制造(2019年1期)2019-05-11
